一种传输端子和底座的焊接工艺以及焊接夹具的制作方法
本发明涉及传输端子的焊接工艺,更具体地说,它涉及一种传输端子焊接工艺和焊接夹具。
背景技术:
1、高速传输端子是现在通信中较为常用的光电连接件。
2、现有一种高速传输端子,其是用在电路板中,而由于端子体积较小,端子长度大约1.5cm,宽度为约0.7cm,高度约为0.2cm,因此端子本身体积十分小,端子和电路板焊接是定位难度较大,端子直接焊接固定在电路板废品率较高,焊接容易造成端子和电路板的一同报废;
3、为了避免端子和电路板和废品率,如图1所示,因此现实中,先将端子1焊接在圆形的底座2中,通过圆形的底座2扩大和电路板的接触面,实现电路板和端子1的安装的良品率。由于端子1焊接面较小,直接锡焊难以对较为美观的将端子1和圆形的底座2焊接,而且采用锡焊枪无法精准控制锡料用量,容易造成焊液向圆盘边沿渗出,无法满足客户要求;端子1和圆形的底座2在焊接过程中采用玻璃焊接或者银铜焊接,现将焊料放置在圆形的底座2的沉槽21中,端子1的外壁设有固定肩11,固定肩11插入沉槽21,然后通过石墨治具将插入沉槽21的圆形的底座2定位,并一同放置在真空的焊接容器中,待焊接容器抽真空后注入保护气体,进行高温加热;焊接完毕后端子1的中间固定在圆形的底座2中,端子1上下两个接口为于圆形的底座2的上下两侧。
4、而上述的在容器中进行玻璃焊接有着以下缺陷,由于焊接过程是在充满保护气体的容器中,整体焊接过程中端子1和圆形的底座2的焊接位置发生偏动时,工作人员无法进行干预,并且在焊接成型后无法对焊接错位的端子1和圆形的底座2进行位置矫正。
技术实现思路
1、本发明的第一目的是提供一种传输端子和底座的焊接夹具,对较小的端子和底座以及锡环夹持固定,利用外部加热器的直接加热,使得工作人员可以在加热锡焊过程中对端子和底座位置调整,并且焊接错位的端子也可以在直接加热后返工调整,提升了较小体积端子和底座焊接的良品率。
2、本发明的上述第一技术目的是通过以下技术方案得以实现的:
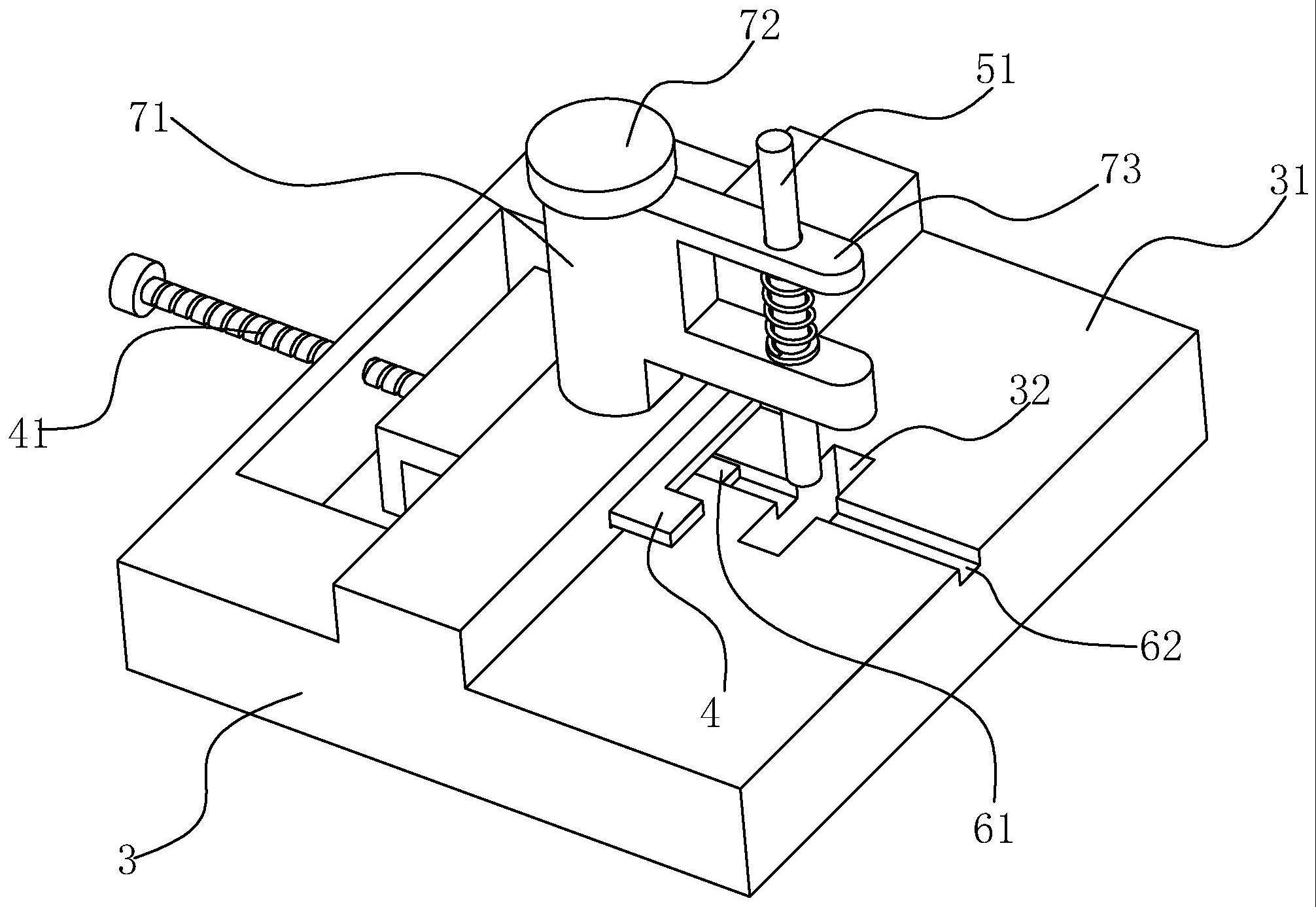
3、优选的,一种传输端子和底座的焊接夹具,包括导热块,导热块上表面为放置底座的平整面,导热块上表面开设有用于端子下方插入的插孔,导热块的上表面滑移有定位夹持端子的夹爪,导热块螺纹连接有推动夹爪朝插孔方向来回移动的螺杆;导热块上端安装有用于顶持端子上端部的顶针,顶针位于插孔的上方,导热块设有推动顶针向下移动的弹性件。
4、优选的,夹爪为凹状结构,夹爪和端子的三个侧面贴合设置。
5、优选的,夹爪的下方固定有定位滑块,导热块开设有指向插孔的直线滑槽,定位滑块滑移在直线滑槽。
6、优选的,螺杆的端部和夹爪为旋转隔挡连接,螺杆的端部沿着其轴线方向和夹爪实现隔挡,螺杆的端部在夹爪内绕自身轴线旋转。
