一种基于视频监测的轧制状态跟踪方法和系统与流程
本发明涉及轧钢信息跟踪,具体的,本发明提出一种基于视频监测的轧制状态跟踪方法和系统。
背景技术:
1、轧线生产的特点是连续性强、速度快、控制复杂,生产的控制离不开基础自动化控制系统(l1)及过程控制系统(l2)。为了掌握并控制生产过程,需要在l2上进行轧制状态过程跟踪,实时跟踪带钢轧制的全过程,以便对生产过程做出及时的调整。现行轧制过程的跟踪,一般是通过来自l1的现场各种监测仪表的跟踪信号(位置、速度等),跟踪并计算带钢的逻辑位置与实际位置对应,反应出带钢的实际位置,以便启动l2模型进行设定计算等相关控制功能,实现对带钢轧制过程的控制。
2、这种方式主要是在有限的几个点上面设置检测信号,检测到钢坯到来,然后根据钢坯的运动速度,计算钢坯走了多远,从而算出带钢的头部距离检测信号的位置。这种计算方式由于速度会有变化差异,在反应真实带钢位置的时候会产生误差,进而对相关控制产生错误的判断。
技术实现思路
1、为解决以上问题,本申请提供一种基于视频监测的轧制状态跟踪方法,用于监测通过依次间隔设置的加热炉和多个轧机这些轧制设备的钢坯,包括:
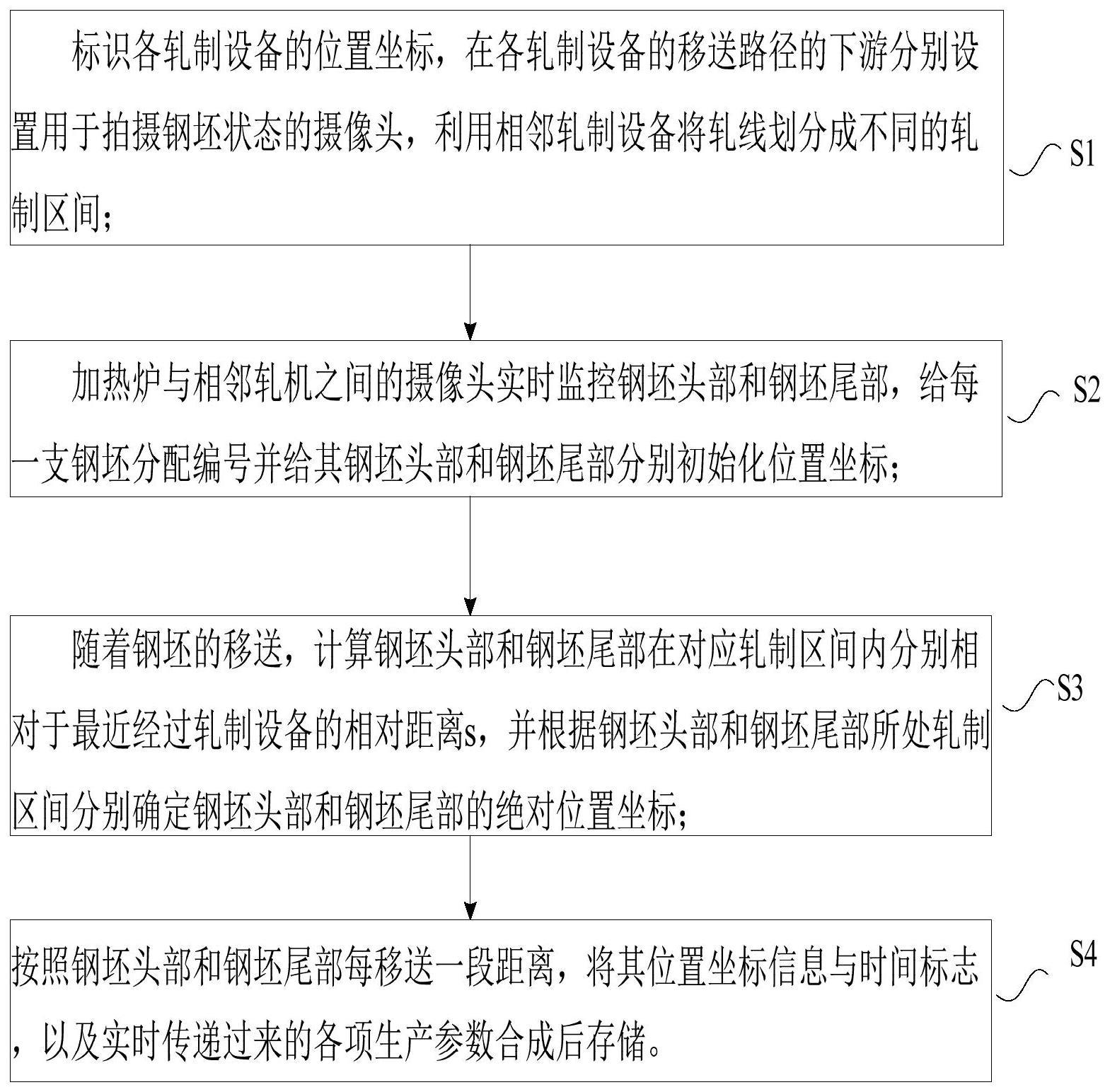
2、标识各轧制设备的位置坐标,在各轧制设备的钢坯移送路径的下游分别设置用于拍摄钢坯状态的摄像头,利用相邻轧制设备将轧线划分成不同的轧制区间;
3、加热炉与相邻轧机之间的摄像头实时监控钢坯头部和钢坯尾部,给每一支钢坯分配编号并给其钢坯头部和钢坯尾部分别初始化位置坐标;
4、随着钢坯的移送,计算钢坯头部和钢坯尾部在对应轧制区间内分别相对于最近经过轧制设备的相对距离s,并根据钢坯头部和钢坯尾部所处轧制区间分别确定钢坯头部和钢坯尾部的绝对位置坐标;
5、按照钢坯头部和钢坯尾部每移送一段距离,将其位置坐标信息与时间标志,以及实时传递过来的各项生产参数合成后存储。
6、可选的,所述各项生产参数包括钢坯在上线和轧制过程中的长度、重量、温度、断面几何尺寸和速度中的至少一个。
7、可选的,各摄像头设置在轧制区间的钢坯移送路径的上方或侧方。
8、可选的,所述初始化位置坐标是以加热炉出口位置为钢坯头部和钢坯尾部的0坐标。
