激光加工系统的加工头、激光加工系统、改变这样的加工头的焦点位置的方法、计算机程序与流程
本发明涉及一种用于激光加工系统的加工头,该加工头具有保护气体喷嘴和抽吸漏斗。本发明还涉及一种具有该加工头的激光加工系统。此外,本发明涉及一种用于改变用于激光加工系统的加工头的焦点位置的方法。此外,本发明涉及一种计算机程序,该计算机程序包括指令,该指令在通过计算机执行该程序时促使该计算机实施用于改变用于激光加工系统的加工头的焦点位置的根据本发明的方法的步骤。
背景技术:
1、文献de112015003917t5公开了一种用于激光焊接的喷嘴。该喷嘴包括用于保护激光光学器件的风刀--横向射束、同轴地输送的过程-保护气体以及主动的空气冷却装置。
2、文献de19802305a1公开了一种在使用被布置在激光焊接头中的焊接喷嘴的情况下用于接合3d的金属构件的激光焊接头。
3、文献de102012012981b3公开了一种用于对工件表面进行激光加工的光学装置以及一种用于监测加工过程的方法。
4、在激光束焊接时,保护气体输送取决于焊接应用并且通常必须具有足够大的体积流量,借此所形成的等离子体和熔池受到所需程度的影响。作为光学器件保护能够使用垂直于激光束的射束路径的压缩空气流动,该压缩空气流动也称为横向射流或者说交叉射流,并且借助于在光学器件前方的交叉射流-喷嘴产生。来自交叉射流-喷嘴的这种压缩空气流动确保通过横向于或者垂直于光学轴线流动的空气射束使焊接过程中产生的热的金属飞溅物偏转。压缩空气流动和对其进行抽吸能够在交叉射流-喷嘴的周围环境中产生漩涡,该漩涡能够对保护气体-输送产生负面影响并且因此负面地影响激光焊接过程。
5、本发明的任务在于,对用于激光加工系统的加工头和/或用于改变焦点位置的方法进行改进。
技术实现思路
1、根据本发明,根据独立权利要求1和7至9来解决前述任务。
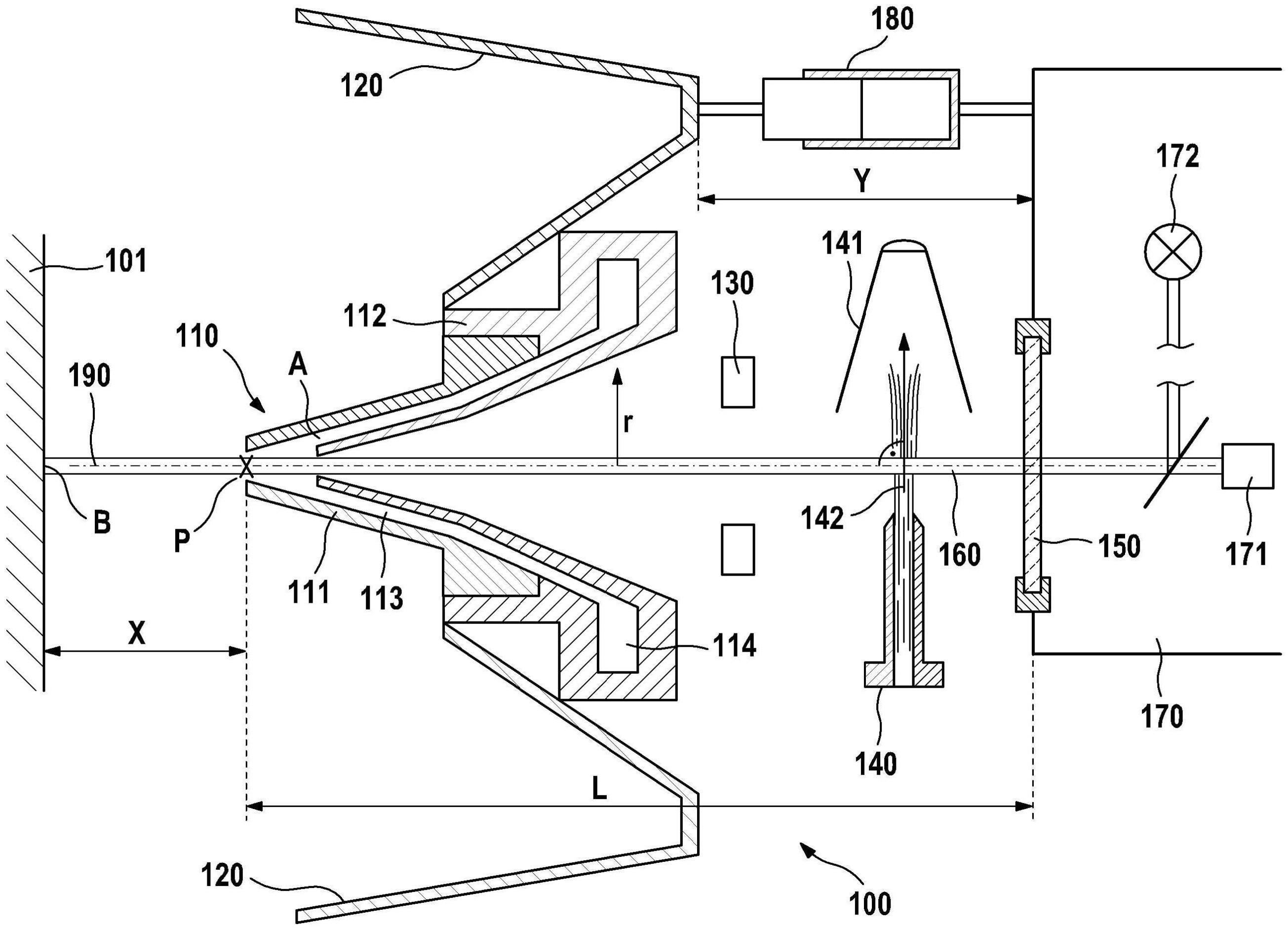
2、本发明涉及一种用于激光加工系统的加工头。所述加工头包括用于激光器或者激光束的射束路径,其中,所述射束路径限定了加工头的轴向方向。所述加工头此外具有保护气体喷嘴,该保护气体喷嘴与射束路径同轴地布置并且尤其在内部中具有空腔。所述保护气体喷嘴的空腔包括射束路径的一部分、尤其是加工头的射束路径的长度的一部分。保护气体喷嘴此外设置用于,给在射束路径的射束出射点处射出的激光束沿着轴向方向输送保护气体。所述加工头此外具有抽吸漏斗,该抽吸漏斗与射束路径同轴并且沿径向方向在保护气体喷嘴之外并且围绕保护气体喷嘴进行布置。抽吸漏斗有利地直接围绕保护气体喷嘴进行布置。