一种长度自适应的重型方通加工设备及方法与流程
本发明涉及机械,具体为一种长度自适应的重型方通加工设备及方法。
背景技术:
1、金属方通是一种中空的金属结构形式,具有重量轻,刚性高的优点,经常用于各种工程机械和各种承重钢结构,较小的方通结构可以通过轧制成型获得,但是重型方通结构只能采用角钢拼方后焊接而成。
2、在工程机械中应用的方通其长度是不等的,常规的生产流程是现将来料的角钢用金属锯床切割成所需长度,再通过拼方点焊成为一个待焊方通的半成品,待焊方通的半成品通过全焊焊接工艺形成一个焊接方通,该种方法不仅效率低而且质量无法保证,另外由于角钢来料的误差,角钢拼方点焊后两条角钢之间的总是会存在一定的间隙,目前的重型方通加工设备通常会在全焊之前对角钢进行打底焊接,在打底焊时,若角钢的旋转角度和预期角度不一致,那么会导致角钢的焊接口倾斜幅度发生变化,从而使得焊接过程中角钢焊接口处的金属溶液发生滴落现象,进而影响后续工作以及工件的质量,最后目前的重型方通加工设备在切割已经成为方通的角钢时,无法实时获知切割过程是否稳定性、激光切割器是否发生故障等问题,以至于每个小尺寸的方通切割面会出现较大的差异,不利于后续工作人员对方小尺寸方通进行处理。
技术实现思路
1、本发明的目的在于提供一种长度自适应的重型方通加工设备及方法,以解决上述背景技术中提出的问题。
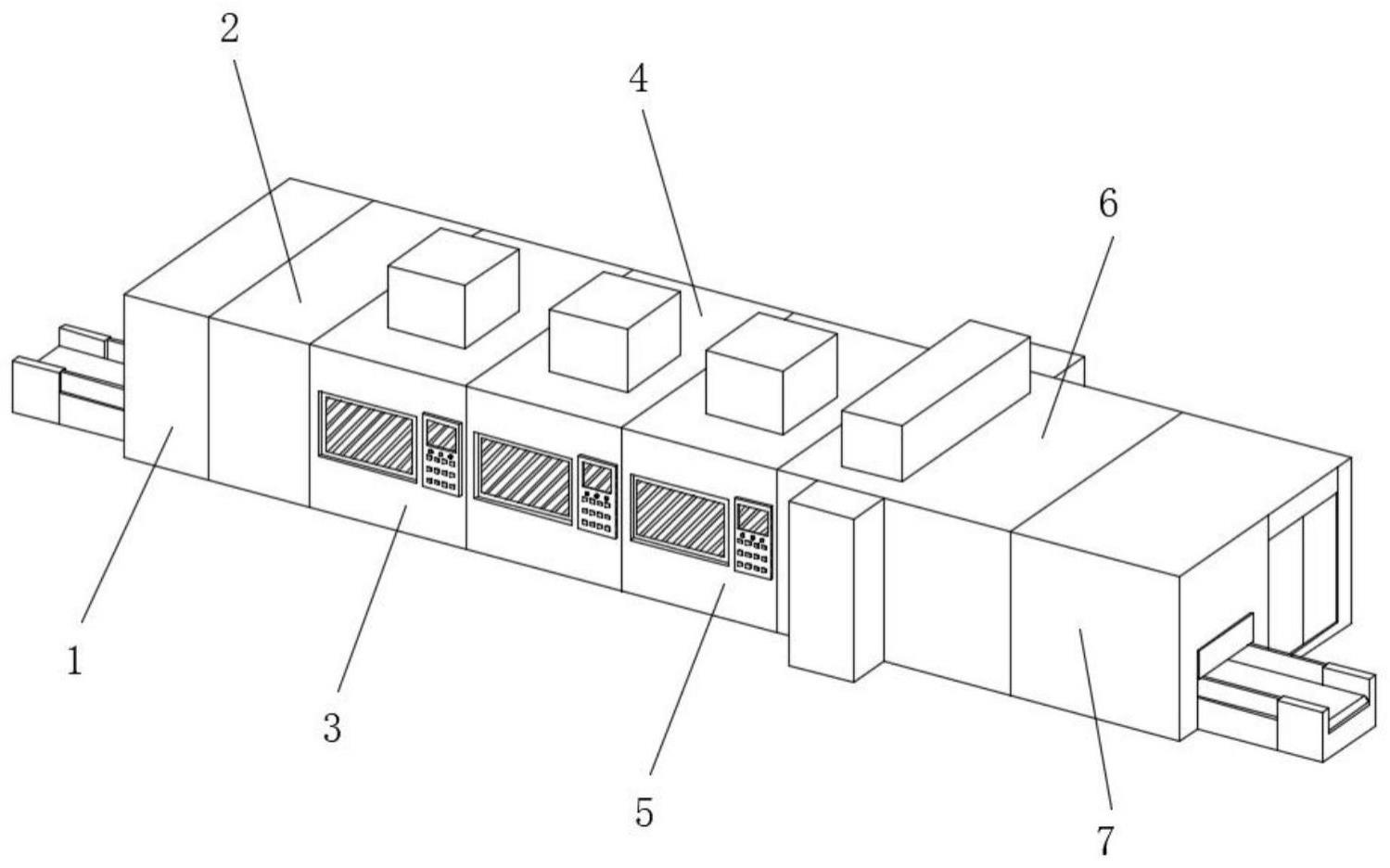
2、为了解决上述技术问题,本发明提供如下技术方案:一种长度自适应的重型方通加工设备,所述重型方通加工设备包括内贴装置、拼方装置、打底装置、第一填充装置、第二填充装置、定尺装置和机加装置,所述内贴装置和拼方装置相连接,所述打底装置设置在拼方装置远离内贴装置的一侧,所述第一填充装置设置在打底装置远离拼方装置的一侧,所述第二填充装置设置在第一填充装置远离打底装置的一侧,所述定尺装置设置在第二填充装置远离第一填充装置的一侧,所述机加装置设置在定尺装置远离第二填充装置的一侧,所述拼方装置包括拼方室和动力齿轮,所述拼方室的内部设置有第一转盘,所述动力齿轮与拼方装置内部设置的驱动装置相连接,所述第一转盘与动力齿轮之间通过变位齿轮组相连接,所述第一转盘上设置有挤压拼方机构,所述拼方装置通过挤压拼方机构拼方夹持角钢,所述挤压拼方机构具有纵向输送功能,所述打底装置包括打底室和焊接装置,所述焊接装置设置在打底室的两侧,所述拼方装置还包括校准机构,所述校准机构与第一焊接装置相连接。
3、为了适应不同的长度,本发明将传统的角钢截断工序由第一道工序移到焊接之后,即首先将一定长度的角钢拼方焊接成为一个方通产品,再根据实际需要截断成为不同的长度的方通,由于角钢来料的误差,角钢拼方点焊后两条角钢之间的总是会存在一定的间隙,本发明在全焊之前使用横焊位置自动焊接完成角钢拼方的打底焊接,为后续的高效全焊创造有利条件,另外本发明还设置有校准机构,通过校准机构能够检测第一转盘旋转的角度是否正确,防止第一转盘的旋转角度偏大或者偏小导致拼方角钢的焊接口倾斜幅度发生变化,以至于焊接装置在进行打底焊时金属溶液发生滴落现象,本发明在一条生产线上,适应长度变化极大的不同长度的角钢拼方焊接方通,同时全产线焊接工位实现全自动化焊接生产,封闭全自动化物流,有效控制焊接变形量。
