一种粗轧R2打滑识别及防打滑自动控制的方法与流程
本发明涉及热轧粗轧工艺,尤其涉及一种轧制过程防止机架内轧钢打滑跑偏的技术。
背景技术:
1、粗轧轧制过程的稳定性对于产线的稳定运行具有极其重要的影响,影响粗轧轧制稳定性的因素很多,如板坯温度的均匀性、轧机两侧辊缝的水平度、新辊上机后轧辊的粗糙度、停机时间的长短以及人工干预等因素。由于没有直接的检测设备以及自动控制手段,轧制过程中板坯在轧制时打滑的观察及控制都是由操作进行实时监控及干预的,对于直观的打滑,人工可以发现并及时干预,对于潜在的打滑,人工是无法发现的,这严重制约了粗轧的稳定顺行。
2、2250热轧粗轧机架没有针对轧制过程中的打滑的检测设备及控制模型,仅是依靠操作进行观察板形的稳定性,进而识别出打滑是否存在。过程中操作根据轧制过程中机架板形的跑偏情况,结合自身的经验进行相应的控制,由于轧制过程节奏快、现场环境复杂、视频延时的影响,导致人工监控难度大,劳动负荷增大。粗轧操作的水平不尽相同,使得打滑的判断及控制精准度也有所差异,换辊后打滑初期,粗轧轧制过程中稳定性波动比较大,若对粗轧轧后板形的观察不精准、应对措施不及时,就会增大轧制过程中跑偏废钢的次数。
3、对比同类型的产线产线,未找到有防打滑自动控制的措施,都是依靠人工进行观察,若出现打滑情况,都是进行减少除鳞水的使用、降低轧制速度以及降低轧制负荷来减少板坯打滑的程度,未有任何识别及自动控制的方法。
技术实现思路
1、本发明的目的在于克服上述现有技术的不足,提供了一种粗轧r2打滑识别及防打滑自动控制的方法。本发明基于以下原理:
2、轧制过程稳定的时候,粗轧机架末道次的板形是稳定的,对于同一块板坯而言,其所对应的所有中心线偏差点数据基本是在一个很小的范围内波动,那么所有中心线偏差所对应的标准差就很小;当发生打滑时,轧制过程中板坯是失稳的,其所对应的中心线偏差点数据的波动是非常大的。故通过板坯板形中心线偏差的标准差进行统计汇总,可以识别出是否有打滑现象的发生,最终进行防打滑措施的执行,从而达到防打滑自动控制的目的。
3、为了实现上述目的,本发明采用的具体技术方案是:
4、一种粗轧r2打滑识别及防打滑自动控制的方法,通过计算机系统对轧制过程中板坯板形中心线偏差进行统计汇总计算标准差,根据所述标准差的大小,进而判断出是否有打滑现象的发生,如有打滑现象则自动控制降速及降负荷,所述降速即降低轧机的轧制速度,所述降负荷即降低轧机的压下负荷,通过降速和降负荷实现防打滑自动控制。
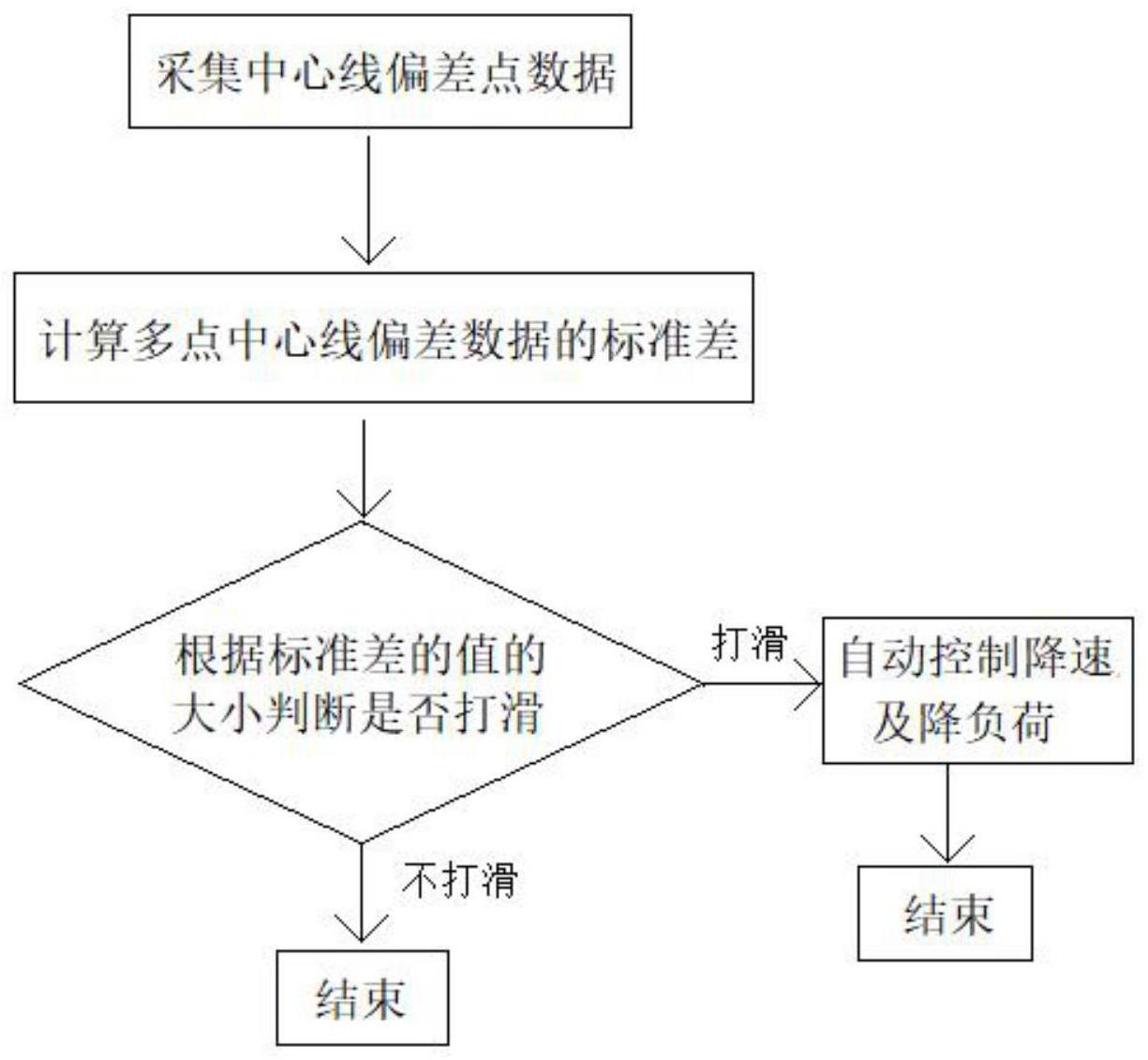
5、进一步地,所述方法具体包括以下步骤:
6、s1,采集中心线偏差点数据:
7、利用轧机出口的测宽仪检测采集出板坯轧后中心线偏差的点数据;
8、s2,计算多点中心线偏差数据的标准差并判断是否打滑:
9、根据轧后板坯板形中心线偏差的多点数据包进行标准差计算;根据计算所得的标准差的值的大小判断是否打滑;如判断为打滑,则转入步骤s3,如判断为无打滑现象,则正常轧制;
10、s3,自动控制降速及降负荷,从而实现防打滑自动控制。
11、进一步地,所述步骤s3中,根据标准差的值的大小,相应的选择自动降速及降负荷的程度。