所述加工头具有下述优点:将保护气体可靠地输送给射束路径和激光束在工件处的加工位置,并且也将保护气体直接在加工头处吸走。通过抽吸漏斗和保护气体喷嘴的环形的出射开口的对称性,在运行中有利地在工件上的焊接位置处产生限定的保护气体流动。因此,本发明创造了一种能够灵活使用的加工头,该加工头能够有利地在不改造激光设备的情况下实现在工件的弯曲部和狭窄位置处进行激光焊接。
3、在本发明的一种有利的设计方案中,保护气体喷嘴具有沿着径向方向环形的并且沿着轴向方向锥状的间隙,该间隙具有朝向射束出射点变小的间隙横截面。因此提高了保护气体流的输送速度,由此有利地避免对保护气体流产生可能的影响,例如通过可选的交叉射流-喷嘴的空气流或其他的空气流动引起的影响。换言之,通过保护气体流的提高的输送速度有利地避免了由于交叉射流-喷嘴所引起的保护气体流的漩涡。
4、在一种优选的设计方案中,加工头包括调节装置,例如液压缸或气动缸或电执行器。所述调节装置设置用于,使保护气体喷嘴和/或抽吸漏斗沿着轴向方向运动或者说移动,由此尤其对加工头的轴向长度进行调整,例如使轴向长度增大或者减小。作为附加方案,所述加工头有利地具有至少一个线性导引部,用以在借助于调节装置进行调节时沿着轴向方向引导加工头的至少部分,尤其是保护气体喷嘴和/或抽吸漏斗。借助于调节装置所产生的、所述加工头沿着轴向方向的长度改变导致在运行中有利地将激光束的焦点位置调整到工件。换言之,无需调整激光束的射束路径中其他的光学器件,通过借助调节装置对轴向长度进行调节能够调整激光束的焦点位置,其中,尤其使保护气体喷嘴与工件之间的距离保持恒定。
5、在一种有利的设计方案中,加工头也包括交叉射流-喷嘴。交叉射流-喷嘴沿着加工头的轴向方向关于射束出射点布置在保护气体喷嘴和抽吸漏斗的后方并且设置用于,沿着相对于射束路径至少部分地垂直的方向、尤其垂直于加工头的轴向方向产生空气流。优选地,所述加工头具有可选的交叉射流-抽吸装置,该交叉射流-抽吸装置基本上关于射束路径与交叉射流-喷嘴相对地布置。在这种设计方案中,激光设备的光学器件、尤其是保护玻璃在焊接时得到保护以免受焊接飞溅物的影响,因为这些焊接飞溅物被交叉射流-喷嘴所产生的空气流引开。换言之,在这种设计方案中不必经常更换保护玻璃,由此能够提高激光加工系统的或者激光焊接设备的耐用时间。