4、进一步的,所述校准机构包括校准齿轮、校准槽和校准块,所述校准齿轮设置在动力齿轮远离变位齿轮组的一侧,所述校准槽设置在校准齿轮远离动力齿轮的一侧,所述校准块共设置有两组,其中一组所述校准块固定安装在校准槽的底端,另外一组所述校准块活动安装在校准槽的中间位置处且与校准齿轮相连接,两组所述校准块之间填充有气态导电介质,所述拼方装置还包括循环槽,所述循环槽的一端与变位齿轮组所在空腔的顶端相连接,所述循环槽的另一端与变位齿轮组所在空腔的底端相连接,所述循环槽上设置有循环齿轮组,所述循环齿轮组靠近变位齿轮组的一侧设置有滤网,所述循环齿轮组与动力齿轮之间通过传动链相连接。
5、通过上述技术方案,动力齿轮在通过变位齿轮组控制第一转盘旋转时,校准齿轮会跟着发生转动,校准齿轮与活动安装在校准槽内部的校准块之间通过连接绳相连接,通过校准齿轮能够使得校准块在校准槽内移动,根据两组校准块之间的距离变化能够判断出校准齿轮的转动圈数,由于校准齿轮与动力齿轮的齿轮比很容易得知,因此当两组校准块为金属材质且与外界电源和电流表相连接时,根据电流表上的电流变化能够得知动力齿轮的转动圈数,进而判断出拼方装置内的驱动装置带动动力齿轮转动的圈数是否符合标准,防止拼方装置内的驱动装置输出不稳定,导致焊接装置在对拼方角钢的焊接口进行打底焊时金属溶液发生滴落等现象,另外通过动力齿轮还能够带动循环齿轮组工作,通过循环齿轮组能够使得变位齿轮组所在空腔内的润滑油在循环槽内循环流动,通过循环槽上的滤网能够将润滑油内的碎屑等物质截留住,防止循环齿轮组与动力齿轮的传动发生故障,影响第一转盘的旋转角度。
6、进一步的,所述循环齿轮组靠近滤网的一侧设置有自动排屑机构,所述自动排屑机构包括排气腔、储屑槽、传动槽和感压室,所述排气腔设置在滤网远离循环齿轮组的一侧下方,所述储屑槽设置在滤网靠近循环齿轮组的一侧下方,所述感压室设置在滤网靠近循环齿轮组的一侧上方,所述传动槽设置在滤网远离循环齿轮组的一侧上方,所述排气腔的内部设置有活塞板,所述排气腔靠近传动槽的一侧设置有第一活动块,所述活塞板与第一活动块之间通过弹簧杆相连接,所述传动槽靠近排气腔的一侧设置有第二活动块,所述第一活动块与第二活动块宽度相同且对齐,所述传动槽的内部设置有第一传动齿条和第二传动齿条,所述感压室的内部设置有感压块,所述第一传动齿条与第二活动块相连接,所述第二传动齿条与感压块相连接,所述第一传动齿条与第二传动齿条之间通过齿轮相连接,所述第一活动块的一侧设置有出气通道,所述第一活动块的另一侧设置有排气通道,所述出气通道与排气腔相连通,所述排气通道与储屑槽相连通。
