一种热连轧卷取机带钢尾部定位方法及装置与流程
本发明涉及轧钢领域,特别涉及一种热连轧卷取机带钢尾部定位方法及装置。
背景技术:
1、热轧带钢一般是指厚度为1~20mm的成卷带钢,宽度一般为600~2000mm。热轧带钢可以作为热轧钢板直接使用,也可以供给冷轧带钢作为坯料。广泛用于汽车、电机、化工、造船等工业部门,同时也作为冷轧、焊管、冷弯型钢生产的坯料。带钢热连轧机是生产热轧带钢的主要设备,具有生产效率高、产量高、质量好等优点。
2、热轧带钢按产品宽度和生产工艺有四种方式:宽带钢热连轧、宽带钢可逆式热轧、窄带钢热连轧以及用行星轧机热轧带钢。带钢用材有普碳钢、低合金钢、不锈钢和硅钢等。主要用于冷轧带钢、焊管、冷弯和焊接型钢的原料或制作各种构件。
3、热轧带钢经过加热、粗轧、精轧、层流冷却后,经卷取机卷取成卷。带钢尾部在卷取机需要精准定位。
4、现有技术中热轧带钢经卷取机卷取成卷因为定位不准,带来以下问题,1)尾部定位不准,会造成卸卷困难;2)尾部定位不准,会出现尾部刮擦打捆机,造成打捆机损坏;3)厚规格尾部定位不准,容易出现松卷,吊车吊运过程中,造成带钢表面挫伤;4)尾部定位不准,操作工需要手动重新定位,极大的影响轧制节奏和轧钢效率。
5、综上所述,亟需一种提高卷取机尾部定位精度的方法。
技术实现思路
1、针对上述问题,本发明提供一种热连轧卷取机带钢尾部定位方法及装置。
2、一种热连轧卷取机带钢尾部定位方法,所述方法包括:
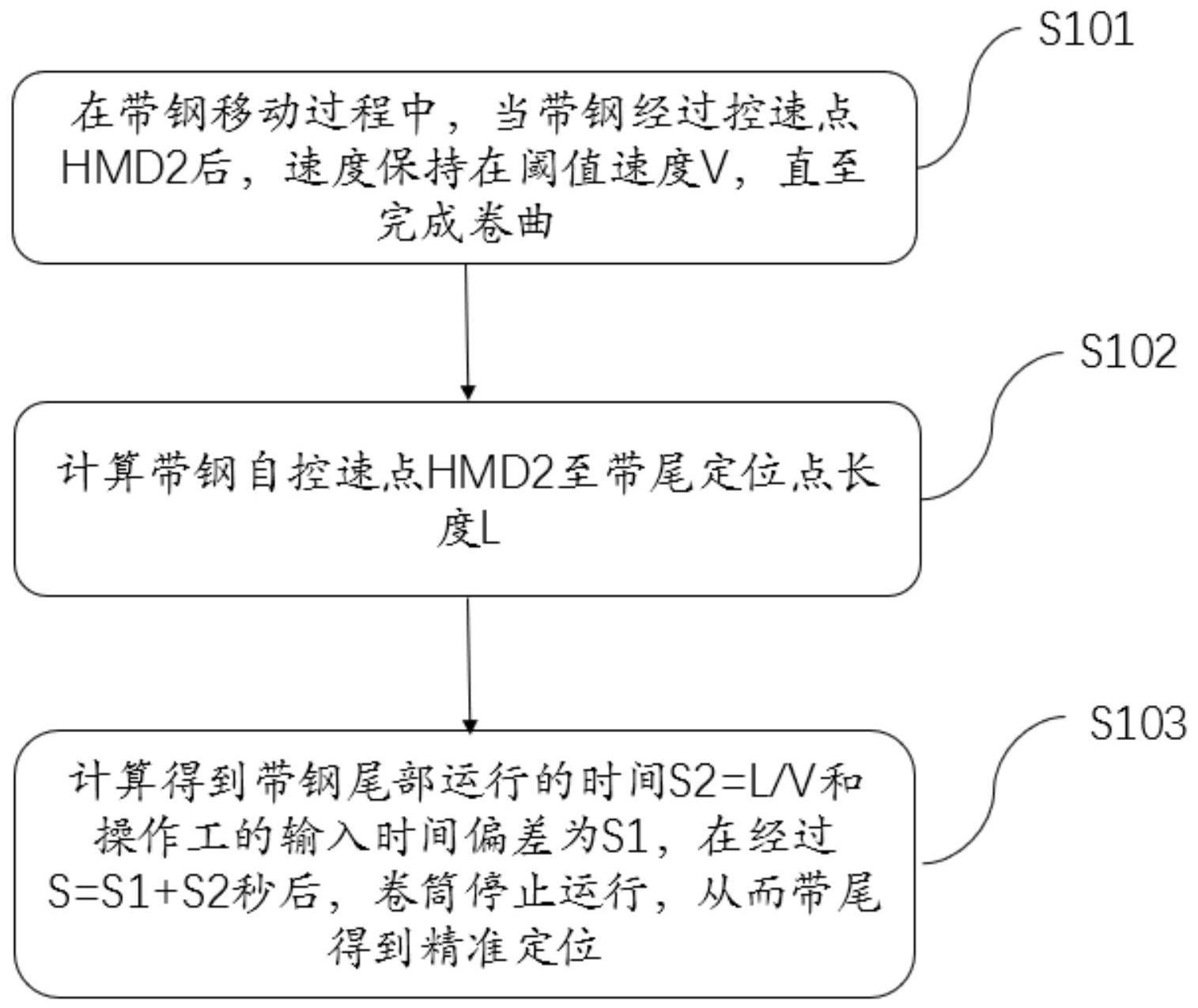
3、在带钢移动过程中,当带钢经过控速点hmd2后,速度保持在阈值速度v,直至完成卷取;
4、计算带钢自控速点hmd2至带尾定位点长度l;
5、计算得到带钢尾部运行的时间s2=l/v和操作工的输入时间偏差为s1,在经过s=s1+s2秒后,卷筒停止运行,从而带尾得到精准定位。
6、进一步的,当带钢经过控速点hmd2之前,设置降速点hmd1;
7、带钢经过降速点hmd1时,plc控制卷筒开始降速。
8、进一步的,所述带钢自控速点hmd2至带尾定位点长度l,具体包括:带钢自控速点hmd2至卷取机下夹送辊的长度l1、带钢沿下夹送辊经过弧度a卷取的长度l2、带钢自下夹送辊至卷筒的长度l3,以及带钢沿卷筒卷取至带尾定位点的长度l4;
9、l=l1+l2+l3+l4。
10、进一步的,所述带钢自控速点hmd2至卷取机下夹送辊的长度l1,具体包括:带钢沿水平方向直线向下夹送辊移动,长度l1为hmd2与下夹送辊中心线之间的水平距离。
11、进一步的,所述带钢沿下夹送辊经过弧度a卷取的长度l2,具体包括:下夹送辊直径为d,依据弧长计算,则
12、进一步的,所述带钢自下夹送辊至卷筒的长度l3,具体包括:
13、卷取机下夹送辊与卷筒保持固定距离;其中下夹送辊与卷筒中心线垂直距离为a,下夹送辊与卷筒中心线水平距离为b,下夹送辊直径为d,带钢卷径为d,依据勾股定理计算,则
14、进一步的,所述带钢沿卷筒卷取至带尾定位点的长度l4,具体包括:带钢卷径为d,带钢自接触卷筒的切点开始,沿卷筒卷取至带尾定位点的弧度为k;依据弧长计算,则l4=k*d/2。
15、进一步的,弧度k包括带钢自接触卷筒的切点开始至带钢与水平线的交点之间的弧度b,以及带钢与水平线的交点与带尾定位点之间的弧度r;且k=b+r;弧度a、b、r具有以下关系:
16、
17、
18、
19、其中a为下夹送辊与卷筒中心线垂直距离,b为下夹送辊与卷筒中心线水平距离,d为下夹送辊直径,d为带钢卷径;e为起始停止角度,即卷筒带尾定位点至垂直线之间的弧度。
20、进一步的,所述带钢卷径d=d0+2×h×n×f;
21、其中h为带钢目标厚度、d0为卷筒内径0.76,n为卷取的圈数,f为带钢卷取松紧系数,取值范围1.0-1.1。
22、一种热连轧卷取机带钢尾部定位装置,包括:控速单元、长度计算单元和时间定位单元;
23、控速单元,用于在带钢移动过程中,当带钢经过控速点hmd2后,速度保持在阈值速度v,直至完成卷取;
24、长度计算单元,用于计算带钢自控速点hmd2至带尾定位点长度l;
25、时间定位单元,用于计算得到带钢尾部运行的时间s2=l/v和操作工的输入时间偏差为s1,在经过s=s1+s2秒后,卷筒停止运行,从而带尾得到精准定位。
26、本发明至少具有以下有益效果:
27、本发明经过精准检测和计算,提出了卷取机尾部定位方法,提高了生产效率和产品质量。
28、通过使用本发明专利,卷取机的尾部定位精度由原来的0.5米,变为现在的0.1米,提高了生产效率和产品质量,减少了事故时间,减轻了操作工的劳动强度。
29、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
技术特征:
1.一种热连轧卷取机带钢尾部定位方法,其特征在于,所述方法包括:
2.根据权利要求1所述的一种热连轧卷取机带钢尾部定位方法,其特征在于,
3.根据权利要求1所述的一种热连轧卷取机带钢尾部定位方法,其特征在于,
4.根据权利要求3所述的一种热连轧卷取机带钢尾部定位方法,其特征在于,
5.根据权利要求3所述的一种热连轧卷取机带钢尾部定位方法,其特征在于,
6.根据权利要求3所述的一种热连轧卷取机带钢尾部定位方法,其特征在于,
7.根据权利要求5所述的一种热连轧卷取机带钢尾部定位方法,其特征在于,
8.根据权利要求7所述的一种热连轧卷取机带钢尾部定位方法,其特征在于,
9.根据权利要求6-8中任意一项所述的一种热连轧卷取机带钢尾部定位方法,其特征在于,
10.一种热连轧卷取机带钢尾部定位装置,其特征在于,包括:控速单元、长度计算单元和时间定位单元;
技术总结
本发明涉及轧钢领域技术领域,特别涉及一种热连轧卷取机带钢尾部定位方法及装置。本发明在带钢移动过程中,当带钢经过控速点HMD2后,速度保持在阈值速度V,直至完成卷取;计算带钢自控速点HMD2至带尾定位点长度L;计算得到带钢尾部运行的时间S2=L/V和操作工的输入时间偏差为S1,在经过S=S1+S2秒后,卷筒停止运行,从而带尾得到精准定位。本发明经过精准检测和计算,提出了卷取机尾部定位方法,提高了生产效率和产品质量。通过使用本发明专利,卷取机的尾部定位精度由原来的0.5米,变为现在的0.1米,提高了生产效率和产品质量,减少了事故时间,减轻了操作工的劳动强度。
技术研发人员:雷红刚,张被刚,刘勇,杨竹,曾虹云,唐阳华,段勇
受保护的技术使用者:攀钢集团攀枝花钢钒有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!