一种航空薄壁盖板类零件的柔性定位工装及其使用方法与流程
本发明涉及航空零件的加工工装的,具体涉及一种航空薄壁盖板类零件的柔性定位工装,以及一种航空薄壁盖板类零件的柔性定位工装的使用方法。
背景技术:
1、航空用盖板大多呈带弧形的瓦片状结构,其在整形加工时往往需要通过夹具对两端进行预固定,然后再由刀具对其凸面和凹面分别进行相应的加工。
2、然而在整形加工的过程中,由于盖板为厚度较小的薄壁结构,且自身带有一定的弧度,当刀具移动到盖板的中部时,盖板中部将受到刀具的作用力而发生弹性形变,使得刀具对盖板中部位置的加工经常出现误差,严重影响了盖板的加工质量,无法实现高精度加工。为解决这一问题,现有技术也有采用垫块对盖板中部进行支撑的方案,然而由于盖板本身为弧形,垫块与盖板很难做到有效贴合,实用性较差。
技术实现思路
1、本发明的目的是解决现有技术中的瓦状结构的盖板在加工时,中部由于缺乏支撑而容易变形导致加工出现误差的问题。
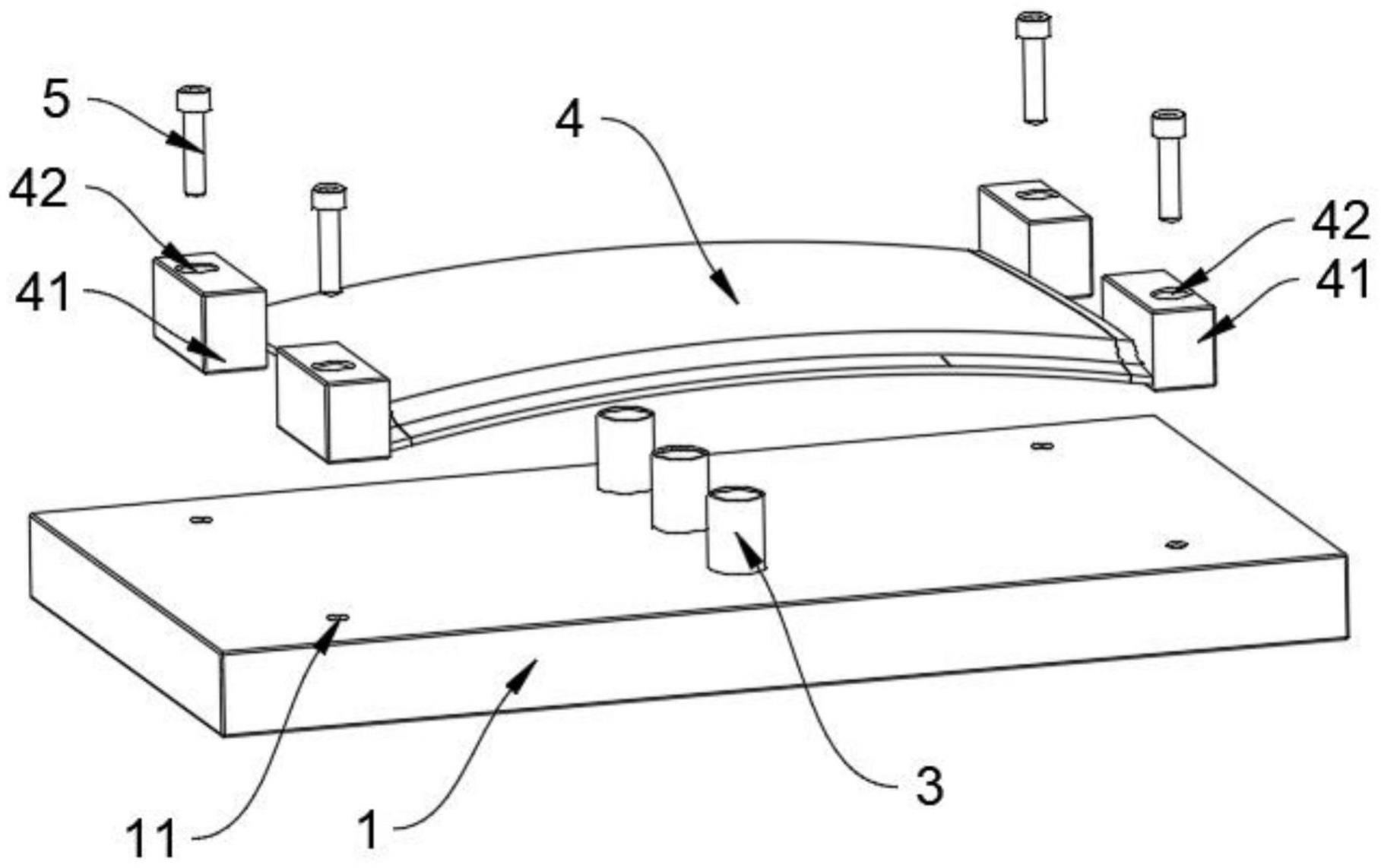
2、为解决上述问题,本发明提供一种航空薄壁盖板类零件的柔性定位工装,包括底座和若干支撑筒,所述底座的两侧分别设有限位部,所述限位部用于对盖板的两侧进行固定;所述支撑筒由橡胶材料制成且为两端开口的管状结构,所述支撑筒的内部用于填充石膏,所述支撑筒沿竖向设置且位于限位部之间的位置,所述支撑筒的下端连接至底座,所述支撑筒的上端用于供盖板抵接。
3、上述方案通过限位部实现对盖板的两侧的预固定作用,同时在底座的位于两个限位部之间的位置设置若干个支撑筒,支撑筒内填充有石膏,从而当盖板的下部与支撑筒的上部抵接后,支撑筒及内部的石膏将随之变形至盖板相贴合的形状,待石膏固化后,即可对盖板进行相应的整形加工。与现有技术相比,上述方案通过支撑筒内的石膏实现了对盖板中部的有效支撑作用,同时固化后的石膏与盖板的贴合程度高,有利于实现后续的高精度加工,而且操作简单方便,成本低廉。
4、作为优选的,若干所述支撑筒相对底座的中心呈对称式分布,从而实现支撑筒内的石膏对盖板更为均匀稳定的支撑作用。
5、作为优选的,所述支撑筒的高度大于由限位部固定后的盖板与底座的相应位置的间距,所述支撑筒的内部的石膏的填充高度与支撑筒等高,从而确保盖板能够抵接至支撑筒的上部并使得支撑筒产生相应的变形,同时确保支撑筒内的石膏与盖板更为贴合。
6、本发明还提供一种航空薄壁盖板类零件的柔性定位工装的使用方法,包括如下步骤:
7、s1.根据盖板的规格尺寸选择具有相应限位部和支撑筒的底座;对毛坯料进行粗加工,得到具有大致形状的粗料盖板,在粗料盖板的两侧分别预留出工艺座,且工艺座与底座的限位部逐个对应;
8、s2.向底座的支撑筒内填充流动态的石膏,随后通过将粗料盖板两侧的工艺座固定至对应的限位部,实现粗料盖板在底座上的固定,同时确保粗料盖板的中部与支撑筒内的石膏相抵接,然后等待石膏的固化;
9、s3.待石膏固化后,即可对粗料盖板的第一加工面进行相应的精加工。
