航空发动机复材叶片装夹系统及其点阵支撑力控制方法
本发明涉及一种航空发动机复材叶片装夹系统及其点阵支撑力控制方法,属于航空发动机。
背景技术:
1、航空发动机复合材料叶片作为高技术性零件的代表,如何实现高精度自适应装夹是一个重要的研究问题。如图1所示,航空发动机叶片的结构主要由复杂自由曲面的叶身和用于连接轮盘的榫根组成,整个叶身型面的扭转角度和曲率半径变化较大,该型面由进气前缘、排气后缘和两个样条曲线圆滑转接形成的多个截面确定。因此,航空发动机叶片是典型的复杂曲面薄壁零件,有很好的空气动力学性能。
2、航空发动机叶片每个部位的加工质量都与航空发动机的工作寿命息息相关,主要结构功能如下:(1)叶身:叶身可根据型面形状分为叶盆和叶背,形成“拱背”的部分称为叶背,主要承载压力;形成“凹盆”的部分称为叶盆,主要承载吸力。通常通过气动参数设计,将设计出的点集连接或曲线方程计算得到叶身型线,然后使用光滑曲线将各剖面上的积叠点连接起来生成叶身复杂曲面。(2)叶片前/后缘:叶背与叶盆之间的曲面分别称为叶片的进气前缘和排气后缘,在工作状态中,气流流入的边缘称为前缘或进气边,气流流出的边缘称为后缘或排气边。叶片进排气边的轮廓形状会直接影响发动机的动力性能,其几何轮廓已从早期的圆弧形发展为椭圆形,以及更精确的分段样条曲线设计。为防止高速转动中复材叶片胶层脱胶,同时提高叶片的抗撞击能力,在叶片前缘处采用钛合金薄条包边。(3)榫根:榫根是将叶片连接到轮盘上的装配部分,其在工作状态中承受了大量离心力,主要作用是保证叶片在工作时的稳定性。榫根要求很高的装配精度和加工精度。
3、航空发动机叶片的装夹分为定位和夹紧两个过程,确定工件在机床上或夹具中占有正确位置的过程叫做定位,防止工件的定位在加工过程中被破坏的过程叫做夹紧。工件的装夹过程就是实现力学平衡的过程,工件受到的合力和合力矩应该为零,也称为平衡约束。满足平衡约束说明工件和夹具系统在某点达到了平衡状态,但并不能确保工件位姿已经完全固定。在装夹过程中要确保工件与各个定位元件充分接触的同时不产生相对滑动,即定位元件对工件的支撑力大于零,这个过程称为稳定性约束。
4、对航空发动机复合材料叶片的几何结构进行分析,其在榫根切削加工时,装夹难点包括以下几个方面:(1)航空发动机叶片是复杂曲面零件,叶身每个截面的型线轮廓形状不同,现有技术的装夹系统难以生成与叶片曲面相吻合的定位和夹紧单元,从而造成定位的不精准与装夹的不稳定。(2)由于航空发动机叶片为典型薄壁件,刚度低,现有技术的装夹系统容易出现应力不均匀分布的现象,因此容易造成相应的装夹变形,进而导致叶身型面的几何参数与理论模型出现差异,影响叶片榫根的加工精度。(3)叶片属于大批量生产型零件,但是每个叶片需要采用单件制造工艺的生产方式,生产周期长,效率低。因此,对同型号航发叶片进行自适应调姿以配合已有的cnc加工刀轨,从而避免了由于位姿变化导致重新计算、规划数控加工刀位轨迹的重复操作,同时可以满足航发叶片加工制造中的多个工序如叶缘和榫根加工,达到简化航发叶片的加工过程、提高航发叶片的加工效率和加工质量是当前装夹系统设计需要考虑的问题。
技术实现思路
1、本发明的目的在于提供一种航空发动机复材叶片装夹系统及其点阵支撑力控制方法,用以解决现有技术的航空发动机叶片装夹系统定位不准、装夹不稳定以及容易造成装夹变形、加工效率低和加工质量不高的现象。