7、当长时间工作润滑油内的碎屑等物质堵塞住滤网时,滤网与循环齿轮组之间的区域压力会变小,在重力、压强和弹簧弹力的作用下,感压块向下移动,感压块与第二传动齿条之间通过连接绳相连接,通过感压块能够带动第二传动齿条向上移动,由于第一传动齿条与第二传动齿条之间通过齿轮相连接,因此当第二传动齿条向上移动时,在第一传动齿条的作用下,第二活动块会向第一活动块的方向移动并将滤网上的碎屑等物质刮到第一活动块上,当第二活动块继续下降时,第一活动块会带动活塞板移动,使得排气腔内的气体流入出气通道内,当第二活动块与第一活动块之间的缝隙和出气通道与排气通道相齐平时,在出气通道内气体的作用下,润滑油内的碎屑等物质会通过排气通道排到储屑槽内,当滤网上的碎屑等物质被清理掉后,滤网与循环齿轮组之间的区域压力会恢复到原始值,在重力等因素下,第二活动块和第一活动块会自动复位,此时活塞板会在排气腔内移动,活塞板上固定安装有气阀,通过活塞板和气阀能够将外界的气流吸入到排气腔内,以方便后续使用。
8、进一步的,所述焊接装置包括焊接座、mig焊枪、排气架、吸气架,所述mig焊枪通过焊接座固定安装在打底室的内部,所述排气架设置在mig焊枪靠近角钢的一端下侧,所述吸气架设置在mig焊枪靠近角钢的一端上侧,所述排气架的内部设置有喷气头,所述吸气架靠近角钢的一端设置有扇叶和检测针,所述吸气架的内部设置有第一吸气机构,所述扇叶与第一吸气机构传动连接,所述喷气头与校准机构和检测针相连接。
9、当校准机构检测出第一转盘的旋转角度出现偏差时,根据第一转盘旋转角度的偏差量,排气架内的喷气头会喷出一股气流,该气流为惰性气体,通过该组气流能够避免焊接装置在对拼方角钢打底焊时金属溶液从焊接口的位置滴落,另外检测针具有测温功能,通过检测针能够检测焊接口处的金属溶液是否沿着拼方角钢的焊接口表面向上移动,通过检测针和排气架内的喷气头能够保证焊接口处的金属溶液始终位于两组角钢的交界处,最后排气架内的喷气头喷出的气流在碰到拼方角钢时会反弹并使得扇叶转动,通过扇叶能够带动第一吸气机构工作,通过第一吸气机构能够回收一部分喷气头喷出的气流,进而减少生产成本。
10、进一步的,所述定尺装置包括定尺室,所述定尺室靠近机加装置的一端设置有支撑杆,所述打底装置的内部还设置有稳压机构,所述稳压机构与支撑杆滑动连接,所述稳压机构贯穿打底装置、第一填充装置和第二填充装置,所述稳压机构位于角钢的内部,所述稳压机构包括稳压架、线圈和固定架,所述稳压架上设置有若干组通孔,所述线圈设置在稳压架的内部,所述固定架设置在稳压架的四周,所述固定架靠近角钢的一端设置有顶杆,所述固定架的内部设置有两组第一导电块,其中一组所述第一导电块固定安装在固定架远离顶杆的一端,另外一组所述第一导电块固定安装在顶杆伸入固定架的一端,两组所述第一导电块之间通过弹簧和滑杆相连接,所述线圈通过第一导电块与外界电源相连接。
11、通过上述技术方案,在对拼方角钢进行打底焊接时,线圈上会通入电流使得稳压架内的气体温度升高,由于稳压架上设置有若干组通孔,因此拼方角钢内的气体温度相较于外部的气体温度会升高,根据热胀冷缩的原理,此时拼方角钢内部的气体会向外部溢出,通过拼方角钢内部的气体能够防止排气架内的喷气头喷出的气流过大,导致拼方角钢焊接口处的金属溶液流入到拼方角钢内部,通过顶杆能够保证稳压机构始终位于拼方角钢的中间位置处,同时通过顶杆和固定架内部设置的两组第一导电块能够判断出拼方角钢的尺寸,为了防止拼方角钢焊接口处的金属溶液流入到拼方角钢内部,拼方角钢的尺寸越大,线圈上通入的电流越大。
