一种汽车座椅骨架的冲压成型模具及方法与流程
本发明涉及冲压成型,具体为一种汽车座椅骨架的冲压成型模具及方法。
背景技术:
1、汽车是现代社会的重要交通工具,汽车座椅是汽车的重要组成部分,汽车座椅主要由骨架和坐垫构成。汽车座椅骨架普遍采用冲压成型的工艺进行大批量生产加工,冲压成型是指靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的加工成型方法。采用冲压成型模具对汽车座椅骨架进行生产加工,能够实现对汽车座椅骨架的大批量生产,且能够提高汽车座椅骨架的结构强度。
2、现有的汽车座椅骨架的冲压成型模具在进行冲压成型时,板材放置在下模板与上模板之间,在冲压的过程中,板材的中间部位受到冲击,由于板材的两侧缺少限位,导致板材在冲压的过程中容易产生偏移,从而容易导致冲压成型模具的冲压成型精度降低,从而导致汽车座椅骨架的成型品质降低。
技术实现思路
1、本发明的目的在于提供一种汽车座椅骨架的冲压成型模具及方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
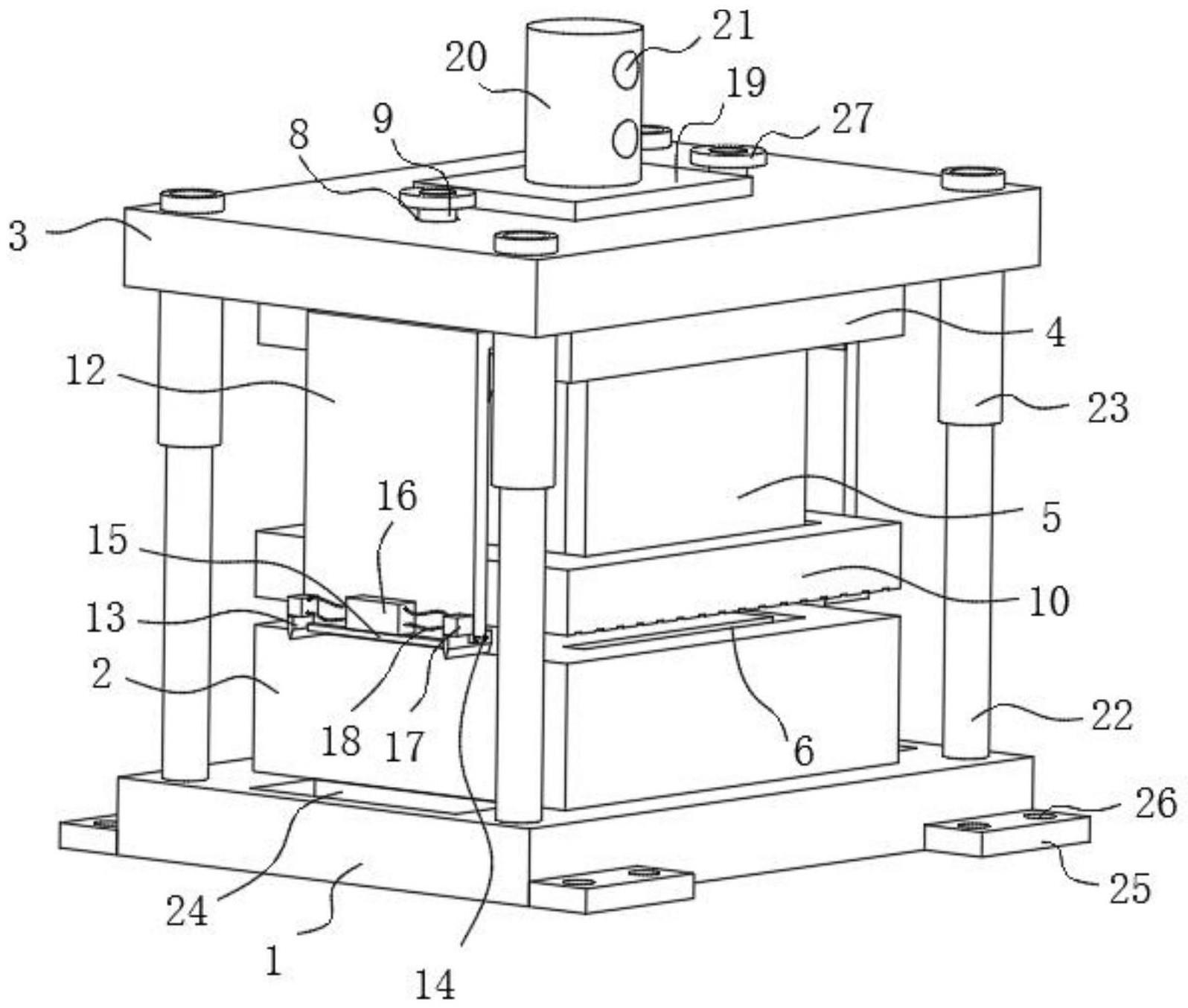
3、本发明提供了一种汽车座椅骨架的冲压成型模具,包括下模座,所述下模座上侧的侧壁固定连接有下模板,所述下模座上表面的四角处均固定连接有导向机构,所述导向机构上固定连接有上模座,所述上模座上侧的侧壁固定连接机构,所述上模座下侧的侧壁固定连接有上模板,所述上模板下侧的侧壁固定连接有冲压模芯,所述下模板上开设有与冲压模芯相对应的冲压孔,所述下模座上开设有与冲压孔相对应的落料孔,所述上模座上侧的侧壁对称开设有两个滑动孔,两个所述滑动孔内均活动套接有滑动杆,两个所述滑动杆的下端固定连接有同一个压料框板,所述滑动杆的杆壁活动套设有压缩弹簧,所述压缩弹簧位于上模座与压料框板之间,所述上模板上固定连接有防偏机构;
4、所述防偏机构包括两个对称固定连接于上模板竖直侧壁上的l型板,所述l型板下侧的侧壁对称开设有两个安装槽,且安装槽内固定插接有切割刀,所述切割刀通过多个螺钉固定连接于l型板上,所述l型板下侧的侧壁固定连接有压块,所述压块位于两个切割刀之间,所述l型板的竖直侧壁与切割刀之间固定连接有加热机构。
5、在上述的一种汽车座椅骨架的冲压成型模具中,所述加热机构包括固定连接于l型板竖直侧壁上的控制器,所述切割刀上固定连接有电加热头,所述控制器与电加热头之间通过导线电连接。
6、在上述的一种汽车座椅骨架的冲压成型模具中,所述连接机构包括固定连接于上模座上侧的固定板,所述固定板位于上模座上侧的中心位置,所述固定板上侧的侧壁固定连接有连接柄,所述连接柄的竖直侧壁对称开设有两个连接孔。
7、在上述的一种汽车座椅骨架的冲压成型模具中,所述导向机构包括固定连接于下模座上侧的导柱,所述上模座上开设有通孔,且通孔内固定套接有导套,所述导套的两端均伸出通孔,所述导柱活动套接于导套内。
8、在上述的一种汽车座椅骨架的冲压成型模具中,所述下模座上侧的侧壁对称开设有两个与防偏机构相对应的固定槽,所述固定槽位于防偏机构的正下方。
9、在上述的一种汽车座椅骨架的冲压成型模具中,所述下模座的竖直侧壁固定连接有多个安装块,多个所述安装块均匀分布于下模座上,多个所述安装块上均对称开设有两个销孔。