9、可选的,相对距离s的计算,是通过设置摄像头的拍摄图像边缘在相邻轧制设备上,并将拍摄图像以及轧制区间都设置成n等份,识别拍摄图像中钢坯头部和钢坯尾部在第几等份,从而确定在轧制区间内的相对距离。
10、可选的,所述计算钢坯头部和钢坯尾部在对应轧制区间内分别相对于最近经过轧制设备的相对距离s,并根据钢坯头部和钢坯尾部所处轧制区间分别确定钢坯头部和钢坯尾部的绝对位置坐标,是指将相对距离s与最近经过轧制设备的位置坐标的和作为钢坯头部和钢坯尾部的绝对位置坐标。
11、可选的,所述每移送一段距离,是指每移送一米。
12、可选的,以最后一个轧机下一工序的轧制相关设备为标记位置坐标的参照物,在最后一个轧机与参照物之间也形成轧制区间。
13、本申请还提供一种基于视频监测的轧制状态跟踪系统,用于监测通过依次间隔设置的加热炉和多个轧机这些轧制设备的钢坯,包括:
14、多个摄像头,设置在各轧制设备的钢坯移送路径的下游,分别用于拍摄钢坯状态,加热炉与相邻轧机之间的摄像头实时监控钢坯头部和钢坯尾部,给每一支钢坯分配编号并给其钢坯头部和钢坯尾部分别初始化位置坐标;
15、视频跟踪分析模块,用于标识各轧制设备的位置坐标,利用相邻轧制设备将轧线划分成不同的轧制区间,随着钢坯的移送,计算钢坯头部和钢坯尾部在对应轧制区间内分别相对于最近经过轧制设备的相对距离s,并根据钢坯头部和钢坯尾部所处轧制区间分别确定钢坯头部和钢坯尾部的绝对位置坐标;
16、数据采集模块,采集钢坯上线和轧制过程中的各生产参数;
17、存储模块,用于按照钢坯头部和钢坯尾部每移送一段距离,将其位置坐标信息与时间标志,以及实时传递过来的各项生产参数合成后存储。
18、现有技术通常只是根据各轧制设备的位置坐标来大致标记钢坯的位置,轧制设备之间并没有更加精确的位置跟踪,而本申请不仅利用轧制设备的位置坐标,还利用摄像头以及相对距离的等分,可以精确的进行轧线的钢坯跟踪,以及进行更为详细的钢坯状态记录,可以无差别,高精度的跟踪钢坯的实际位置,并且具有完全贴合实际位置的监测仪表跟踪信号实时记录。
技术特征:
1.一种基于视频监测的轧制状态跟踪方法,用于监测通过依次间隔设置的加热炉和多个轧机这些轧制设备的钢坯,其特征在于,包括:
2.根据权利要求1所述的基于视频监测的轧制状态跟踪方法,其特征在于,所述各项生产参数包括钢坯在上线和轧制过程中的长度、重量、温度、断面几何尺寸和速度中的至少一个。