12、进一步的,所述稳压架靠近角钢焊接端的一侧设置有两组导电片,两组所述导电片之间通过弹簧和滑杆相连接,两组所述导电片之间通过弹簧和滑杆相连接,其中一组所述导电片固定安装在稳压架上,另外一组所述导电片滑动安装在滑杆上,两组所述导电片与排气架内部设置的喷气头相连接。
13、由于两组角钢的交界处经常出现间隙,因此当排气架内的喷气头喷出的气流过大,喷气头喷出的气流会通过间隙流入到两组角钢内,此时受到喷气头喷出气流的作用,滑动安装在滑杆上的导电片会向稳压架的方向移动,两组导电片的距离缩短,根据缩短的距离能够判断排气架内的喷气头喷出的气流和两组角钢的交界处的间隙是否过大,进而方便工作人员调整排气架内喷气头喷出的气流速度以及两组角钢内的温度,以避免打底焊接时拼方角钢焊接口处的金属溶液流入到拼方角钢内部。
14、进一步的,所述定尺装置还包括切割机构,所述切割机构设置在定尺室靠近第二填充装置的一端,所述切割机构包括第二转盘和激光切割器,所述第二转盘与激光切割器之间通过滑座相连接,所述滑座靠近激光切割器的一端设置有连接架,所述连接架靠近激光切割器的一端设置有伸缩杆,所述连接架通过伸缩杆控制激光切割器升降,所述连接架的内部设置有第二吸气机构,所述连接架靠近角钢的一端设置有吸气罩,所述第二吸气机构与吸气罩之间通过吸气通道相连接,所述吸气通道的内部设置有两组电极板和两组磁块,两组所述电极板相互对齐,两组所述磁块相互对齐。
15、通过上述技术方案,激光切割器在定尺切割拼方角钢时,一部分拼方角钢会变为等离子体态的金属蒸气,通过第二吸气机构和吸气罩将等离子体态的金属蒸气吸走,以保护工作环境,当等离子体态的金属蒸气在经过吸气通道时,在磁场的作用下,等离子体的正负粒子会发生分离现象,最后沿着与磁力线垂直的方向流向两组电极板,将两组电极板通过导线相连接,由于正负粒子的聚集,两组电极板之间会产生电势,从而出现电流,通过检测电流的大小能够间接判断出整个切割过程中拼方角钢减少了多少金属,由于每根拼方角钢都能切割成若干组小尺寸的方通,因此通过对比每次切割时拼方角钢减少的量能够侧面发映出切割过程是否稳定性,保证每个小尺寸方通的切割面相同。
16、进一步的,所述稳压机构的外侧靠近激光切割器的一端设置有检测机构,所述检测机构包括检测架和第二导电块,所述第二导电块共设置有四组,其中两组所述第二导电块固定安装在检测架的左右两端,另外两组所述第二导电块活动安装在检测架的内部,活动安装在检测架内部的两组第二导电块之间填充有气态导电介质。
