焊丝受力调整装置和调整方法与流程
本技术涉及焊接,尤其涉及一种焊丝受力调整装置和调整方法。
背景技术:
1、随着焊接工艺水平的提升,送丝稳定性控制的要求也随之提升。尤其是随着新能源行业的兴起,电动汽车、储能、模板等领域需要引入大量铝焊接,而铝焊接过程中,由于铝焊丝(例如铝硅合金焊丝)的质地非常软,导致送丝管内滑动送丝的摩擦阻力较大,并且送丝管内部的磨损还会造成阻力增大,焊丝表面粗糙也会造成阻力增大,送丝很难达到稳定输出。
2、为了提高铝焊接中焊丝输出的稳定性,引入了双焊接系统。双焊接系统中,拉丝电机通常为高响应速度电机,推丝电机通常为低响应速度电机,理想状态下可以提高送丝输出的稳定性。但是实际使用过程中,由于拉丝电机和推丝电机的响应速度存在差异,使得焊丝通常处于一种受力状态,并不能实现焊丝的稳定输出,对于铝焊接工艺,仍然可能出现引弧扎丝或堵丝的问题。
3、所以,在铝焊接过程中,如何调整焊丝的受力,使得焊丝处于受力自由状态,从而保证焊丝的平稳输出,成为本领域技术人员亟待解决的技术问题。
技术实现思路
1、为了解决在铝焊接过程中,如何调整焊丝的受力,使得焊丝处于受力自由状态,从而保证焊丝平稳输出的问题,本技术提供了一种焊丝受力调整装置和调整方法。
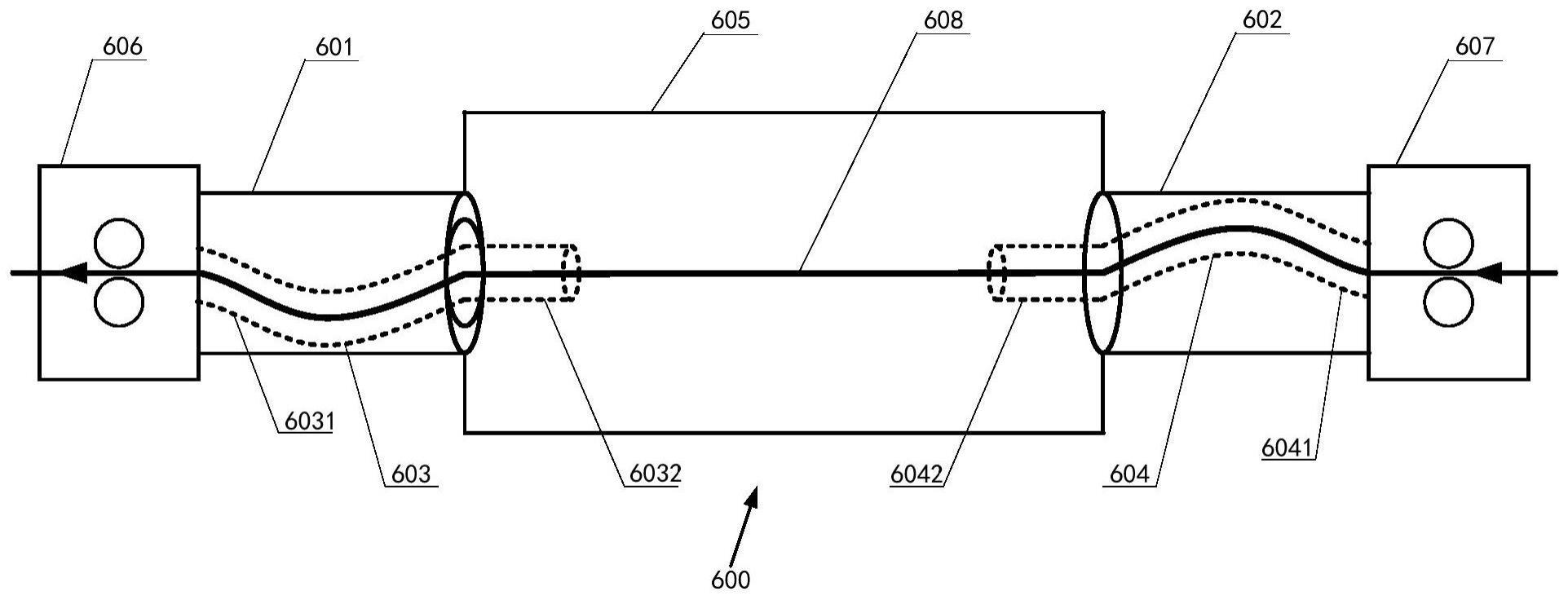
2、第一方面,本技术实施例提供了一种焊丝受力调整装置,该装置包括:第一外管、第二外管、第一内管、第二内管和控制组件;所述第一外管、控制组件和第二外管依次固定于拉丝电机和推丝电机之间;所述第一内管紧套在焊丝外部,包括可弯折地套设于所述第一外管中且固定连接所述拉丝电机的第一固定端和可穿出所述第一外管的第一滑动端;所述第二内管紧套在所述焊丝外部,包括可弯折地套设于所述第二外管中且固定连接所述推丝电机的第二固定端和可穿出所述第二外管的第二滑动端;所述第一滑动端和所述第二滑动端随着所述焊丝的受力变化在所述控制组件内滑动式靠近或远离;所述控制组件用于:控制所述拉丝电机以第一预设转速恒定运转;确定所述第一滑动端和第二滑动端的滑动变化量;基于所述滑动变化量调整所述推丝电机的转速,以使所述焊丝受力自由。
3、一种可能的实现方式中,所述控制组件包括:第三外管、第一位置传感器、第二位置传感器和第一控制器;所述第三外管固定于所述第一外管和所述第二外管之间;所述第一位置传感器固定于所述第一滑动端的端部,随着所述焊丝的受力变化,与所述第一滑动端一起,在所述第三外管中滑动;所述第二位置传感器固定于所述第二滑动端的端部,随着所述焊丝的受力变化,与所述第二滑动端一起,在所述第三外管中滑动;所述控制组件用于确定所述第一滑动端和第二滑动端的滑动变化量,具体为:通过所述第一控制器执行下述操作:获取所述第一位置传感器检测得到的第一位置和所述第二位置传感器检测得到的第二位置;基于所述第一位置和所述第二位置确定所述第一滑动端和所述第二滑动端之间的实际距离;确定所述实际距离与预设标准距离的距离差;所述预设标准距离为所述焊丝受力自由时所述第一滑动端和所述第二滑动端之间的距离;确定所述距离差为所述滑动变化量。
