一种圆管在线感应加热温成形方矩形管的方法
本发明涉及方矩形管成形,尤其涉及一种圆管在线感应加热温成形方矩形管的方法。
背景技术:
1、辊弯成形是一种节材、节能、高效的金属塑性成形的新工艺、新技术,该工艺不但可以生产出高质量产品,还可以缩短产品开发周期,提升生产效率,有效的提升企业的竞争力。特别对于一些闭口型材,辊弯成形技术相比其他工艺有着特定的优势。圆管成形为方矩形管最早为拉拔式成形,但由于摩擦阻力大,对模具寿命影响较大,同时产品质量较差,逐渐被辊弯成形技术所取代。
2、辊弯成形可以在室温、高于室温下进行,按成形温度主要分为室温成形、温弯成形、热弯成形三类。例如,专利号为cn104249090a的发明专利公开了一种热弯成形超高强度精密矩形管的方法及装置,虽然热弯成形能够增加设备使用寿命,有效减小角部加工硬化及残余应力,但其对产品的组织性能、截面尺寸及强度都会产生一定负面影响。
技术实现思路
1、本发明的目的在于提供一种圆管在线感应加热温成形方矩形管的方法,能够提升方矩形管的强度和硬度,同时对延伸率影响较小。
2、本发明采用的技术方案如下:
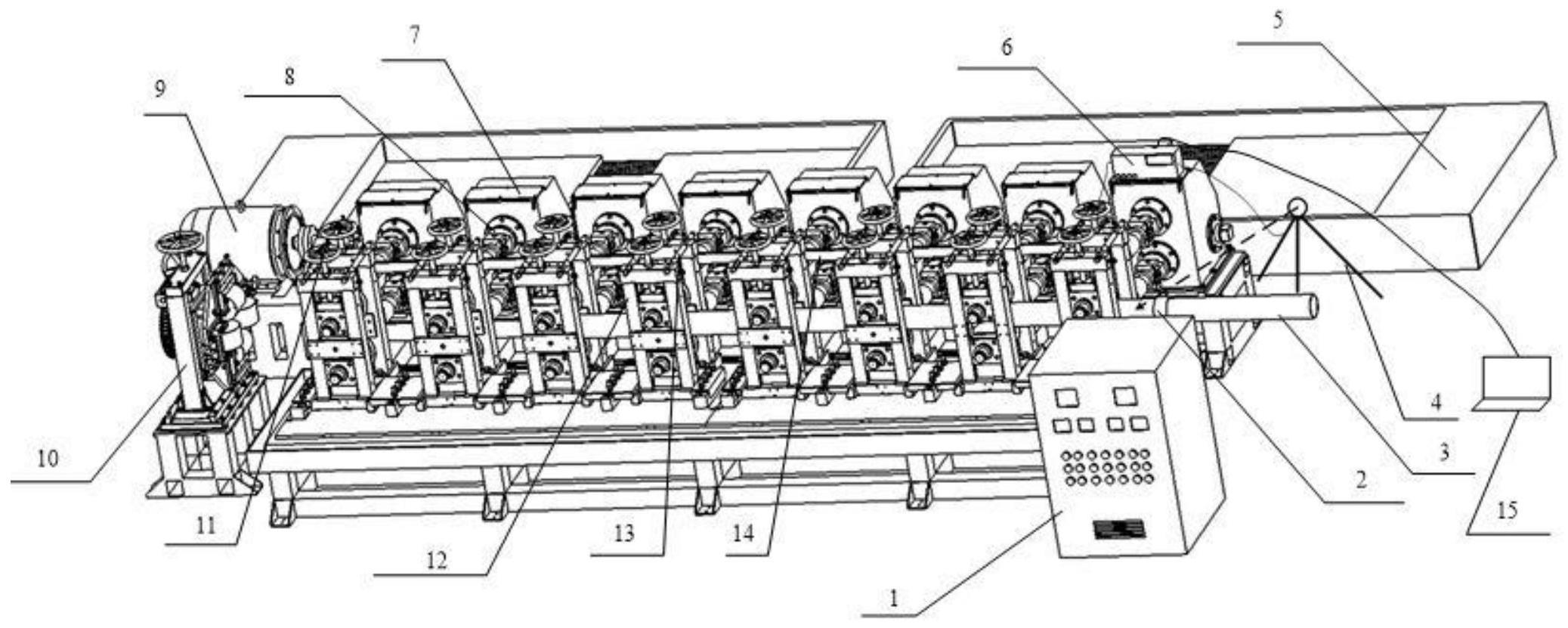
3、本发明所提出的一种圆管在线感应加热温成形方矩形管的方法,包括以下步骤:
4、s1、圆管喂料:将圆管推入第一道次成形孔型中;
5、s2、建立感应加热电源和变压器的冷却水循环;
6、s3、在线感应加热:启动冷弯机,同时开启感应加热电源,通过调节感应加热电源的振荡功率对感应加热器的功率进行控制,调节功率大小对圆管进行在线加热,感应加热器的线圈呈环状置于圆管外表面周围;
7、s4、在线测温:待加热完成后,在下一个道次入口采用红外测温的方式对圆管表面进行温度测量;
8、s5、辊弯成形与矫直:加热完成后通过剩余道次成形为方矩形管,并进行矫直。
9、进一步的,所述方法在成形过程中符合体积不变定律和秒流量相等原则。
10、进一步的,所述步骤s3中,感应加热电源的振荡功率为34-36kva,感应加热温度为300-480℃。
11、进一步的,所述圆管的材质为q235b或q345b,厚度为2-3mm。
12、本发明与现有技术相比具有以下有益效果:
13、1、与传统的室温辊弯成形相比,本发明的温弯成形技术能够有效提升方矩形管的强度和硬度,同时对其延伸率的损失影响较小。
14、2、与热辊弯成形相比,本发明的温弯成形技术可以更好地保证在圆管截面尺寸不变的前提下,有效提升方矩形管的强度和硬度。
技术特征:
1.一种圆管在线感应加热温成形方矩形管的方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种圆管在线感应加热温成形方矩形管的方法,其特征在于:所述方法在成形过程中符合体积不变定律和秒流量相等原则。
3.根据权利要求1所述的一种圆管在线感应加热温成形方矩形管的方法,其特征在于:所述步骤s3中,感应加热电源的振荡功率为34-36kva,感应加热温度为300-480℃。
4.根据权利要求1所述的一种圆管在线感应加热温成形方矩形管的方法,其特征在于:所述圆管的材质为q235b或q345b,厚度为2-3mm。
技术总结
本发明涉及一种圆管在线感应加热温成形方矩形管的方法,主要是通过感应加热器将成形圆管在线加热到温成形温度区间,并进行辊弯成形方矩形管的新方法。包括:将圆管进行喂料;接通水泵电源,建立感应加热电源和变压器的冷却水循环;开启感应加热电源,通过调节感应加热电源的振荡功率旋钮对感应加热器功率进行控制,调节功率大小对圆管进行在线加热,线圈呈环状置于圆管外表面周围,在加热后通过剩余道次最终成形为方矩形管。本发明对圆管辊弯成形方矩形管进行在线感应加热,采用感应加热可以使其加热速度快,温度控制精确,使成形方矩形管在延伸率下降不大的情况下,有效提升了方矩形管的强度和硬度。
技术研发人员:杜凤山,邢梦龙,杜宇婷
受保护的技术使用者:燕山大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!