一种通用型合页片零件卷边的加工工装及合页成型方法与流程
本发明属于机械加工,尤其涉及一种通用型合页片零件卷边的加工工装及合页成型方法。
背景技术:
1、合页片结构是一块板,尾部卷孔,常作为锁的构成件。传统的制作方法是先激光切割出外形,然后通过锤子和芯轴敲打弯曲卷出的孔。敲打出来的孔表面不圆整,有的甚至严重变形,成型后的芯轴被严密包裹住,也很难取出来,这些难题也导致零件加工周期漫长。在工艺上来说,前半段工艺使用激光切割,高效准确,但是后半段工艺,手工弯曲就显得脱节,无法适应生产需求。后来也有一些专门的工装设计,但是通常是一种模具对应一种两件,无法满足现在种类多,批量少的市场需求。
技术实现思路
1、发明目的
2、为解决上述问题,本发明提供了一种通用型合页片零件卷边的加工工装及合页成型方法。
3、发明技术解决方案
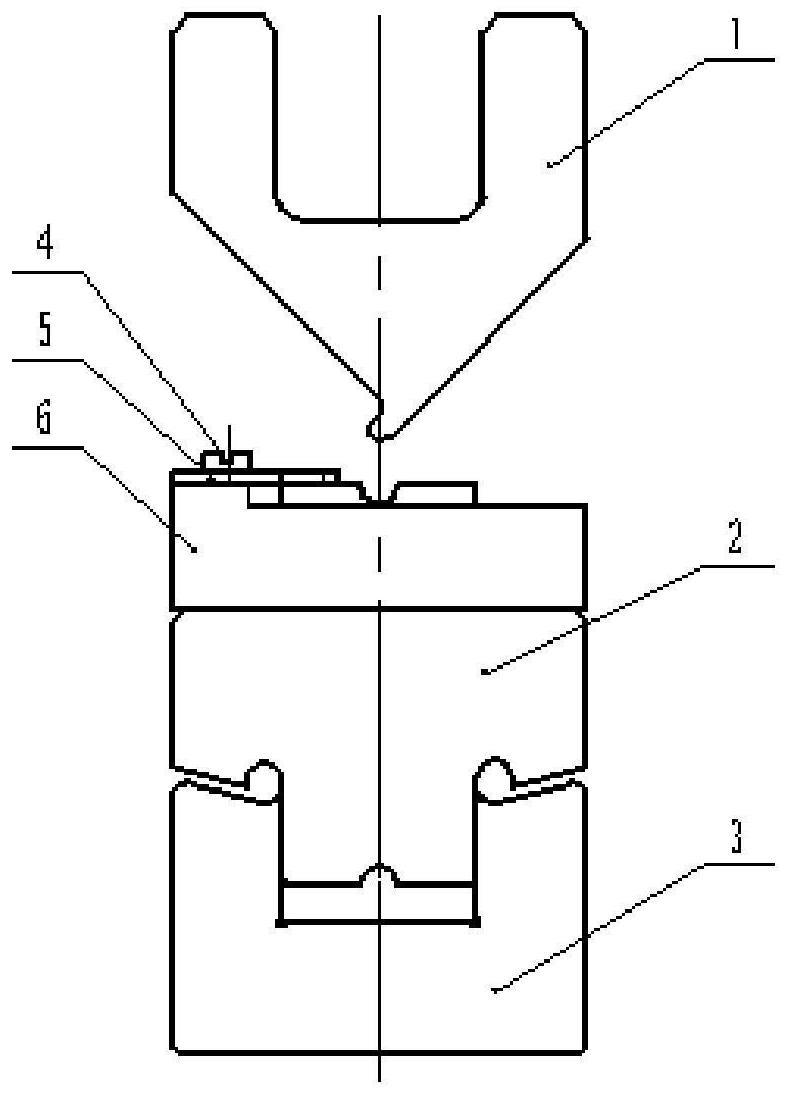
4、一种通用型合页片零件卷边的加工工装,包括折弯刀具、折弯凹模、挤弯模,折弯凹模端面带有用于使毛坯初步弯折的凹槽,折弯凹模上还设置有用于零件挤弯成型的型面,该型面与挤弯模上的相应型面共同围成挤弯型腔。
5、优选的,折弯凹模为十字型,折弯凹模顶面和底面或其中一面开设有凹槽,用于零件挤弯成型的型面设置于折弯凹模中部下表面。
6、优选的,挤弯模为u型,挤弯模两端顶面的型面与折弯凹模上用于零件挤弯成型的型面围成挤弯型腔。
7、优选的,折弯凹模上用于零件挤弯成型的型面为斜面与八分之五孔相连结构。
8、优选的,挤弯模顶面的型面为与斜面与凹孔连接结构,凹孔与折弯凹模上的孔位于同一圆周面上,挤弯模上的斜面与折弯凹模上的斜面平行。
9、优选的,折弯凹模上、下部凸台与挤弯型腔同侧的侧面为竖直面,竖直面与折弯凹模上的孔相切,折弯凹模上、下部凸台外型与挤弯模中部凹槽间隙配合。
10、优选的,折弯凹模的斜面自折弯凹模外侧向轴线方向倾斜,斜面与水平方向夹角为10°~15°。
11、优选的,还包括固定块,固定块为上端带有台阶的框型结构,定位板固定在固定块的台阶顶面用于定位毛坯,固定块能够套设在折弯凹模上、下部凸台上,且固定块内表面与折弯凹模上、下部凸台外型间隙配合。
12、优选的,该方法将折弯刀具上端与折弯机相连,将折弯凹模带有凹槽一端朝向折弯刀具的折弯刀刃,折弯凹模另一端固定在折弯机上,将毛坯放置在折弯凹模带有凹槽端面合适位置;折弯凹模和折弯刀具相对运动使折弯刀具的折弯刀刃将毛坯压入凹槽内使毛坯初步折弯两次,两次折弯的位置之间有一定距离,然后将折弯刀具取下,将折弯凹模、挤弯模固定在折弯机上,使折弯凹模与挤弯模上构成围成挤弯型腔的面相对,将经过初步折弯的毛坯放在挤弯型腔内,折弯凹模、挤弯模相对运动将毛坯初步折弯部分挤弯成卷边形状。
13、优选的,在固定好折弯凹模后,将固定有定位板的固定块套在折弯凹模2上,使毛坯边沿接触定位板边沿使毛坯定位。
14、本发明的优点:该工装结构简单,通用性强,操作方便,定位准,表面质量号,加工出的零件满足工艺要求,具有经济适用性。
技术特征:
1.一种通用型合页片零件卷边的加工工装,其特征在于,包括折弯刀具(1)、折弯凹模(2)、挤弯模(3),折弯凹模(2)端面带有用于使毛坯初步弯折的凹槽,折弯凹模(2)上还设置有用于零件挤弯成型的型面,该型面与挤弯模上的相应型面共同围成挤弯型腔。