3.根据权利要求1所述的基于视频监测的轧制状态跟踪方法,其特征在于,各摄像头设置在轧制区间的钢坯移送路径的上方或侧方。
4.根据权利要求1所述的基于视频监测的轧制状态跟踪方法,其特征在于,所述初始化位置坐标是以加热炉出口位置为钢坯头部和钢坯尾部的0坐标。
5.根据权利要求1所述的基于视频监测的轧制状态跟踪方法,其特征在于,相对距离s的计算,是通过设置摄像头的拍摄图像边缘在相邻轧制设备上,并将拍摄图像以及轧制区间都设置成n等份,识别拍摄图像中钢坯头部和钢坯尾部在第几等份,从而确定在轧制区间内的相对距离s。
6.根据权利要求1所述的基于视频监测的轧制状态跟踪方法,其特征在于,所述计算钢坯头部和钢坯尾部在对应轧制区间内分别相对于最近经过轧制设备的相对距离s,并根据钢坯头部和钢坯尾部所处轧制区间分别确定钢坯头部和钢坯尾部的绝对位置坐标,是指将相对距离s与最近经过轧制设备的位置坐标的和作为钢坯头部和钢坯尾部的绝对位置坐标。
7.根据权利要求1所述的基于视频监测的轧制状态跟踪方法,其特征在于,所述每移送一段距离,是指每移送一米。
8.根据权利要求5所述的基于视频监测的轧制状态跟踪方法,其特征在于,以最后一个轧机下一工序的轧制相关设备为标记位置坐标的参照物,在最后一个轧机与参照物之间也形成轧制区间。
9.一种基于视频监测的轧制状态跟踪系统,用于监测通过依次间隔设置的加热炉和多个轧机这些轧制设备的钢坯,其特征在于,包括:
技术总结
本申请公开一种基于视频监测的轧制状态跟踪方法和系统,方法包括:标识各轧制设备的位置坐标,利用相邻轧制设备将轧线划分成不同的轧制区间;加热炉与相邻轧机之间的摄像头实时监控钢坯头部和钢坯尾部,给每一支钢坯的钢坯头部和钢坯尾部分别分配编号并分别初始化位置坐标;随着钢坯的移送,计算钢坯头部和钢坯尾部在对应轧制区间内分别相对于最近经过轧制设备的相对距离s,并根据钢坯头部和钢坯尾部所处轧制区间分别确定钢坯头部和钢坯尾部的绝对位置坐标;将其位置坐标信息与时间标志,以及实时传递过来的各项生产参数合成后存储。本申请可以高精度的跟踪钢坯的实际位置,并且具有完全贴合实际位置的监测仪表跟踪信号实时记录。
技术研发人员:周煜申,方实年,蒲春雷,赵旭,宋刚
受保护的技术使用者:中冶华天工程技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!