6、在一种特别优选的实施方案中,保护气体喷嘴此外包括外体和喷嘴内体。有利地,所述喷嘴内体至少部分地是漏斗形的。喷嘴内体与加工头的轴向方向同轴地布置并且至少部分地布置在外体之内,其中,保护气体在保护气体喷嘴的喷嘴内体与外体之间被引导至激光束在加工头处的射束出射点。换言之,保护气体喷嘴在外体与喷嘴内体之间具有间隙,该间隙设置用于输送保护气体,其中,所述喷嘴内体具有——并且有利地所述间隙也具有——锥状的形状或者说是漏斗形的。通过这种实施方案产生的优点是,能够将保护气体引导到射束出射点,由此在空间上增大保护气体流相对于交叉射流-喷嘴的空气流动的距离。此外,产生的优点是,所述保护气体喷嘴在激光束的射束出射点前方不远处的变小的间隙横截面提高了保护气体流的输送速度。通过相对于交叉射流-喷嘴的增大的距离以及保护气体的提高的输送速度,避免或者最小化了保护气体流的漩涡,否则所述漩涡尤其通过交叉射流-喷嘴的空气流动所引起。外体和喷嘴内体优选作为一件式的构件制成或者作为单独的构件制成并且彼此接合,尤其彼此螺纹连接。
7、此外,加工头优选包括可选的照明装置,该照明装置与射束路径同轴地布置,其中,照明装置关于射束出射点布置在保护气体喷嘴和抽吸漏斗后方并且尤其布置在可选的交叉射流-喷嘴前方。所述照明装置设置用于,对沿着轴向方向布置在射束出射点前方的工件进行照明,其中,照明装置的光尤其通过保护气体喷嘴的射束路径射入到工件。换言之,借助于照明装置的照明优选通过保护气体喷嘴的漏斗形的喷嘴内体来进行。照明装置有利地允许了激光束借助位于激光器的射束路径中的摄像机在射束路径中居中地对准,其中,摄像机y利地布置在激光加工系统中。
8、在另一种设计方案中,加工头能够具有用于将加工头装配在激光光学器件处的装配法兰,其中,所述装配法兰尤其包括用于激光束的射束路径的开口。由此能够有利地实现容易且快速地将加工头直接装配在射束路径处。
9、本发明也涉及一种激光加工系统,该激光加工系统包括根据本发明的加工头。
10、此外,本发明涉及一种用于改变用于激光加工系统的加工头的焦点位置的方法。在一个步骤中调整加工头的轴向长度,其中,调整激光加工系统的保护气体喷嘴与保护玻璃之间的距离,由此改变激光束的相对于工件的焦点位置。此外,所述方法包括调节工件与激光束的在围绕射束路径同轴地布置的保护气体喷嘴处的射束出射点之间的工件距离。通过对工件距离的这种调节来调整或者调节工件处的保护气体流动。由此,能够例如在无需在激光加工设备方面进行改装或者机械干预的情况下或者说以快速转换的方式实现在工件处的焦点位置中的激光焊接以及在焦点位置之外的激光焊接,其中,保护气体流动保持恒定。
11、本发明也涉及一种计算机程序,其包括指令,该指令在通过计算机执行该程序时促使该计算机实施用于改变用于激光加工系统的加工头的焦点位置的根据本发明的方法的步骤。
- 还没有人留言评论。精彩留言会获得点赞!