10、在上述的一种汽车座椅骨架的冲压成型模具中,所述滑动杆靠近上端的杆壁固定套设有防脱圈板,所述防脱圈板的外径大于滑动孔的孔径,所述防脱圈板位于上模座的上方。
11、在上述的一种汽车座椅骨架的冲压成型模具中,所述压料框板下侧的侧壁开设有多个防滑槽,多个所述防滑槽均匀分布于压料框板的下侧的侧壁上。
12、在上述的一种汽车座椅骨架的冲压成型模具中,所述l型板的竖直侧壁与上模板的竖直侧壁之间固定连接有同一个加固肋板,所述加固肋板与l型板一体成型。
13、一种汽车座椅骨架的冲压成型方法,上模座向下移动,设置的压缩弹簧能够使压料框板压紧在板材上,能够对板材进行限位,上模座带动防偏机构向下移动,防偏机构能够使板材的两侧向下翻卷对板材进行限位,上模座带动上模板向下移动,上模板带动冲压模芯向下移动进行冲压,冲压成型的产品通过冲压孔和落料孔脱出,完成汽车座椅骨架的冲压成型。
14、与现有技术相比,本发明的有益效果是:
15、1、本发明通过设置的下模座、下模板、上模座、上模板、冲压模芯、冲压孔、落料孔、滑动孔、滑动杆、压料框板、压缩弹簧、l型板、切割刀、螺钉和压块,冲压成型时,板材从下模板和冲压模芯之间穿过,将连接机构安装在冲压机上,冲压机带动上模座向下移动,上模座带动两个滑动杆向下移动,滑动杆带动压料框板向下移动,压料框板对板材进行压料限位,上模座带动两个l型板向下移动,两个l型板带动四个切割刀向下移动,四个切割刀能够对板材的侧边进行切割,与此同时,l型板带动压块向下移动,压块对板材被切割的部分进行挤压,从而能够使板材被切割的部分向下翻卷,从而能够使板材被切割的部分翻转到下模板的两侧,从而能够对板材的两侧进行限位,通过设置的压料框板与防偏机构相互配合,能够对板材进行稳定性的固定,从而能够防止板材在冲压成型的过程中出现偏移,有效地提高了汽车座椅骨架的冲压成型模具的成型精度,有效地提高了汽车座椅骨架的冲压成型模具成型的品质。
16、2、本发明通过设置的控制器、电加热头和导线,使用时,通过控制器和电加热头对四个切割刀进行加热处理,使切割刀的温度升高,从而能够提高切割刀对板材的切割效率,有效地提高了防偏机构运行的顺畅性,有效地提高了防偏机构对板材的翻卷效率,提高了防偏机构的防偏移效果,提高了汽车座椅骨架的冲压成型的精度。
技术特征:
1.一种汽车座椅骨架的冲压成型模具,包括下模座(1),其特征在于:所述下模座(1)上侧的侧壁固定连接有下模板(2),所述下模座(1)上表面的四角处均固定连接有导向机构,所述导向机构上固定连接有上模座(3),所述上模座(3)上侧的侧壁固定连接机构,所述上模座(3)下侧的侧壁固定连接有上模板(4),所述上模板(4)下侧的侧壁固定连接有冲压模芯(5),所述下模板(2)上开设有与冲压模芯(5)相对应的冲压孔(6),所述下模座(1)上开设有与冲压孔(6)相对应的落料孔(7),所述上模座(3)上侧的侧壁对称开设有两个滑动孔(8),两个所述滑动孔(8)内均活动套接有滑动杆(9),两个所述滑动杆(9)的下端固定连接有同一个压料框板(10),所述滑动杆(9)的杆壁活动套设有压缩弹簧(11),所述压缩弹簧(11)位于上模座(3)与压料框板(10)之间,所述上模板(4)上固定连接有防偏机构;