17、通过上述技术方案,在定尺切割拼方角钢时,激光切割器发射的激光会穿过拼方角钢,此时活动安装在检测架内部的两组第二导电块之间填充的气态导电介质会受热发生膨胀,两组第二导电块会向检测架的左右两端移动,根据两组第二导电块移动的幅度能够判断出激光切割器发射出的激光穿透拼方角钢剩余的热量,正常情况下,当拼方角钢的型号一定,每次切割拼方角钢时,激光切割器发射出的激光穿透拼方角钢剩余的热量应相同,若激光切割器发射出的激光穿透拼方角钢剩余的热量不相同,即表示激光切割器出现了故障,或者拼方角钢型号有问题、材质不均匀,需要人工处理。
18、该加工方法包括以下步骤:
19、步骤一:通过挤压拼方机构将两组角钢拼接成方通结构;
20、步骤二:角钢拼方结束后,通过挤压拼方机构将拼方角钢输送到打底装置内进行打底焊,打底焊采用横焊位置焊接;
21、步骤三:打底焊完成后,拼方角钢翻转90°,即焊缝为上下位置,然后将拼方角钢依次输送到第一填充装置和第二填充装置内,根据焊接坡口中填充量的需求,通过单道或多道焊缝进行填充焊接,焊接过程中每焊一道焊缝,拼方角钢翻转180°,交替完成所有焊缝;
22、步骤四:焊接结束后,通过挤压拼方机构将角钢输送到定尺装置内进行定尺切断;
23、步骤五:定尺切断结束,通过挤压拼方机构将角钢输送到机加装置内进行焊接矫形和机械加工,直至获得预期的重型方通。
24、与现有技术相比,本发明所达到的有益效果是:本发明为了适应不同的长度,将传统的角钢截断工序由第一道工序移到焊接之后,即首先将一定长度的角钢拼方焊接成为一个方通产品,再根据实际需要截断成为不同的长度的方通,另外本发明在拼方装置的内部设置有循环齿轮组和自动排屑机构,通过循环齿轮组能够使得变位齿轮组所在空腔内的润滑油在循环槽内循环流动,通过循环槽上的滤网能够将润滑油内的碎屑等物质截留住,防止循环齿轮组与动力齿轮的传动发生故障,影响第一转盘的旋转角度,通过自动排屑机构能够将滤网上的碎屑等物质自动排到储屑槽内,以防止长时间工作润滑油内的碎屑等物质堵塞住滤网,同时由于角钢来料的误差,角钢拼方点焊后两条角钢之间的总是会存在一定的间隙,本发明在全焊之前使用横焊位置自动焊接完成角钢拼方的打底焊接,为后续的高效全焊创造有利条件,通过拼方装置内部设置的校准机构,排气架内部的喷气头能够根据第一转盘旋转的角度喷出相应的气流,通过该组气流能够避免焊接装置在对拼方角钢打底焊时金属溶液从焊接口的位置滴落,本发明在打底装置的内部设置有稳压机构,通过稳压机构能够使得拼方角钢内的气体温度相较于外部的气体温度升高,进而防止排气架内的喷气头喷出的气流过大,导致拼方角钢焊接口处的金属溶液流入到拼方角钢内部,保证焊接口处的金属溶液始终位于两组角钢的交界处,最后本发明在定尺装置内设置有激光切割器和检测机构,通过激光切割器对拼方角钢定尺切割,在切割的过程中,通过第二吸气机构和吸气罩将等离子体态的金属蒸气吸走,通过吸气通道内部设置的电极板和磁块能够间接判断出整个切割过程中拼方角钢减少了多少金属,通过对比每次切割时拼方角钢减少的量能够侧面发映出切割过程是否稳定性,保证每个小尺寸方通的切割面相同,通过检测机构能够判断出激光切割器发射出的激光穿透拼方角钢剩余的热量,进而判断激光切割器是否发生了故障,以及拼方角钢型号和材质是否有问题。
- 还没有人留言评论。精彩留言会获得点赞!