一种压缩机十字头制造方法及压缩机十字头与流程
本发明涉及压缩机十字头,尤其涉及一种压缩机十字头制造方法及压缩机十字头。
背景技术:
1、在同行业中压缩机十字头由一个十字头主件和4个pin配件组成。工艺是采用精加工十字头主件在十字头主件上车处十字头孔;然后有车床车加工获得pin配件,pin配件外径冲槽,然后将pin配件压入十字头主件的十字头孔。
2、十字头主件需要经过铸件、cnc车削、cnc铣削处理;pin配件需要经过cnc车削、冲槽工艺。这种方式生产工序多,生产流程长,生产效率低,品质控制难度大。
技术实现思路
1、本发明的目的在于提出一种压缩机十字头制造方法及压缩机十字头,其能简化生产工序和流程,提高生产效率,且能够保证制造品质。
2、为达此目的,本发明采用以下技术方案:
3、本申请实施例的第一方面提供了一种压缩机十字头制造方法,包括:
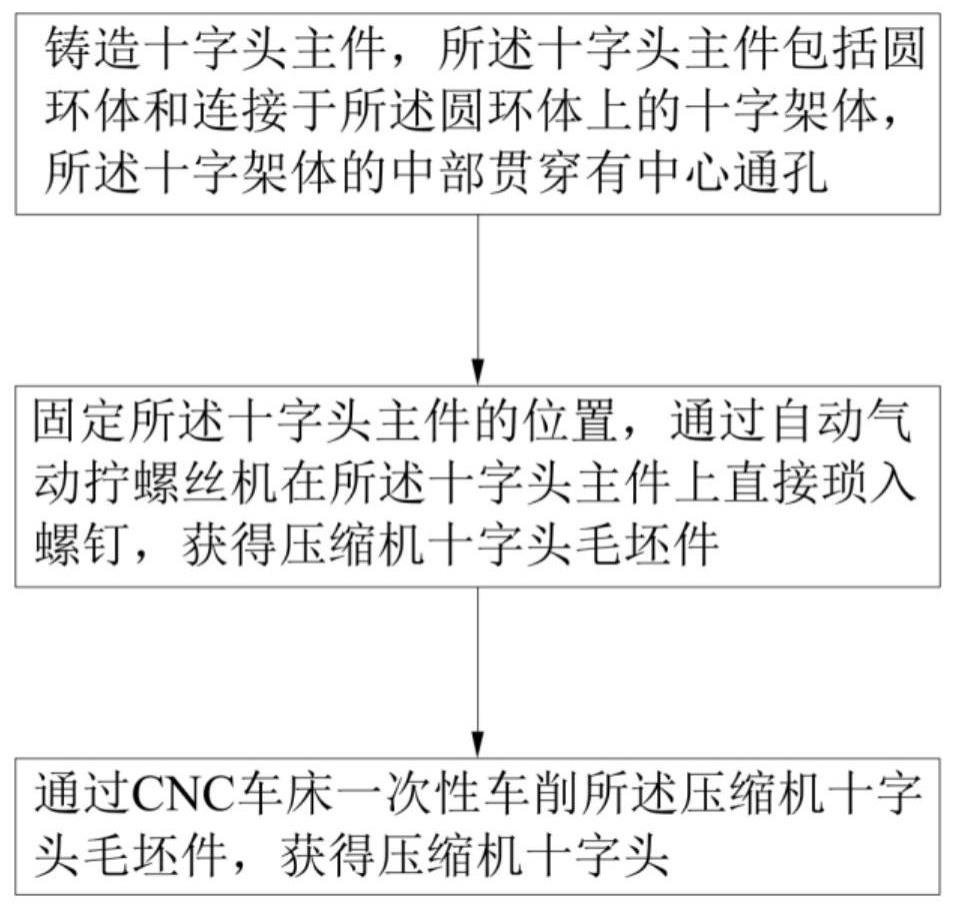
4、铸造十字头主件,所述十字头主件包括圆环体和连接于所述圆环体上的十字架体,所述十字架体的中部贯穿有中心通孔;
5、固定所述十字头主件的位置,通过自动气动拧螺丝机在所述十字头主件上直接锁入螺钉,获得压缩机十字头毛坯件;
6、通过cnc车床一次性车削所述压缩机十字头毛坯件,获得压缩机十字头。
7、在一些实施例中,所述螺钉有四个,所述十字架体呈十字形结构,四个所述螺钉通过自动气动拧螺丝机锁入所述十字架体的四个端头位置,每个所述螺钉沿所述十字头主件的径向延伸。
8、在一些实施例中,压缩机十字头制造方法还包括:
9、对锁入十字头组件上的螺钉涂防锈油。
10、在一些实施例中,所述通过cnc车床一次性车削所述压缩机十字头毛坯件,获得压缩机十字头包括:
11、车削所述压缩机十字头毛坯件的两个端面,所述端面为沿压缩机十字头毛坯件的轴向相对布置的两个面;
12、车削所述中心通孔;
13、车削所述螺钉的螺丝帽。
14、在一些实施例中,所述通过自动气动拧螺丝机在所述十字头主件上直接锁入螺钉包括:
15、通过自动气动拧螺丝机将所述螺钉自攻于所述十字头主件,以在所述十字头主件上自攻出自攻螺孔。
16、在一些实施例中,所述铸造十字头主件的布置中包括通过铸造在十字头主件形成待锁入螺钉的原孔,所述原孔经自攻形成为自攻螺孔。
17、本申请实施例的第二方面提供了一种压缩机十字头,包括:
18、十字头主件,包括圆环体和连接于所述圆环体上的十字架体,所述十字架体的中部贯穿有中心通孔;
19、螺钉,锁入所述十字头主件。
20、在一些实施例中,所述螺钉为螺丝自攻钉,所述十字头主件上自攻形成自攻螺孔。
21、在一些实施例中,所述螺钉有四个,所述十字架体呈十字形结构,四个所述螺钉锁入所述十字架体的四个端头位置,每个所述螺钉沿所述十字头主件的径向延伸。
22、在一些实施例中,所述压缩机十字头毛坯件的两个端面、所述中心通孔、以及所述螺钉的螺丝帽分别为车削加工面,其中,所述端面为沿压缩机十字头毛坯件的轴向相对布置的两个面。
23、本发明的有益效果:
24、本发明的压缩机十字头制造方法包括铸造十字头主件,所述十字头主件包括圆环体和连接于所述圆环体上的十字架体,所述十字架体的中部贯穿有中心通孔;固定所述十字头主件的位置,通过自动气动拧螺丝机在所述十字头主件上直接锁入螺钉,获得压缩机十字头毛坯件;通过cnc车床一次性车削所述压缩机十字头毛坯件,获得压缩机十字头。其将现有技术中的机加后种pin工艺改为种螺丝后再机加,用螺丝直接锁入替代种pin,不需再种pin及检测pin高度,种pin孔不需cnc加工,种螺丝成本与加工种pin孔的工时成本相近,且不用检测孔的精度,简化了工序数量及操作难度。
技术特征:
1.一种压缩机十字头制造方法,其特征在于,包括:
2.如权利要求1所述的压缩机十字头制造方法,其特征在于,所述螺钉(2)有四个,所述十字架体(12)呈十字形结构,四个所述螺钉(2)通过自动气动拧螺丝机锁入所述十字架体(12)的四个端头位置,每个所述螺钉(2)沿所述十字头主件(1)的径向延伸。
3.如权利要求1所述的压缩机十字头制造方法,其特征在于,还包括:
4.如权利要求1所述的压缩机十字头制造方法,其特征在于,所述通过cnc车床一次性车削所述压缩机十字头毛坯件,获得压缩机十字头包括:
5.如权利要求1所述的压缩机十字头制造方法,其特征在于,所述通过自动气动拧螺丝机在所述十字头主件(1)上直接锁入螺钉(2)包括:
6.如权利要求1所述的压缩机十字头制造方法,其特征在于,所述铸造十字头主件(1)的布置中包括通过铸造在十字头主件(1)形成待锁入螺钉(2)的原孔,所述原孔经自攻形成为自攻螺孔(14)。
7.一种压缩机十字头,其特征在于,包括:
8.如权利要求7所述的压缩机十字头制造方法,其特征在于,所述螺钉(2)为螺丝自攻钉,所述十字头主件(1)上自攻形成自攻螺孔(14)。
9.如权利要求7所述的压缩机十字头制造方法,其特征在于,所述螺钉(2)有四个,所述十字架体(12)呈十字形结构,四个所述螺钉(2)锁入所述十字架体(12)的四个端头位置,每个所述螺钉(2)沿所述十字头主件(1)的径向延伸。
10.如权利要求7所述的压缩机十字头制造方法,其特征在于,所述压缩机十字头毛坯件的两个端面、所述中心通孔(13)、以及所述螺钉(2)的螺丝帽分别为车削加工面,其中,所述端面为沿压缩机十字头毛坯件的轴向相对布置的两个面。
技术总结
本发明涉及压缩机十字头技术领域,公开了一种压缩机十字头制造方法及压缩机十字头,包括铸造十字头主件,所述十字头主件包括圆环体和连接于所述圆环体上的十字架体,所述十字架体的中部贯穿有中心通孔;固定所述十字头主件的位置,通过自动气动拧螺丝机在所述十字头主件上直接锁入螺钉,获得压缩机十字头毛坯件;通过CNC车床一次性车削所述压缩机十字头毛坯件,获得压缩机十字头。其将现有技术中的机加后种PIN工艺改为种螺丝后再机加,用螺丝直接锁入替代种PIN,不需再种PIN及检测PIN高度,种PIN孔不需CNC加工,种螺丝成本与加工种PIN孔的工时成本相近,且不用检测孔的精度,简化了工序数量及操作难度。
技术研发人员:向于松,潘育明,胡电明,田小平
受保护的技术使用者:东莞添迪电子五金实业有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!