10、作为优选的,在步骤s1中,在粗料盖板的两侧预留的工艺座的上端相对粗料盖板中部的高度差等于工艺座的下端相对粗料盖板中部的高度差;进而上述方法还包括步骤s4.待粗料盖板的第一加工面的精加工完成后,将工艺座从限位部拆离使得粗料盖板相对底座分离,随后清除支撑筒内的固化石膏并重新填充流动态的石膏,随后将粗料盖板翻转并将工艺座固定至对应的限位部,并保证翻转后的粗料盖板的中部与支撑筒内重新填充的石膏相抵接,随后待石膏固化后即可对粗料盖板的第二加工面进行相应的精加工。
11、作为优选的,上述方法还包括步骤s5.待粗料盖板的第一加工面和第二加工面均精加工完成后,通过线切割工艺将粗料盖板的工艺座切除,得到盖板的成品。
技术特征:
1.一种航空薄壁盖板类零件的柔性定位工装,其特征在于,包括底座(1)和若干支撑筒(3),所述底座(1)的两侧分别设有限位部(2),所述限位部(2)用于对盖板(4)的两侧进行固定;所述支撑筒(3)由橡胶材料制成且为两端开口的管状结构,所述支撑筒(3)的内部用于填充石膏,所述支撑筒(3)沿竖向设置且位于限位部(2)之间的位置,所述支撑筒(3)的下端连接至底座(1),所述支撑筒(3)的上端用于供盖板(4)抵接。
2.根据权利要求1所述的一种航空薄壁盖板类零件的柔性定位工装,其特征在于,若干所述支撑筒(3)相对底座(1)的中心呈对称式分布。
3.根据权利要求1所述的一种航空薄壁盖板类零件的柔性定位工装,其特征在于,所述支撑筒(3)的高度大于由限位部(2)固定后的盖板(4)与底座(1)的相应位置的间距,所述支撑筒(3)的内部的石膏的填充高度与支撑筒(3)等高。
4.一种航空薄壁盖板类零件的柔性定位工装的使用方法,应用于如权利要求1所述的工装,其特征在于,包括如下步骤:
5.根据权利要求4所述的一种航空薄壁盖板类零件的柔性定位工装的使用方法,其特征在于,在步骤s1中,在粗料盖板(4)的两侧预留的工艺座(41)的上端相对粗料盖板(4)中部的高度差等于工艺座(41)的下端相对粗料盖板(4)中部的高度差;
6.根据权利要求5所述的一种航空薄壁盖板类零件的柔性定位工装的使用方法,其特征在于,还包括步骤s5.待粗料盖板(4)的第一加工面和第二加工面均精加工完成后,通过线切割工艺将粗料盖板(4)的工艺座(41)切除,得到盖板(4)的成品。
技术总结
一种航空薄壁盖板类零件的柔性定位工装及其使用方法,所述柔性定位工装包括底座和若干支撑筒,所述底座的两侧分别设有限位部,所述限位部用于对盖板的两侧进行固定;所述支撑筒由橡胶材料制成且为两端开口的管状结构,所述支撑筒的内部用于填充石膏,所述支撑筒沿竖向设置且位于限位部之间的位置,所述支撑筒的下端连接至底座,所述支撑筒的上端用于供盖板抵接。上述方案通过限位部实现对盖板的两侧的预固定作用,同时通过支撑筒内的石膏实现了对盖板中部的有效支撑作用,同时固化后的石膏与盖板的贴合程度高,有利于实现后续的高精度加工,而且操作简单方便,成本低廉。本公开还提供一种航空薄壁盖板类零件的柔性定位工装的使用方法。
技术研发人员:陈行州,熊瑞斌,邝志斌
受保护的技术使用者:宁波永灵航空科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!