2.如权利要求1所述的一种通用型合页片零件卷边的加工工装,其特征在于,折弯凹模(2)为十字型,折弯凹模(2)顶面和底面或其中一面开设有凹槽,用于零件挤弯成型的型面设置于折弯凹模(2)中部下表面。
3.如权利要求2所述的一种通用型合页片零件卷边的加工工装,其特征在于,挤弯模(3)为u型,挤弯模(3)两端顶面的型面与折弯凹模(2)上用于零件挤弯成型的型面围成挤弯型腔。
4.如权利要求3所述的一种通用型合页片零件卷边的加工工装,其特征在于,折弯凹模(2)上用于零件挤弯成型的型面为斜面与八分之五孔相连结构。
5.如权利要求4所述的一种通用型合页片零件卷边的加工工装,其特征在于,挤弯模(3)顶面的型面为与斜面与凹孔连接结构,凹孔与折弯凹模(2)上的孔位于同一圆周面上,挤弯模(3)上的斜面与折弯凹模(2)上的斜面平行。
6.如权利要求5所述的一种通用型合页片零件卷边的加工工装,其特征在于,折弯凹模(2)上、下部凸台与挤弯型腔同侧的侧面为竖直面,竖直面与折弯凹模(2)上的孔相切,折弯凹模(2)上、下部凸台外型与挤弯模(3)中部凹槽间隙配合。
7.如权利要求6所述的一种通用型合页片零件卷边的加工工装,其特征在于,折弯凹模(2)的斜面自折弯凹模(2)外侧向轴线方向倾斜,斜面与水平方向夹角为10°~15°。
8.如权利要求1~7任一所述的一种通用型合页片零件卷边的加工工装,其特征在于,还包括固定块(6),固定块(6)为上端带有台阶的框型结构,定位板(5)固定在固定块(6)的台阶顶面用于定位毛坯,固定块(6)能够套设在折弯凹模(2)上、下部凸台上,且固定块(6)内表面与折弯凹模(2)上、下部凸台外型间隙配合。
9.如权利要求8所述的一种通用型合页片零件卷边的加工工装的使用方法,其特征在于,该方法将折弯刀具(1)上端与折弯机相连,将折弯凹模(2)带有凹槽一端朝向折弯刀具(1)的折弯刀刃,折弯凹模(2)另一端固定在折弯机上,将毛坯放置在折弯凹模(2)带有凹槽端面合适位置;折弯凹模(2)和折弯刀具(1)相对运动使折弯刀具(1)的折弯刀刃将毛坯压入凹槽内使毛坯初步折弯两次,两次折弯的位置之间有一定距离,然后将折弯刀具(1)取下,将折弯凹模(2)、挤弯模(3)固定在折弯机上,使折弯凹模(2)与挤弯模(3)上构成围成挤弯型腔的面相对,将经过初步折弯的毛坯放在挤弯型腔内,折弯凹模(2)、挤弯模(3)相对运动将毛坯初步折弯部分挤弯成卷边形状。
10.如权利要求9所述的一种通用型合页片零件卷边的加工工装的使用方法,其特征在于,在固定好折弯凹模(2)后,将固定有定位板(5)的固定块(6)套在折弯凹模(2)上,使毛坯边沿接触定位板(5)边沿使毛坯定位。
技术总结
本发明公开了一种通用型合页片零件卷边的加工工装及其使用方法,该工装包括折弯刀具、折弯凹模、挤弯模,折弯凹模端面带有用于使毛坯初步弯折的凹槽,折弯凹模上还设置有用于零件挤弯成型的型面,该型面与挤弯模上的相应型面共同围成挤弯型腔。该工装结构简单,通用性强,操作方便,定位准,表面质量号,加工出的零件满足工艺要求,具有经济适用性。
技术研发人员:田凤耀,龙清田
受保护的技术使用者:贵州风雷航空军械有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!