4、一种可能的实现方式中,所述控制组件包括:第四外管、第一导电嘴、第二导电嘴和第二控制器;所述第四外管固定于所述第一外管和所述第二外管之间;所述第一导电嘴固定于所述第一滑动端的端部,且与所述焊丝电接触,随着所述焊丝的受力变化,与所述第一滑动端一起,在所述第四外管中滑动;所述第二导电嘴固定于所述第二滑动端的端部,且与所述焊丝电接触,随着所述焊丝的受力变化,与所述第二滑动端一起,在所述第四外管中滑动;所述控制组件用于确定所述第一滑动端和第二滑动端的滑动变化量,具体为:通过所述第二控制器执行下述操作:获取所述第一导电嘴检测得到的第一电压和所述第二导电嘴检测得到的第二电压;基于所述第一电压和所述第二电压确定所述第一滑动端和所述第二滑动端之间的实际电压;确定所述实际电压与预设标准电压的电压差;所述预设标准电压为所述焊丝受力自由时所述第一滑动端和所述第二滑动端之间的电压;确定所述电压差为所述滑动变化量。
5、一种可能的实现方式中,所述控制组件包括:拉伸弹簧、第一压力传感器、第二压力传感器和第三控制器;所述拉伸弹簧固定连接于所述第一滑动端和所述第二滑动端之间;所述第一压力传感器固定于所述第一滑动端的端部,随着所述焊丝的受力变化,与所述第一滑动端一起,拉伸或压缩所述拉伸弹簧;所述第二压力传感器固定于所述第二滑动端的端部,随着所述焊丝的受力变化,与所述第二滑动端一起,拉伸或压缩所述拉伸弹簧;所述控制组件用于确定所述第一滑动端和第二滑动端的滑动变化量,具体为:通过所述第三控制器执行下述操作:获取所述第一压力传感器检测得到的第一压力和所述第二压力传感器检测得到的第二压力;基于所述第一压力和所述第二压力确定所述第一滑动端和所述第二滑动端之间的实际受力;确定所述实际受力与预设标准受力的受力差;所述预设标准受力为所述焊丝受力自由时所述第一滑动端与所述第二滑动端之间的受力;确定所述受力差为所述滑动变化量。
6、一种可能的实现方式中,所述装置还包括:固定设置于所述控制组件内的第一限位部件和第二限位部件;所述第一限位部件设置于所述第一滑动端的滑动路径上,用于限制所述第一滑动端向所述拉丝电机一侧滑动的最远位置;所述第二限位部件设置于所述第二滑动端的滑动路径上,用于限制所述第二滑动端向所述推丝电机一侧滑动的最远位置。
7、第二方面,本技术实施例还提供了一种焊丝受力调整方法,该方法应用于第一方面所述的焊丝受力调整装置,该方法包括:通过所述控制组件控制所述拉丝电机以第一预设转速恒定运转;通过所述控制组件确定所述第一滑动端和第二滑动端的滑动变化量;通过所述控制组件基于所述滑动变化量调整所述推丝电机的转速,以使所述焊丝受力自由。
8、一种可能的实现方式中,所述控制组件包括:第三外管、第一位置传感器、第二位置传感器和第一控制器;所述第三外管固定于所述第一外管和所述第二外管之间;所述第一位置传感器固定于所述第一滑动端的端部,随着所述焊丝的受力变化,与所述第一滑动端一起,在所述第三外管中滑动;所述第二位置传感器固定于所述第二滑动端的端部,随着所述焊丝的受力变化,与所述第二滑动端一起,在所述第三外管中滑动;所述通过所述控制组件确定所述第一滑动端和第二滑动端的滑动变化量,包括:通过所述第一控制器获取所述第一位置传感器检测得到的第一位置和所述第二位置传感器检测得到的第二位置;通过所述第一控制器基于所述第一位置和所述第二位置确定所述第一滑动端和所述第二滑动端之间的实际距离;通过所述第一控制器确定所述实际距离与预设标准距离的距离差;所述预设标准距离为所述焊丝受力自由时所述第一滑动端和所述第二滑动端之间的距离;通过所述第一控制器确定所述距离差为所述滑动变化量。
