一种金属型模具钨合金焊条焊接方法与流程
背景技术:
1、金属模具一般整体硬度都在hrc44~48之间,所以模具型腔内就会出现模具表面磨损产生凹坑、冲击表面掉块、冲刷点蚀等故障,模具生产到一定模次就需要维修,浪费时间、成本,给生产带来很大的问题。
2、目前国内外金属模具通常采用钨合金镶件或整体型块的形式,而现有的激光冷焊机钨合金涂敷技术焊接模具,强度低、表面粗糙、不耐金属液冲刷,无法达到焊接目的。而钨合金的焊接技术也只能用在农机、矿山机械和建材机械等精度要求低的粗糙焊接,不怕变形和裂纹的冷作零件表面,仅仅是用来提高大型设备表面其硬度和耐磨性。将钨合金焊接在模具表面上在国内外同行业内没有一个统一的工艺标准。
3、专利文献cn202210996941.x,涉及一种镁合金与钨合金的超声辅助钎焊方法,该专利是镁合金与钨合金两种材料通过超声波振动实现的冶金结合,非模具焊接工艺。
4、专利文献cn202210799940.6,涉及一种铜钨与钢的焊接方法,该专利是铜钨母材与钢母材利用铜粉填充母材间隙使用真空烧结的焊接方法,非模具焊接工艺。
5、专利文献cn202123182082.0,涉及一种基于增加碳化钨合金耐磨层的气保焊设备,该专利是增加碳化钨合金耐磨层的焊机,该焊机不适用于金属模具的钨合金涂层焊接。
技术实现思路
1、本发明所要解决的技术问题是克服了现有技术存在的上述问题,提供了一种金属型模具钨合金焊条焊接方法。
2、需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
3、为解决上述技术问题,本发明是采用如下技术方案实现的:
4、一种金属型模具钨合金焊条焊接方法,其特征在于:
5、用氩弧焊焊接打底焊;
6、氩弧焊过渡层焊接;
7、氩弧焊底座焊接;
8、钨合金焊缝盖面焊接。
9、进一步地,在用氩弧焊打底焊接前,进行焊前准备;具体包括:
10、(1)在模具型腔表面上找到需要提高硬度的表面,划线做出标记;
11、(2)在标记内开槽,开槽直径50mm-80mm,深度≥8mm,坡口选择u型,坡口内底凹平面要做成井字型凹槽,凹槽槽宽3-5mm、纵横交错;
12、(3)焊前预热;加热温度在220℃~240℃;
13、(4)模具材料是1.2344钢,主要成分(%):c:0.4、si:1、mn:0.4、cr:3.3、mo:1.5、v:1、s:≤0.030、p:≤0.03;
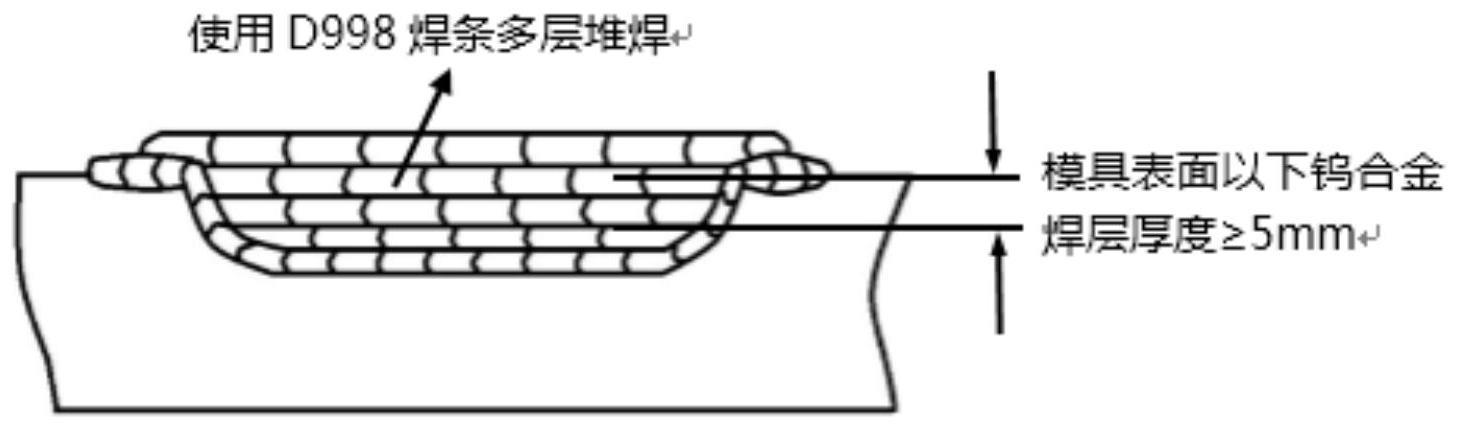
14、(5)打底过渡层焊接选用erni-1纯镍氩弧焊丝,焊丝直径选择盖面焊接选择钨合金d998电焊条;
15、(6)氩弧焊的气流量、陶瓷嘴、钨极的选择:气体容流量在8-10l/min,陶瓷嘴5-6号,钨极直径选用的铈钨极或钍钨极;
16、(7)氩弧焊机选择直流正接法,电焊机要选用直流反接法;
17、(8)氩弧焊打底焊接电流选择:氩弧焊机选用电流为110-135a。
18、进一步地,用氩弧焊焊接打底焊,只需融焊一层焊缝,无需添加焊丝,用电弧融焊至焊缝底部。
19、进一步地,氩弧焊过渡层焊接,具体内容:
20、(1)选用erni-1纯镍氩弧焊丝,φ2.5mm,电流为110-135a;
21、(2)焊接时选用左焊法让焊丝始终在熔池内,熔滴保持连续送入熔池内,每隔2秒钟焊丝端部进入熔池搅拌以下,焊缝高度控制在2mm左右;
22、(3)模具第一遍打底过渡焊选择纯镍金属。
23、进一步地,所述氩弧焊底座焊接,具体包括:选用1.2343氩弧焊丝沿着坡口外延焊接一圈焊缝包围坡口做底座。
24、进一步地,所述钨合金焊缝盖面焊接,具体包括:
25、(1)在纯镍氩弧焊过渡焊接完成后用钢刷将焊缝表面清理干净,对模具焊接区域进行预热,待温度达到220℃时进行钨合金d998焊接;
26、(2)电焊机选用直流反接,d998电焊条直径选择焊前焊条需要250℃烘干箱内保温1小时后方可取出使用;焊接电流选择100a~130a,焊接时电焊条与焊缝平面的夹角是60°~70°,焊接时焊条无需摆动,电弧高度控制在3~4mm,焊接速度中速,焊缝平整有序;
27、在第二条焊缝焊接时压住第一条焊缝的1/3处进行焊接,以此类推后面的焊缝要压住前面焊缝的1/3处进行焊接,焊缝高度控制在2mm左右,单道焊缝宽5-6mm;
28、(3)d998电焊条焊接完成后去除药皮将焊缝表面清理干净,然后用扁产、手锤或选用刨锤在焊缝表面有顺序的锤击,锤击方向从中间向外延两侧逐步展开,每25mm2内有6~8个击打点均匀分布,锤击点的直径在
29、(4)钨合金焊缝堆焊盖面:模具表面以下钨合金焊缝的厚度大于5mm;最后盖面焊缝高于模具表面1-3mm,宽度小于底座1-5mm。
30、一种金属型模具钨合金焊条焊接方法,还包括焊接后后热处理。
31、进一步地,所述焊接后后热处理,具体为:
32、焊接完成后立即进行后热处理,选用天然气整体加热的模式,当模具加热至400℃时并且持续保持这个温度3个小时,而后关闭加热火源并盖上石棉被保温缓慢冷却至60℃后进行焊缝表面修磨。
33、进一步地,所述焊接后后热处理,具体为:
34、用火焰直接加热模具焊;
35、加热时喷嘴火焰与模具焊缝相对移动均匀加热,燃烧气体选用氧-乙炔、天然气或液化石油气。
36、进一步地,钨合金d998电焊条主要成分%:焊条芯为锰、铬合金钢;化学成分:c:0.4、mn:0.3、cr:0.4、余量为钢;
37、钨合金d998电焊焊条药皮成分:
38、w:50%、b:1.5%、其它余量为铁粉粘接剂。
39、与现有技术相比本发明的有益效果是:
40、本发明采用氩弧焊打底钨合金电焊条盖面的焊接技术,从根本上解决了模具型腔内局部提高表面硬度的难题。本发明改进方便、模具局部硬度高、无磨损、使用寿命与模具使用寿命基本一致。
41、本发明工艺为氩弧焊和电焊的联合作业,焊接工艺有着操作简单、耗时短成本低廉的优点,适合金属模具工装及夹具焊接。其主要工艺内容即在模具本体表面通过焊接技术置换一层钨合金,提高冷作模具及热做模具表面抗冲击性、耐磨性、硬度,这个硬度hrc≧63~67度左右,可有效的提高模具的使用模次3倍以上,提高了模具的上线可动率,降低企业的模具采购成本,是延长模具使用寿命的有效手段。
- 还没有人留言评论。精彩留言会获得点赞!