一种液压缸配件加工用焊接装置的制作方法
本发明涉及液压设备,具体为一种液压缸配件加工用焊接装置。
背景技术:
1、液压缸是将液压能转变为机械能的、做直线往复运动(或摆动运动)的液压执行元件。液压缸结构简单、工作可靠。用它来实现往复运动时,可免去减速装置,并且没有传动间隙,运动平稳,因此在各种机械的液压系统中得到广泛应用。
2、液压缸配件中存在法兰或者饼状件,在对法兰或者饼状件进行焊接时需要先对其进行夹装后。现有的液压缸配件加工用焊接设备往往采用较少或者不对称的扣角对工件进行夹装,夹装效果一般的同时做不到夹装扣紧程度可调,焊接设备在使用时还存在夹装工艺复杂,需要较多的电气设备的缺点。
技术实现思路
1、针对现有技术的不足,本发明提供了一种液压缸配件加工用焊接装置,解决了扣紧程度不可调,夹装工艺复杂的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:
3、一种液压缸配件加工用焊接装置,包括焊接部和支撑底座,焊接部安装在支撑底座的侧壁上,所述支撑底座的侧壁上固定有横置的托架,托架上安装驱动组件和夹装部,驱动组件与夹装部的侧壁活动连接;
4、所述夹装部包括面盘、底框和锁紧联动组件,底框固定在托架上,面盘的侧壁上开设均匀分布的齿槽,底框的上表面开设有与面盘相配合的齿槽孔,齿槽孔中安装弹性复位件,弹性复位件与面盘的底面活动连接,面盘的上面边缘处安装对称分布的扣块,面盘的内腔中安装与其活动连接的锁紧联动组件;
5、所述锁紧联动组件包括旋钮、过渡圆筒、限位环、扇板和齿条,限位环和旋钮分别设置在过渡圆筒的上下两端,过渡圆筒和限位环均与面盘活动连接,过渡圆筒的外壁安装均匀分布的扇板,扇板的侧壁与齿条的端部活动连接,齿条的另一端安装复位弹簧,齿条通过轮齿配合的方式连接扣块,过渡圆筒的侧壁上设有均匀分布的卡位结构,过渡圆筒的内腔中安装与其活动连接的核心轴,核心轴通过细绳连接卡位结构。
6、优选的,所述卡位结构与面盘中心处预留的圆孔活动连接,卡位结构包括弹片、卡板和短圆轴,卡板的一侧端壁通过短圆轴连接过渡圆筒的侧壁,卡板的另一侧端壁与面盘活动连接,卡板的内侧壁与弹片连接,卡板通过细绳连接核心轴。
7、优选的,所述过渡圆筒、限位环和核心轴三者中心轴线相重合,核心轴通过其顶端的轴承与过渡圆筒内顶壁活动连接,核心轴的长度值大于过渡圆筒的长度值,核心轴的底端安装表面布满槽纹的凸出帽。
8、优选的,所述弹性复位件包括滚珠和复位弹簧,复位弹簧底端通过相配合的套筒连接底框,复位弹簧顶端通过滚珠连接面盘的底面。
9、优选的,所述扇板与面盘的内腔壁活动连接,扇板的数量与扣块的数量相匹配,扣块呈半圆环状,扣块的侧壁上安装有凸起的导向环,导向环与面盘活动连接。
10、优选的,所述驱动组件包括伺服电机、主动齿轮和适配架,伺服电机通过适配架安装在托架上,伺服电机输出端的主动齿轮与面盘相配合。
11、优选的,所述支撑底座的侧壁上安装焊接组件,焊接组件位于面盘的正上方,所述焊接组件包括折臂、焊接头、旋钮柱和伸出柱,折臂通过螺栓固定在支撑底座的侧壁上,折臂的端部设置旋钮柱和伸出柱,其中折臂通过预设的螺纹孔连接旋钮柱,折臂通过预设的方形通孔连接伸出柱,伸出柱的内侧夹装焊接头。
12、本发明提供了一种液压缸配件加工用焊接装置,与现有技术相比具备以下有益效果:
13、1、该液压缸配件加工用焊接装置,在面盘的内腔中安装与其活动连接的锁紧联动组件,锁紧联动组件会联动扣块,转动后的扣块会将压住工件的边缘,这样工件得到了有效的夹持,其中拧动旋钮,转动的旋钮带动扇板,转动的扇板会迫使齿条发生移动,由于齿条联动扣块,扣块会发生一定程度的转动,扣块会将压住工件的边缘,这样工件得到了有效的夹持,对称分布的多个扣块可以做到同时扣紧,扣块的扣紧程度可调,适应性好。
