一种提高Q235B规格为14mm的中厚板轧制效率的方法与流程
本发明属于钢板轧制,尤其涉及一种提高q235b规格为14mm的中厚板轧制效率的方法。
背景技术:
1、在钢铁行业倡议低碳发展,高效率发展的大环境下,提高轧制效率尤为重要,尤其是针对轧制小时产量较低的品种规格,由于中厚板在生产期间大部分设备都在运行,为提高各项能源利用率,在有效时间内小时产量显得十分重要,不仅可以提高生产率,保证生产成本降低,还可以节约能源消耗水平,提高薄规格钢板利润空间。
2、为保证轧制稳定,14mm常规采用的是180mm断面坯料,由于合同量上较少,平时180mm坯料需要等待订单一起生产,遇到特殊着急订单时,需要连铸机更换断面,降低了连铸机的作业率,影响坯料成本,同时180mm轧制14mm轧制难度低,但轧制成本相对较高,由于坯料长度入炉最长限制,坯料最大只能到7.3吨,轧制效率低。
3、原来为180mm,轧制14mm压缩比为12.86,改为250mm,压缩比变为17.85,坯料厚度增加70mm。
4、目前轧14mm坯料可用180*1600*3230最大料,轧制道次稳定,坯料尺寸固定。后续改为250mm坯料需要按是否控轧、轧制宽度、切边状态三个条件对14mm厚钢板进行坯料设计。钢板长度增加,温度较180mm料会有变化,矫直道次受母板长度限制,需要根据钢板板形调整矫直速度以保证最终钢板符合国家标准。
5、本发明克服了以上问题,设计一种成本低、效率高的14mm生产工艺方法。
技术实现思路
1、针对现有技术存在的问题,本发明提供了一种提高q235b规格为14mm的中厚板轧制效率的方法。
2、本发明是这样实现的,一种提高q235b规格为14mm的中厚板轧制效率的方法,其特征在于:
3、选用钢坯尺寸为250mm×1600mm×(2330-3230)mm轧制14mm中厚板,钢坯的主要化学成分按重量百分比计采用c=0.14-0.19%,si=0.14-0.25%,mn=0.22-0.42%,s≤0.040%,p≤0.040%,其余为fe和不可避免杂质元素;
4、上述钢坯经加热→高压水除鳞→粗轧→精轧→冷却→矫直→剪切,轧制过程中钢板总压缩比≥17.85;具体控制方法如下:
5、s1、加热炉加热:控制三加加热温度≤980℃,二加加热段温度970℃-1070℃,一加加热温度1150℃-1240℃,均热温度1140-1220℃,总加热时间在150-200分钟;
6、s2、高压水除鳞:除鳞压力控制在20-22mpa,保证除鳞后保证钢板表面氧化铁皮除鳞干净。
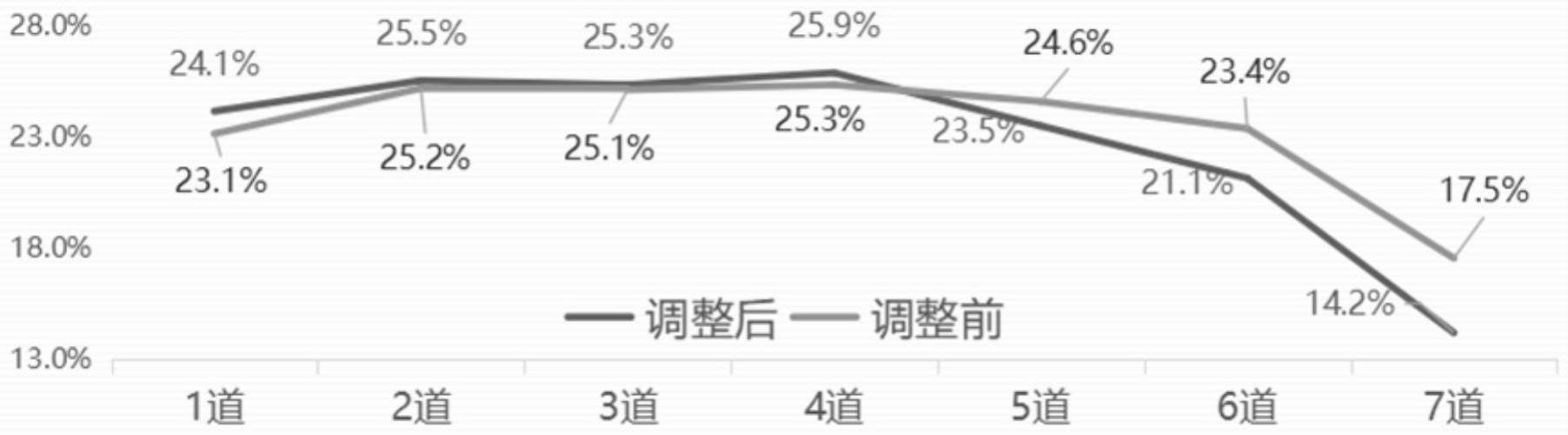