12、进一步地,所述步骤s2中,当标准差>10mm,则判断为打滑,
13、进一步地,所述步骤s3中,自动降速及降负荷的程度具体为:
14、当10<标准差≤13时,则降速15%、降负荷10%,并持续3块板坯;
15、当13<标准差≤16时,则降速20%、降负荷15%,并持续5块板坯;
16、当标准差>16时,则降速25%、降负荷20%,并持续8块板坯。
17、进一步地,所述步骤s2中,根据轧后板坯板形中心线偏差的多点数据包,取数据包中第101个点到倒数第101个点,形成新的数据包a;在数据包a中每隔5个点取一个点,形成新的数据包b;计算数据包b中数据的标准差作为标准差的取值。
18、本发明的有益效果是:本发明是一种通过对轧机末道次出口板坯的中心线偏差点数据进行收集,通过对中心线偏差点数据特征值进行提取,根据特征值的大小进行判断板坯是否有打滑的现象,从而采取对应的措施实现防打滑的自动控制,达到减少人工干预、减轻操作劳动负荷、提升粗轧稳定性的效果。
技术特征:
1.一种粗轧r2打滑识别及防打滑自动控制的方法,其特征在于:通过计算机系统对轧制过程中板坯板形中心线偏差进行统计汇总计算标准差,根据所述标准差的大小,进而判断出是否有打滑现象的发生,如有打滑现象则自动控制降速及降负荷,所述降速即降低轧机的轧制速度,所述降负荷即降低轧机的压下负荷,通过降速和降负荷实现防打滑自动控制。
2.根据权利要求1所述的粗轧r2打滑识别及防打滑自动控制的方法,其特征在于:所述方法具体包括以下步骤:
3.根据权利要求2所述的粗轧r2打滑识别及防打滑自动控制的方法,其特征在于:所述步骤s3中,根据标准差的值的大小,相应的选择自动降速及降负荷的程度。
4.根据权利要求2所述的粗轧r2打滑识别及防打滑自动控制的方法,其特征在于:所述步骤s2中,当标准差>10mm,则判断为打滑。
5.根据权利要求3所述的粗轧r2打滑识别及防打滑自动控制的方法,其特征在于:所述步骤s2中,当标准差>10mm,则判断为打滑;所述步骤s3中,自动降速及降负荷的程度具体为:当10<标准差≤13时,则降速15%、降负荷10%,并持续3块板坯;
6.根据权利要求2至5任一所述的粗轧r2打滑识别及防打滑自动控制的方法,其特征在于:所述步骤s2中,根据轧后板坯板形中心线偏差的多点数据包,取数据包中第101个点到倒数第101个点,形成新的数据包a;在数据包a中每隔5个点取一个点,形成新的数据包b;计算数据包b中数据的标准差作为标准差的取值。
技术总结
本发明公开了一种粗轧R2打滑识别及防打滑自动控制的方法,通过计算机系统对轧制过程中板坯板形中心线偏差的标准差进行统计汇总,根据所述标准差的大小,进而判断出是否有打滑现象的发生,如有打滑现象则自动控制降速及降负荷,所述降速即降低轧机的轧制速度、所述降负荷即降低轧机的压下负荷,通过降速和降负荷从而实现防打滑自动控制,达到减少人工干预、减轻操作劳动负荷、提升粗轧稳定性的效果。
技术研发人员:赵金凯,李自强,刘人溥,王波,倪春华
受保护的技术使用者:宝钢湛江钢铁有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!