14、2、该液压缸配件加工用焊接装置,在当需要进行工件夹装时,先向下拉动旋钮,旋钮带动面盘向下移动,面盘脱离主动齿轮,同时面盘无法转动,然后将待焊接的工件置于面盘的上方,然后拧动旋钮,转动的旋钮联动扣块,扣块压住工件的边缘,这样工件得到了有效的夹持,松开旋钮后,主动齿轮可以带动面盘,工件可以规律的进行焊接,在工件焊接结束后,转动核心轴就可以使扣块不再扣住工件,即在夹装部夹装工件过程中,只需向下拉动并转动零件,同时释放工件也只需转动部分零件,便利性好,无需较多的电气设备。
技术特征:
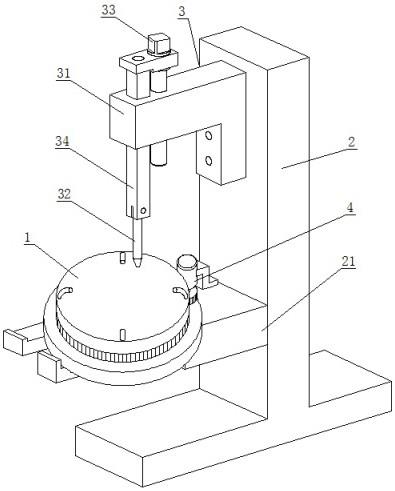
1.一种液压缸配件加工用焊接装置,包括焊接部(3)和支撑底座(2),焊接部(3)安装在支撑底座(2)的侧壁上,其特征在于:所述支撑底座(2)的侧壁上固定有横置的托架(21),托架(21)上安装驱动组件(4)和夹装部(1),驱动组件(4)与夹装部(1)的侧壁活动连接;
2.根据权利要求1所述的一种液压缸配件加工用焊接装置,其特征在于:所述卡位结构(136)与面盘(11)中心处预留的圆孔活动连接,卡位结构(136)包括弹片(1361)、卡板(1362)和短圆轴(1363),卡板(1362)的一侧端壁通过短圆轴(1363)连接过渡圆筒(132)的侧壁,卡板(1362)的另一侧端壁与面盘(11)活动连接,卡板(1362)的内侧壁与弹片(1361)连接,卡板(1362)通过细绳连接核心轴(137)。
3.根据权利要求1所述的一种液压缸配件加工用焊接装置,其特征在于:所述过渡圆筒(132)、限位环(133)和核心轴(137)三者中心轴线相重合,核心轴(137)通过其顶端的轴承与过渡圆筒(132)内顶壁活动连接,核心轴(137)的长度值大于过渡圆筒(132)的长度值,核心轴(137)的底端安装表面布满槽纹的凸出帽。
4.根据权利要求1所述的一种液压缸配件加工用焊接装置,其特征在于:所述弹性复位件(122)包括滚珠和复位弹簧,复位弹簧底端通过相配合的套筒连接底框(12),复位弹簧顶端通过滚珠连接面盘(11)的底面。
5.根据权利要求1所述的一种液压缸配件加工用焊接装置,其特征在于:扇板(134)与面盘(11)的内腔壁活动连接,扇板(134)的数量与扣块(14)的数量相匹配,扣块(14)呈半圆环状,扣块(14)的侧壁上安装有凸起的导向环(141),导向环(141)与面盘(11)活动连接。
6.根据权利要求1所述的一种液压缸配件加工用焊接装置,其特征在于:所述驱动组件(4)包括伺服电机(41)、主动齿轮(42)和适配架(43),伺服电机(41)通过适配架(43)安装在托架(21)上,伺服电机(41)输出端的主动齿轮(42)与面盘(11)相配合。
7.根据权利要求1所述的一种液压缸配件加工用焊接装置,其特征在于:所述支撑底座(2)的侧壁上安装焊接部(3),焊接部(3)位于面盘(11)的正上方,所述焊接部(3)包括折臂(31)、焊接头(32)、旋钮柱(33)和伸出柱(34),折臂(31)通过螺栓固定在支撑底座(2)的侧壁上,折臂(31)的端部设置旋钮柱(33)和伸出柱(34),其中折臂(31)通过预设的螺纹孔连接旋钮柱(33),折臂(31)通过预设的方形通孔连接伸出柱(34),伸出柱(34)的内侧夹装焊接头(32)。
技术总结
本发明公开了一种液压缸配件加工用焊接装置,本发明涉及液压设备技术领域,包括焊接部和支撑底座,焊接部安装在支撑底座的侧壁上,所述支撑底座的侧壁上固定有横置的托架,托架上安装驱动组件和夹装部,驱动组件与夹装部的侧壁活动连接,夹装部包括面盘、底框和锁紧联动组件,锁紧联动组件包括旋钮、过渡圆筒、限位环、扇板和齿条;液压缸配件加工用焊接装置,即在夹装部夹装工件过程中,对称分布的多个扣块可以做到同时扣紧,扣块的扣紧程度可调,适应广,只需向下拉动并转动零件,同时释放工件也只需转动部分零件,便利性好,无需较多的电气设备。
技术研发人员:龙雯雯,向瑶
受保护的技术使用者:泉州泉港高梦五金有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!