用于桥式起重机加工找正工装的制作方法
本发明属于找正工装,尤其涉及一种用于桥式起重机加工找正工装。
背景技术:
1、在加工桥式起重机主梁两侧安装车轮装置孔、平衡架支撑孔和平衡臂侧板孔过程中,需采用移动镗床进行加工,为保证gb/t14405-2011通用桥式起重机第5.8.4.8中规定的车轮垂直倾斜度的要求,在现有技术中需要反复在移动镗床底部增加或减少垫片来调整机床角度,为此在调整过程中,不仅难以精准调整,还费时费力,需要多人进行配合。
技术实现思路
1、为至少部分地解决上述现有技术中存在的技术问题,本发明提供一种用于桥式起重机加工找正工装。
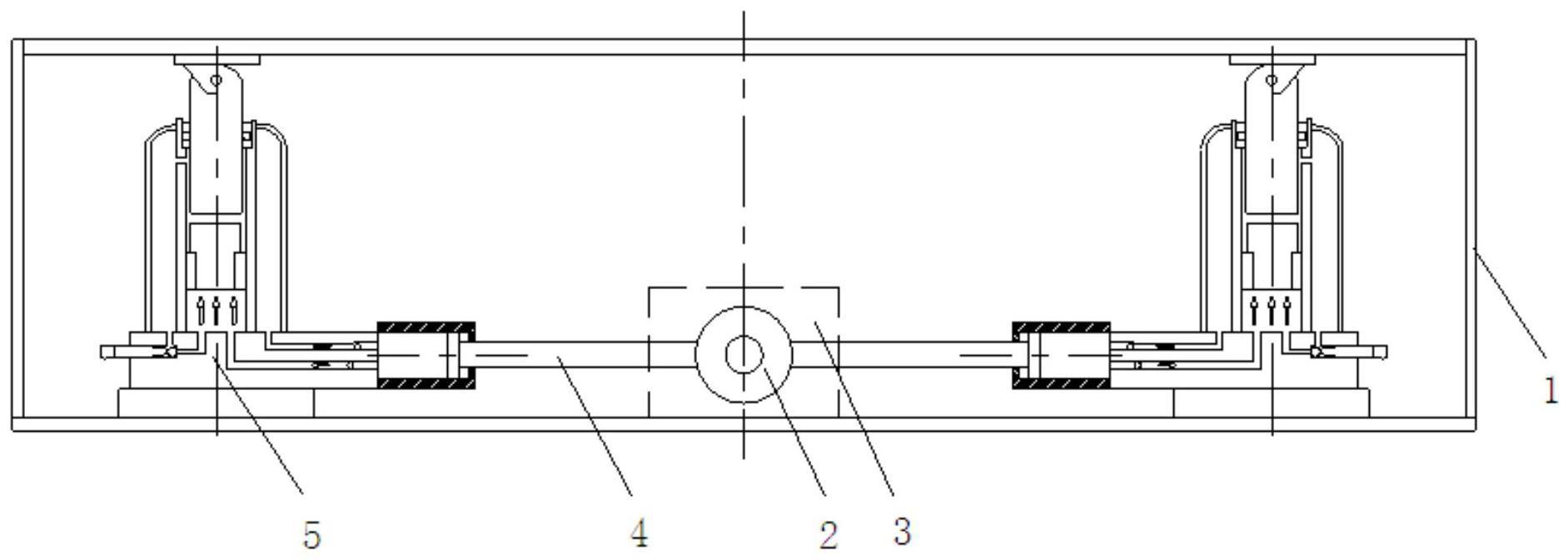
2、本发明的用于桥式起重机加工找正工装包括安装箱、旋转手柄、差速器、转轴和顶起装置,所述旋转手柄设置在所述安装箱中部,所述差速器设置在所述安装箱内与所述旋转手柄连接,所述顶起装置对称设置在所述差速器两侧,所述差速器与所述顶起装置之间通过所述转轴连接,其中:
3、所述顶起装置包括推杆活塞、活塞腔体、油液吸入管、油液排出管、缸体、调平座、复位螺栓和垫板底座,所述推杆活塞设置在所述活塞腔体内,所述缸体设置在所述活塞腔体一侧,所述活塞腔体与所述缸体之间通过所述油液吸入管和所述油液排出管连通,所述调平座设置在所述缸体内部,所述垫板底座设置在所述缸体底部,所述复位螺栓设置在所述缸体与所述垫板底座之间。
4、进一步地,在上述用于桥式起重机加工找正工装中,所述差速器内设置有第一伞状齿轮、第二伞状齿轮和第三伞状齿轮,所述第一伞状齿轮数匹配于所述第二伞状齿轮数和所述第三伞状齿轮数,所述第二伞状齿轮数等于所述第三伞状齿轮数。
5、进一步地,在上述用于桥式起重机加工找正工装中,所述第一伞状齿轮设置在中部,所述第一伞状齿轮输入端与所述旋转手柄连接,所述第二伞状齿轮和所述第三伞状齿轮对称设置在所述第一伞状齿轮两侧与所述第一伞状齿轮啮合,所述第二伞状齿轮和所述第三伞状齿轮输出端分别与所述转轴一端连接。
6、进一步地,在上述用于桥式起重机加工找正工装中,所述转轴另一端与所述推杆活塞输入端连接,所述推杆活塞与所述活塞腔体滑动连接。
7、进一步地,在上述用于桥式起重机加工找正工装中,所述调平座与所述缸体滑动连接,所述调平座和所述缸体之间形成腔体,所述油液排出管一端与所述活塞腔体连通,所述油液排出管另一端与所述调平座和所述缸体之间形成腔体连通。
8、进一步地,在上述用于桥式起重机加工找正工装中,所述缸体底部设置有卸油口,所述卸油口一端与所述调平座和所述缸体之间形成的腔体连通,所述卸油口另一端与所述油液吸入管连通。
9、进一步地,在上述用于桥式起重机加工找正工装中,所述复位螺栓匹配于所述卸油口,所述复位螺栓与所述卸油口通过螺纹啮合。
10、本发明的用于桥式起重机加工找正工装具有如下优点和有益效果:
11、在加工桥式起重机主梁两侧安装车轮装置孔、平衡架支撑孔、平衡臂侧板孔等时,可通过该工装迅速精准的找正移动镗床的调整角度或高度,实现精确加工,调整过程中快速精准,省时省力,无需反复操作。
技术特征:
1.一种用于桥式起重机加工找正工装,其特征在于,所述用于桥式起重机加工找正工装包括安装箱、旋转手柄、差速器、转轴和顶起装置,所述旋转手柄设置在所述安装箱中部,所述差速器设置在所述安装箱内与所述旋转手柄连接,所述顶起装置对称设置在所述差速器两侧,所述差速器与所述顶起装置之间通过所述转轴连接,其中:
2.根据权利要求1所述的用于桥式起重机加工找正工装,其特征在于,所述差速器内设置有第一伞状齿轮、第二伞状齿轮和第三伞状齿轮,所述第一伞状齿轮数匹配于所述第二伞状齿轮数和所述第三伞状齿轮数,所述第二伞状齿轮数等于所述第三伞状齿轮数。
3.根据权利要求2所述的用于桥式起重机加工找正工装,其特征在于,所述第一伞状齿轮设置在中部,所述第一伞状齿轮输入端与所述旋转手柄连接,所述第二伞状齿轮和所述第三伞状齿轮对称设置在所述第一伞状齿轮两侧与所述第一伞状齿轮啮合,所述第二伞状齿轮和所述第三伞状齿轮输出端分别与所述转轴一端连接。
4.根据权利要求1所述的用于桥式起重机加工找正工装,其特征在于,所述转轴另一端与所述推杆活塞输入端连接,所述推杆活塞与所述活塞腔体滑动连接。
5.根据权利要求1所述的用于桥式起重机加工找正工装,其特征在于,所述调平座与所述缸体滑动连接,所述调平座和所述缸体之间形成腔体,所述油液排出管一端与所述活塞腔体连通,所述油液排出管另一端与所述调平座和所述缸体之间形成腔体连通。
6.根据权利要求5所述的用于桥式起重机加工找正工装,其特征在于,所述缸体底部设置有卸油口,所述卸油口一端与所述调平座和所述缸体之间形成的腔体连通,所述卸油口另一端与所述油液吸入管连通。
7.根据权利要求6所述的用于桥式起重机加工找正工装,其特征在于,所述复位螺栓匹配于所述卸油口,所述复位螺栓与所述卸油口通过螺纹啮合。
技术总结
本发明公开了一种用于桥式起重机加工找正的工装包括安装箱、旋转手柄、差速器、转轴和顶起装置,旋转手柄设置在安装箱中部,差速器设置在安装箱内与旋转手柄连接,顶起装置对称设置在差速器两侧,差速器与顶起装置之间通过转轴连接,其中:顶起装置包括推杆活塞、活塞腔体、油液吸入管、油液排出管、缸体、调平座、复位螺栓和垫板底座,推杆活塞设置在活塞腔体内,缸体设置在活塞腔体一侧,活塞腔体与缸体之间通过油液吸入管和油液排出管连通,调平座设置在缸体内部,垫板底座设置在缸体底部,复位螺栓设置在缸体与垫板底座之间。本发明可迅速精准的找正移动镗床的调整角度或高度,实现精确加工,调整过程中快速精准,省时省力,无需反复操作。
技术研发人员:岳海豹,张海龙,周继红,白崇玉,平萍,李永亮,王炯,吴泽波,武晋伟,李庆国
受保护的技术使用者:太原重工股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!