基于弧压和工艺库的管-法兰打底焊过程调控方法
本发明涉及机器人自动焊接领域,具体是一种基于弧压信号和工艺知识库的管-法兰机器人自动打底焊过程调控方法。
背景技术:
1、管-法兰打底焊在实际现场施工中,因外界环境、装配等因素受到挤压或变形,造成对口偏差且偏差具有随机性。在此种情况下,焊工根据实际情形动态调整焊接运动轨迹以及焊接参数,而焊接机器人只能按照事先设定的焊接程序进行管-法兰打底焊,一旦外界条件如错边量超标、变形等偏差出现,将会影响打底焊接实际效果。
2、对于管-法兰打底焊接过程中容易发生变形等问题,一般采用视觉系统和弧压信号进行焊缝跟踪。但是视觉跟踪系统需要额外配置激光器、ccd等传感器,增加设备体积、重量和固定成本投入,同时视觉跟踪系统受到弧光的影响难以提取特征信号。而基于弧压信号的焊缝跟踪一般是通过调整焊枪高度,但是焊枪高度的调节容易导致焊枪和坡口发生碰撞的问题。
技术实现思路
1、本发明的目的在于提供了一种基于弧压和工艺库的管-法兰打底焊过程调控方法,用于管-法兰机器人自动打底焊过程的实时焊接参数调节。
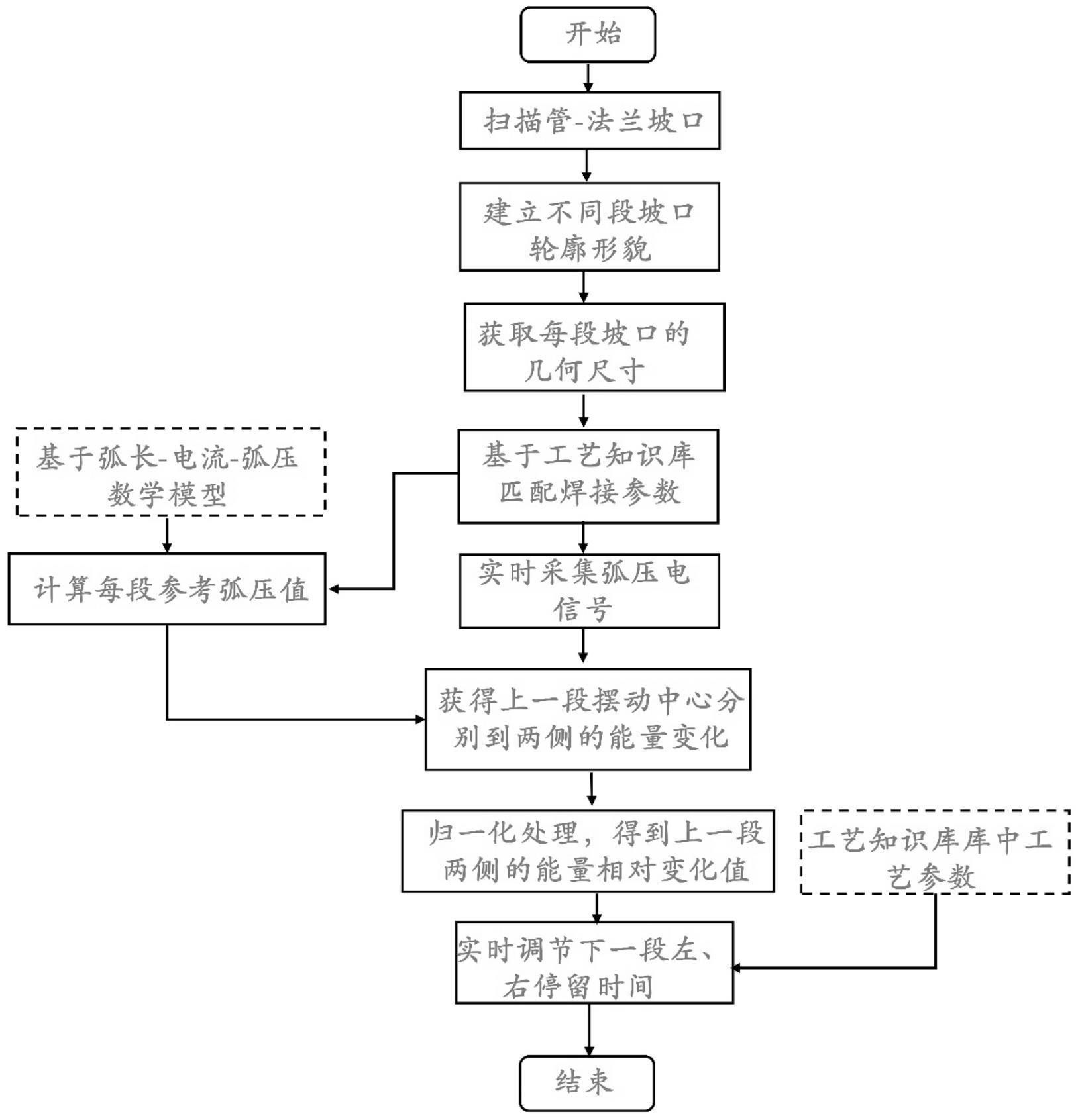
2、实现本发明目的的技术解决方案为:一种基于弧压和工艺库的管-法兰机器人自动打底焊过程调控方法,包括以下步骤:
3、步骤1:采用线结构光扫描管-法兰坡口,获取坡口轮廓的原始数据;采用每1°-5°进行分段,建立不同段的坡口轮廓形貌;
4、步骤2:根据每段坡口的几何尺寸,对工艺知识库采用坡口尺寸特征向量距离查找法,从而得到每段坡口相应的送丝速度、焊接速度、摆动长度、摆动偏转、左停留时间和右停留时间;根据得到的焊接参数计算摆动中心到左、右两侧的时间,计算公式如下:
5、
6、式中,tl和tr分别是摆动中心到左、右两侧的时间,wl和wr分别是左、右停留时间,lw和v分别是摆动长度和焊接速度;
7、步骤3:通过弧长-电流-弧压的数学模型计算每段坡口的参考弧压值ur;
8、
9、
10、式中,ur、i、l,分别代表电弧电压、焊接电流、弧长及焊枪端部修正距离,k1、k2、k3、k4、α和β为常数;
11、步骤4:焊接过程中实时采集弧压信号,在进行下一段坡口焊接时,依据每段坡口参考弧压值和实时采集的弧压信号计算每段坡口摆动中心到左、右两侧的能量相对变化值;计算公式如下:
12、
13、式中,epl是上一段坡口摆动中心到左侧的能量相对变化值,epr是上一段坡口摆动中心到右侧的能量相对变化值;
14、步骤5:进行下一段坡口机器人自动打底焊时,根据上一段坡口摆动中心到左侧的能量相对变化值epl以及摆动中心到右侧的能量相对变化值epr,采用以下计算公式进行本段坡口的左、右停留时间调节:
15、
16、式中,和分别代表数据库中本段坡口的左停留时间、右停留时间,和分别代表调节后本段坡口的左停留时间、右停留时间。
17、步骤2中所述坡口几何尺寸包括坡口错边量、坡口根部间隙、顶部宽度;设坡口横截面高度较低侧上顶点为v1、横截面高度较低侧上表面延长线与另一侧坡口交点为v2,顶部宽度为v1与v2之间的距离。
18、步骤2中所述工艺知识库包括材质、型号、坡口错边量、坡口根部间隙、顶部宽度、焊接电流、送丝速度、摆动长度、摆动偏转、左停留和右停留时间。
19、步骤2中所述坡口尺寸特征向量距离查找法具体为:
20、(1):从工艺知识库的对应坡口尺寸中提取对应的错边量(δi)、根部间隙(di)、顶部宽度(di),建立特征向量[δi, di, di];