9、一种可能的实现方式中,所述控制组件包括:第四外管、第一导电嘴、第二导电嘴和第二控制器;所述第四外管固定于所述第一外管和所述第二外管之间;所述第一导电嘴固定于所述第一滑动端的端部,且与所述焊丝电接触,随着所述焊丝的受力变化,与所述第一滑动端一起,在所述第四外管中滑动;所述第二导电嘴固定于所述第二滑动端的端部,且与所述焊丝电接触,随着所述焊丝的受力变化,与所述第二滑动端一起,在所述第四外管中滑动;所述通过所述控制组件确定所述第一滑动端和第二滑动端的滑动变化量,包括:通过所述第二控制器获取所述第一导电嘴检测得到的第一电压和所述第二导电嘴检测得到的第二电压;通过所述第二控制器基于所述第一电压和所述第二电压确定所述第一滑动端和所述第二滑动端之间的实际电压;通过所述第二控制器确定所述实际电压与预设标准电压的电压差;所述预设标准电压为所述焊丝受力自由时所述第一滑动端和所述第二滑动端之间的电压;通过所述第二控制器确定所述电压差为所述滑动变化量。
10、一种可能的实现方式中,所述控制组件包括:拉伸弹簧、第一压力传感器、第二压力传感器和第三控制器;所述拉伸弹簧固定连接于所述第一滑动端和所述第二滑动端之间;所述第一压力传感器固定于所述第一滑动端的端部,随着所述焊丝的受力变化,与所述第一滑动端一起,拉伸或压缩所述拉伸弹簧;所述第二压力传感器固定于所述第二滑动端的端部,随着所述焊丝的受力变化,与所述第二滑动端一起,拉伸或压缩所述拉伸弹簧;所述通过所述控制组件确定所述第一滑动端和第二滑动端的滑动变化量,包括:通过所述第三控制器获取所述第一压力传感器检测得到的第一压力和所述第二压力传感器检测得到的第二压力;通过所述第三控制器基于所述第一压力和所述第二压力确定所述第一滑动端和所述第二滑动端之间的实际受力;通过所述第三控制器确定所述实际受力与预设标准受力的受力差;所述预设标准受力为所述焊丝受力自由时所述第一滑动端与所述第二滑动端之间的受力;通过所述第三控制器确定所述受力差为所述滑动变化量。
11、一种可能的实现方式中,所述通过所述控制组件控制所述拉丝电机以第一预设转速恒定运转,包括:通过所述控制组件获取所述拉丝电机的实际转速;通过所述控制组件确定所述实际转速与所述第一预设转速的转速差;通过所述控制组件基于所述转速差调整所述拉丝电机的当前转速,以使所述拉丝电机以所述第一预设转速恒定运转。
12、第三方面,本技术实施例还提供一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述第二方面的焊丝受力调整方法。
13、第四方面,本技术实施例还提供一种计算机可读存储介质,所述计算机可读存储介质存储有执行上述第二方面的焊丝受力调整方法的计算机程序。
14、本技术实施例提供了一种焊丝受力调整装置和调整方法,通过该装置和该方法,可以控制拉丝电机以第一预设转速恒定运转,控制焊丝稳定输出,同时,还可以根据焊丝的受力变化调整推丝电机的转速,使得焊丝处于受力自由的状态,即不松也不紧,不会产生堆丝或堵丝的问题,可以满足铝焊接场景的需求,适用性更好。
- 还没有人留言评论。精彩留言会获得点赞!