2、本发明采用如下技术方案:
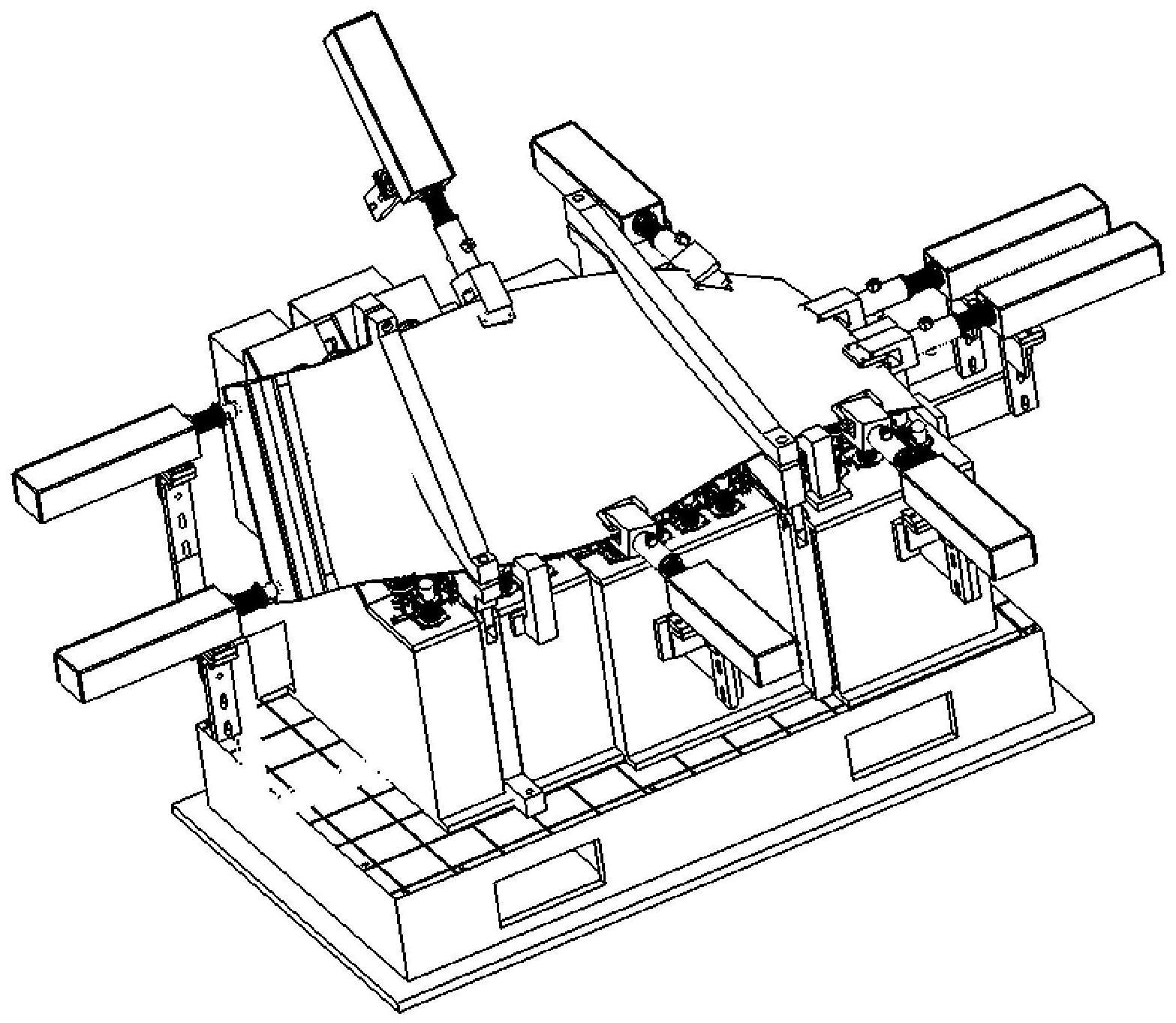
3、航空发动机复材叶片装夹系统,其包括支撑模块、定位模块和夹紧模块,支撑模块包括装夹系统基座和固定台,装夹系统基座上表面为安装台面,所述固定台固定安装在安装台面上,固定台的上表面开设有定位孔;所述定位模块包括柔性定位点阵和柔性调姿推杆,柔性定位点阵包括分别安装在每个定位孔内的定位单元,每个定位单元均包括竖向设置的球头推杆和驱动球头推杆上下移动的推杆驱动机构,球头推杆的上端具有用于顶在航空发动机叶片上的球形端,球形端用于从定位孔中伸出,柔性调姿推杆包括位于航空发动机叶片周向的推杆本体和驱动推杆本体朝向航空发动机叶片移动的推杆本体驱动件,靠近航空发动机叶片前缘、叶片后缘和叶尖的推杆本体的前端设有夹头,夹头用于夹持在航空发动机叶片的边缘,靠近航空发动机叶片榫根的推杆本体设有用于顶推榫根的顶推头,所述支撑模块上固定有调姿推杆支撑架,所述推杆本体驱动件固定在调姿推杆支撑架上;所述夹紧模块包括真空吸附机构和辅助夹具,真空吸附机构包括真空吸盘和固定件,固定件用于固定连接在固定台上,固定件和真空吸盘之间连接有用于对真空吸盘进行调节的角度调节组件;所述真空吸附机构设置于定位单元外侧,一个真空吸附机构外周至少有一个定位单元,相邻两个真空吸附机构之间至少有一个定位单元;所述辅助夹具包括夹具底座、叶背仿形件和叶盆仿形件,夹具底座固定在装夹系统基座上,叶背仿形件的两端分别连接在夹具底座上,叶背仿形件的两端分别位于航空发动机叶片前缘和后缘外侧,叶背仿形件和叶盆仿形件的两端分别通过可拆卸连接件连接在一起,叶背仿形件具有与航空发动机叶片背面吻合的凹面,叶盆仿形件具有与航空发动机叶片正面吻合的凸面,叶背仿形件的凸面和叶盆仿形件的凹面分别与航空发动机叶片背面和正面吻合,叶背仿形件和叶盆仿形件连接在一起用于将航空发动机叶片装夹定位。
4、进一步地,所述定位单元竖向安装在定位孔中,定位单元从上到下依次是如下组件:球头推杆、防尘罩、力传感器、滑台组件、滚珠丝杠、丝杠螺母、丝杠箱座、蜗轮蜗杆减速器、伺服电机、编码器、限位开关等,每个柔性定位单元的运动可以独立控制或者与其他定位单元联动控制。
5、进一步地,所述固定台有三个,三个固定台从航空发动机叶片的榫根向叶尖方向依次为第一固定台、第二固定台和第三固定台,第一个固定台上具有第一台板、第二台板和第三台板,第一台板与水平面平行靠近叶片前缘,第二台板和第三台板均为由叶片后缘向前缘向下倾斜的斜面,第二台板低于第三台板;第二固定台上设有第四台板、第五台板、第六台板和第七台板,第四台板和第五台板均与水平面平行,第四台板靠近叶片前缘,第五台板位于中部且高于第四台板,第六台板和第七台板均为靠近叶片后缘的斜面,第六台板和第七台板均是由叶片后缘向前缘向下倾斜,第七台板低于第六台板;第三固定台上具有第八台板和第九台板,第八台板和第九台板均与水平面平行,第八台板低于第九台板,第九台板靠近第二固定台的第五台板和第七台板。