21、(2):从线结构光扫描得到的待焊接管-法兰坡口轮廓原始数据中提取出错边量(δj)、根部间隙(dj)、顶部宽度(dj),建立特征向量[δj, dj, dj];
22、(3):计算两个向量的距离;
23、(4):,其中i∈(1,n);工艺数据库中第x条工艺数据即为本次要查找的焊接参数,该条工艺数据含材质、型号、坡口错边量、坡口根部间隙、顶部宽度、焊接电流、送丝速度、摆动长度、摆动偏转、左停留和右停留时间。
24、所述步骤4的摆动中心到左、右两侧的能量相对变化值计算过程包括:
25、步骤(a),计算摆动中心到左、右两侧的能量变化值,公式如下:
26、
27、式中,δjl和δjr分别代表摆动中心到左、右侧能量变化值;
28、步骤(b),对摆动中心到左、右侧的能量变化值进行归一化处理,得到摆动中心到左、右侧的能量相对变化值,计算公式如下:
29、
30、步骤(c),弧长发生变化时,电流大小不变;摆动中心到左、右侧的能量相对变化值进一步简化为:
31、。
32、本发明与现有技术相比,其显著优点:1)本发明将管-法兰坡口进行分段,并通过工艺知识库进行焊接参数选取,极大提高了管-法兰机器人自动打底焊接质量和生产效率。2)本发明采用弧压电信号和工艺知识库融合的方法修正焊接参数,大大降低了管-法兰机器人自动打底焊焊接缺陷。
技术特征:
1.一种基于弧压和工艺库的管-法兰打底焊过程调控方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的基于弧压和工艺库的管-法兰打底焊过程调控方法,其特征在于:步骤2中所述坡口几何尺寸包括坡口错边量、坡口根部间隙、顶部宽度;设坡口横截面高度较低侧上顶点为v1、横截面高度较低侧上表面延长线与另一侧坡口交点为v2,顶部宽度为v1与v2之间的距离。
3.根据权利要求1所述的基于弧压和工艺库的管-法兰打底焊过程调控方法,其特征在于:步骤2中所述工艺知识库包括材质、型号、坡口错边量、坡口根部间隙、顶部宽度、焊接电流、送丝速度、摆动长度、摆动偏转、左停留和右停留时间。
4.根据权利要求1所述的基于弧压和工艺库的管-法兰打底焊过程调控方法,其特征在于,步骤2中所述坡口尺寸特征向量距离查找法具体为:
5.根据权利要求1所述的基于弧压和工艺库的管-法兰打底焊过程调控方法,其特征在于,所述步骤4的摆动中心到左、右两侧的能量相对变化值计算过程包括:
技术总结
本发明公开了一种基于弧压和工艺库的管‑法兰打底焊过程调控方法,采用每1°‑5°进行管‑法兰坡口分段,根据每段坡口的几何尺寸,对工艺知识库采用坡口尺寸特征向量距离查找法,从而得到每段坡口的送丝速度、焊接速度、摆动长度、摆动偏转、左停留时间和右停留时间;首先基于每段坡口的焊接参数和弧长‑电流‑弧压的数学模型,计算每段坡口的参考弧压值;其次依据每段坡口参考弧压值和实时采集的弧压信号计算每段坡口摆动中心到左、右两侧的能量相对变化值;最后进行下一段坡口机器人自动打底焊时,根据上一段坡口摆动中心到左、右两侧的能量相对变化值以及匹配工艺知识库的焊接参数实时进行该段坡口的左、右停留时间调节。
技术研发人员:王绿原,徐福宝,薛忠亮,王克鸿
受保护的技术使用者:南京理工大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!