7、s3、轧制:钢板从板坯轧成成品压下量从166mm增加到236mm,在增加70mm压下量,以及母板成品长度由29米变为为37米基础上,再次实现粗精轧合计共使用14道次;其中粗轧7道次,精轧7道次;优化开轧温度到1120-1160℃;其中粗轧后纵轧道次的压下率从13%提高到18%以上,提高了钢板纵向性能,精轧通过精调后3道次压下制度,压下率分别定在24%以下,并且最后一道压下率<15%;粗轧采用奇道次除鳞,中间坯放在80-90mm,精轧除鳞两道次,终轧温度890-910℃;
8、s4、冷却:终冷温度设定在810-840℃;
9、s5、矫直:采用头部三遍,整体低速矫直一遍,矫直机出入口导向辊根据钢板板形及时调整位置,具体导辊间隙控制在-0.2~-5mm,保证了头尾板形符合要求,矫直力控制在35-45吨;
10、s6、根据设定尺寸进行剪切。
11、本发明具有的优点和技术效果:
12、1、采用250mm×1600mm板坯,使压缩比达到17.86,较原方法提高了38.9%,坯料单重提高了25%,为保证成品高强度、高塑性创造了基本的条件;
13、2、针对性的优化轧制规程,粗轧大压下,轧制规程充分考虑了轧后钢板长度长质量难控制的问题,精调后3道次压下制度,解决钢板浪形,镰刀弯较难控制的问题。
14、3、14mm板子较长,矫直3遍影响生产节奏,在线试验低速矫直一遍,多次试验发现头部较差,最后头部三遍,整体一遍,导辊根据钢板板形及时调整,保证头尾板形符合要求,矫直力根据钢板矫直温度计钢种设定相应工艺,与原180料矫直工艺有所变化。
15、采用本发明生产的14mm,产品规格为14mm,q235b屈服强度≥235mpa,抗拉强度≥400mpa,延伸率大于23%;成材率较原工艺提高了0.46%,轧制效率提高了15-20%,轧制成本降低10-15%,性能指标优良,并且均匀稳定。
技术特征:
1.一种提高q235b规格为14mm的中厚板轧制效率的方法,其特征在于:
技术总结
本发明公开了一种提高Q235B规格为14mm的中厚板轧制效率的方法,属于钢板轧制技术领域,钢坯为Q235B,主要化学成分(按重量百分比计)采用C=0.14‑0.19%,Si=0.14‑0.25%,Mn=0.22‑0.42%,S≤0.040%,P≤0.040%,坯料加热过程为:总在炉时间≥150min,出钢温度:1120℃~1160℃;坯料出炉后经过高压水除鳞——粗轧—精轧—冷却—矫直—剪切,本发明使用250*1600mm板坯,采用加热、轧制的生产工艺路线优化,该工艺具有工序流程优的特点,可使生产成本降低、成材率升高、产品质量稳定。
技术研发人员:苏安龙,王会超,佟程志,张楠,张晓军,丁志永,刘东宇
受保护的技术使用者:天津钢铁集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!