6、进一步地,第一台板、第二台板和第三台板上的定位孔均为6个,第四台板上的定位孔有12个,第五台板上的定位孔有8个,第六台板和第七台板上的定位孔均为2个,第八台板上的定位孔有20个,第九台板上的定位孔有9个;所述第一台板、第二台板和第三台板上的真空吸附机构均为6个,第四台板上的空吸附机构有12个,第五台板上的空吸附机构有8个,第六台板和第七台板上的空吸附机构均为2个,第三固定台上的真空吸附机构共有18个。
7、进一步地,真空吸盘采用风琴式真空吸盘;真空吸盘由橡胶制成。
8、进一步地,所述第一固定台有两个,两个第一固定台沿榫根到叶尖方向间隔设置;第二固定台和第三固定台间隔设置;所述辅助夹具有两组,两组辅助夹具分别用于装夹航空发动机叶片靠近叶尖和榫根的位置,第一组辅助夹具的夹具底座位于两个第一固定台之间,第二组辅助夹具的夹具底座位于第二固定台和第三固定台之间。
9、进一步地,所述调姿推杆支撑架固定连接在固定台的侧面。
10、进一步地,所述叶背仿形件的两端分别通过固定转销和可拆卸转销连接在夹具底座上。
11、进一步地,叶背仿形件的凸面和叶盆仿形件的凹面上均设有柔性保护层。
12、进一步地,所述安装台面上设有原点坐标孔和网格状的标尺刻度线,所述装夹系统基座的侧面开设有转运插孔。
13、进一步地,所述调节组件包括高度调节组件和角度调节组件。
14、航空发动机复材叶片装夹系统的点阵支撑力控制方法,其特征在于,航空发动机复材叶片装夹系统的点阵支撑力控制方法包括以下步骤:
15、s1:多点阵定位运动数据获取;首先依次控制各个定位单元进行轴向微调,不能破坏工件的相对稳定状态,在微调过程中其他定位单元保持静止;然后记录微调过程中定位单元的位移、支撑力和工件质心的空间运动情况;
16、s2:运动数据处理;运动数据处理包含以下步骤:s201:根据s1中记录的支撑力数据,计算每个定位单元与其他定位单元的spearman相关系数;s202:根据工件的质心运动数据计算位姿影响系数;s203:使用最小二乘法建立定位单元支撑力与负相关力耦合轴位移之间的力耦合数学模型。
17、s3:定位点阵当前受力信息获取;通过力传感器获得当前实际定位过程中,各个定位单元的受力情况,确定需要进行力柔顺控制的定位单元和接近最大受力临界值的定位单元;
18、s4:支撑力协调控制;支撑力协调控制包含以下步骤:s401:查找耦合轴数组中的过载预警轴,排除掉这些单元;s402:查找耦合轴数组中与过载预警轴具有正相关系数的定位单元,排除掉这些单元,以防调整过程中增加新的过载轴;s403:根据s2中建立的力耦合数学模型计算耦合轴数组中定位单元需要运动的位移,为了尽量减小对工件位姿的影响,选择位移与位姿影响系数乘积最小的定位单元作为最优调节轴,然后控制最佳调节轴按数学模型计算出的位移进行轴向运动;
19、s5:检测定位点阵的过载轴情况,判断过载轴是否清零,若过载轴没有清零则根据当前定位点阵受力状态回到s3,若过载轴已清零,则此点阵支撑力协调控制方法执行完毕。
20、进一步地,s2中使用spearman相关系数(斯皮尔曼相关系数)来计算、评估定位单元之间的支撑力相关性。相邻两个柔性支撑单元a和b,当控制a进行一定距离的轴向伸展运动时,收集到a和b的受力数据集为x={x1,x2,...,xn}和y={y1,y2,...,yn},对x、y同时进行升序或者降序排序,得到两个各自排完序后的元素集合x={x1,x2,...,xn}和y={y1,y2,...,yn},将集合x内每个元素xi在集合x中的位置记为ai,将集合y内每个元素yi在集合y中的位置记为bi,得到x、y对应的排行集合a、b。集合a和b中的每个元素对应相减得到排行差分集合d,其中di=ai-bi。x、y之间的spearman相关系数可由d得到,计算公式下:
21、
22、其中rs的取值范围为[-1,1],rs的绝对值越接近1,说明数据样本集x和y越接近完全单调相关。当rs<0时,表示x和y负相关,既;当rs>0时,表示x和y正相关;当rs=0时,表明x和y完全不相关。当某个定位单元的支撑力过大时,选择与其受力负相关、即spearman相关系数小于零的定位单元进行调节,以降低该定位单元的支撑力。
23、进一步地,步骤s203所述的使用最小二乘法建立定位单元支撑力与负相关力耦合轴位移之间的力耦合数学模型方法如下:设存在样本数据集(xi,yi)(i=0,1,…,m),设其拟合函数为下式:
24、
25、其中,n为拟合函数最大阶数;θj(j=0,1,…,n)为多项式各项系数;则可得该拟合函数的误差平方和为下式:
26、
27、由于各项系数θj使得误差平方和s取得最小值,则s对各多项式系数θj的偏导数应满足式以下两式:
28、
29、
30、由上式可解得拟合函数f的各项系数θj,拟合计算完成;
31、在定位点阵微调的过程中,一个定位单元的支撑力与其耦合定位单元的位移存在非线性关系,可以表达为如下式
32、
33、式中,f1为需要调节的目标定位单元的支撑力;x0为目标定位单元耦合定位单元的位移,所以步骤s203所述的定位单元支撑力与负相关力耦合轴位移之间的力耦合数学模型的输入量是定位单元的位移,输出量是目标定位单元的受力。
34、进一步地,定位单元对工件的位姿影响系数计算方式定义如下式:
35、
36、式中,δx为工件在x轴的位移(mm);δy为工件在y轴的位移(mm);δz为工件在z轴的位移(mm);δd表示定位单元的微调距离(mm)。
37、本发明的有益效果:
38、1.本发明设计的航空发动机复材叶片装夹系统及其点阵支撑力控制方法,可对叶片进行自适应调姿以适配已有的cnc刀轨,使同型号叶片精准定位在装夹系统上,从而在不改变cnc代码的情况下,实现榫根部的铣削加工,省去了现有技术中修改cnc代码的时间,有利于提高叶片的生产效率,减少工艺文件管理成本。
39、2.本发明设计的航空发动机复材叶片装夹系统及其点阵支撑力控制方法,定位和夹紧分离设计,通过力传感器实时反馈的叶片受力情况可以对定位器的支撑力和吸盘的夹紧力进行柔顺调节,减小叶片的装夹变形。同时该设计便于调姿推杆对叶片进行小范围的调姿,让叶片可以在球头推杆上进行移动,实现了叶片的快速装夹。
40、3.本发明设计的航空发动机复材叶片装夹系统及其点阵支撑力控制方法,叶片在定位装夹过程中,叶身及榫头一直处于开敞状态。装夹系统不会遮挡叶片的测点,减少了测具与夹具之间的干涉影响,有利于提高对叶片叶身复杂曲面测量的精度和效率。
41、4.本发明设计的航空发动机复材叶片装夹系统及其点阵支撑力控制方法,可以满足航发叶片制造加工中的多个工序,如叶缘和榫根加工。辅助夹具可以根据不同工序通过可拆卸转销便捷地安装或者拆除。在榫根加工时安装辅助夹具进一步稳定叶片装夹,在叶缘加工时拆卸辅助夹具给刀具提供行走空间,提高加工效率和加工质量。
- 还没有人留言评论。精彩留言会获得点赞!