2.根据权利要求1所述的一种汽车座椅骨架的冲压成型模具,其特征在于:所述加热机构包括固定连接于l型板(12)竖直侧壁上的控制器(16),所述切割刀(13)上固定连接有电加热头(17),所述控制器(16)与电加热头(17)之间通过导线(18)电连接。
3.根据权利要求2所述的一种汽车座椅骨架的冲压成型模具,其特征在于:所述连接机构包括固定连接于上模座(3)上侧的固定板(19),所述固定板(19)位于上模座(3)上侧的中心位置,所述固定板(19)上侧的侧壁固定连接有连接柄(20),所述连接柄(20)的竖直侧壁对称开设有两个连接孔(21)。
4.根据权利要求3所述的一种汽车座椅骨架的冲压成型模具,其特征在于:所述导向机构包括固定连接于下模座(1)上侧的导柱(22),所述上模座(3)上开设有通孔,且通孔内固定套接有导套(23),所述导套(23)的两端均伸出通孔,所述导柱(22)活动套接于导套(23)内。
5.根据权利要求4所述的一种汽车座椅骨架的冲压成型模具,其特征在于:所述下模座(1)上侧的侧壁对称开设有两个与防偏机构相对应的固定槽(24),所述固定槽(24)位于防偏机构的正下方。
6.根据权利要求5所述的一种汽车座椅骨架的冲压成型模具,其特征在于:所述下模座(1)的竖直侧壁固定连接有多个安装块(25),多个所述安装块(25)均匀分布于下模座(1)上,多个所述安装块(25)上均对称开设有两个销孔(26)。
7.根据权利要求6所述的一种汽车座椅骨架的冲压成型模具,其特征在于:所述滑动杆(9)靠近上端的杆壁固定套设有防脱圈板(27),所述防脱圈板(27)的外径大于滑动孔(8)的孔径,所述防脱圈板(27)位于上模座(3)的上方。
8.根据权利要求7所述的一种汽车座椅骨架的冲压成型模具,其特征在于:所述压料框板(10)下侧的侧壁开设有多个防滑槽(28),多个所述防滑槽(28)均匀分布于压料框板(10)的下侧的侧壁上。
9.根据权利要求8所述的一种汽车座椅骨架的冲压成型模具,其特征在于:所述l型板(12)的竖直侧壁与上模板(4)的竖直侧壁之间固定连接有同一个加固肋板(29),所述加固肋板(29)与l型板(12)一体成型。
10.一种汽车座椅骨架的冲压成型方法,其特征在于:采用权利要求9所述的一种汽车座椅骨架的冲压成型模具进行冲压成型,具体方法是:
技术总结
本发明公开了一种汽车座椅骨架的冲压成型模具,包括下模座,所述下模座上侧的侧壁固定连接有下模板,所述下模座上表面的四角处均固定连接有导向机构,所述导向机构上固定连接有上模座,所述上模座上侧的侧壁固定连接机构,所述上模座下侧的侧壁固定连接有上模板,所述上模板下侧的侧壁固定连接有冲压模芯,所述下模板上开设有与冲压模芯相对应的冲压孔,所述下模座上开设有与冲压孔相对应的落料孔。本发明通过设置的压料框板与防偏机构相互配合,能够对板材进行稳定性的固定,从而能够防止板材在冲压成型的过程中出现偏移,有效地提高了汽车座椅骨架的冲压成型模具的成型精度,有效地提高了汽车座椅骨架的冲压成型模具成型的品质。
技术研发人员:徐小银
受保护的技术使用者:武汉亚新汽车零部件有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!