7、优选的,导热块上表面固定有竖直的转轴,转轴套设有转筒,转筒的侧面横向固定有两个支杆,顶针穿设在两个支杆上,且弹性件为位于两个支杆之间的弹簧,弹簧套设在顶针,顶针固定有挡块,弹簧的下端抵触在挡块。
8、优选的,导热块为铜块或者铁块。
9、优选的,导热块上表面和下表面的间距为1-3cm。
10、本发明的第二目的是提供一种传输端子和底座的焊接工艺,对较小的端子和底座以及锡环夹持固定,利用外部加热器的直接加热,使得工作人员可以在加热锡焊过程中对端子和底座位置调整,并且焊接错位的端子也可以在直接加热后返工调整,提升了较小体积端子和底座焊接的良品率。
11、本发明的上述第二技术目的是通过以下技术方案得以实现的:
12、一种传输端子和底座的焊接工艺,包括以下步骤,
13、步骤一,在底座中放入锡环,将端子插入底座的沉槽完成底座和端子对锡环的夹持;
14、步骤二,将底座和端子放置在导热块的上表面,并且将端子的下端插入到导热块的插孔中,完成初步定位;
15、步骤三,推动夹爪,使得夹爪夹持定位端子的侧面;
16、步骤四,将顶针顶持在端子的上端部,实现最终定位;
17、步骤五,将安装端子和底座的导热块放置在加热块上,进行加热锡焊;
18、步骤六,取下加热后的导热块。
19、优选的,步骤一,锡条沿着校正杆缠绕,校正杆的截面和插孔的截面相同,然后沿着校正杆的侧面划断缠绕的锡条得到锡环。
20、优选的,步骤五,加热温度的范围在240-260度。
21、综上所述,本发明具有以下有益效果:
22、(1)焊接夹具对较小的端子和底座以及锡环夹持固定,利用外部加热器的直接加热,使得工作人员可以在加热锡焊过程中对端子和底座位置调整,并且焊接错位的端子也可以在直接加热后返工调整,提升了较小体积端子和底座焊接的良品率。
23、(2)传统的玻璃胶在容器内保护气体焊接的方式,其焊接温度较高,低温玻璃焊料的熔点也在500度,而本设计采用锡条,锡条的熔点在200—300度,因此本设计的人能耗更低,更加环保。
24、(3)传统的玻璃胶在容器内保护气体焊接的方式,其为了避免焊接氧化在产品中形成色差,采用石墨治具,但是石墨本身具有不受力,容易破损的缺陷,容易导致焊接的端子和底座焊接位置出现偏差;而本设计中采用铜或者铁的金属治具,对于端子和底座定位比较稳定且牢固,并且采用底座热传导方式,不需要端子整体受热。
25、(4)玻璃焊料和银铜焊料本身的润湿性相对锡条较差,因此本设计的焊接后端子和底座更加牢固和稳定。
技术特征:
1.一种传输端子和底座的焊接夹具,其特征是:包括导热块(3),导热块(3)上表面为放置底座(2)的平整面(31),导热块(3)上表面开设有用于端子(1)下方插入的插孔(32),导热块(3)的上表面滑移有定位夹持端子(1)的夹爪(4),导热块(3)螺纹连接有推动夹爪(4)朝插孔(32)方向来回移动的螺杆(41);导热块(3)上端安装有用于顶持端子(1)上端部的顶针(51),顶针(51)位于插孔(32)的上方,导热块(3)设有推动顶针(51)向下移动的弹性件(53)。
2.根据权利要求1所述的一种传输端子和底座的焊接夹具,其特征是:夹爪(4)为凹状结构,夹爪(4)和端子(1)的三个侧面贴合设置。
3.根据权利要求1所述的一种传输端子和底座的焊接夹具,其特征是:夹爪(4)的下方固定有定位滑块(61),导热块(3)开设有指向插孔(32)的直线滑槽(62),定位滑块(61)滑移在直线滑槽(62)。
4.根据权利要求1所述的一种传输端子和底座的焊接夹具,其特征是:螺杆(41)的端部和夹爪(4)为旋转隔挡连接,螺杆(41)的端部沿着其轴线方向和夹爪(4)实现隔挡,螺杆(41)的端部在夹爪(4)内绕自身轴线旋转。
5.根据权利要求1所述的一种传输端子和底座的焊接夹具,其特征是:导热块(3)上表面固定有竖直的转轴(71),转轴(71)套设有转筒(72),转筒(72)的侧面横向固定有两个支杆(73),顶针(51)穿设在两个支杆(73)上,且弹性件(53)为位于两个支杆(73)之间的弹簧,弹簧套设在顶针(51),顶针(51)固定有挡块(52),弹簧的下端抵触在挡块(52)。
6.根据权利要求1所述的一种传输端子和底座的焊接夹具,其特征是:导热块(3)为铜块或者铁块。
7.根据权利要求1所述的一种传输端子和底座的焊接夹具,其特征是:导热块(3)上表面和下表面的间距为1-3cm。
8.一种传输端子和底座的焊接工艺,其特征是:包括以下步骤,步骤一,在底座(2)中放入锡环(81),将端子(1)插入底座(2)的沉槽(21)完成底座(2)和端子(1)对锡环(81)的夹持;
9.根据权利要求8所述的一种传输端子和底座的焊接工艺,其特征是:步骤一,锡条沿着校正杆(82)缠绕,校正杆(82)的截面和插孔(32)的截面相同,然后沿着校正杆(82)的侧面划断缠绕的锡条得到锡环(81)。
10.根据权利要求9所述的一种传输端子和底座的焊接工艺,其特征是:步骤五,加热温度的范围在240-260度。
技术总结
本发明公开了一种传输端子和底座的焊接工艺以及焊接夹具,其技术方案要点是,焊接夹具,包括导热块,导热块上表面开设有用于端子下方插入的插孔,导热块的上表面滑移有定位夹持端子的夹爪,导热块螺纹连接有螺杆;导热块上端安装有用于顶持端子上端部的顶针,顶针位于插孔的上方,导热块设有推动顶针向下移动的弹性件,焊接工艺,包括,步骤一,在底座中放入锡环,将端子插入底座的沉槽;步骤二,将端子的下端插入到导热块的插孔中,步骤三,夹爪夹持定位端子的侧面;步骤四,将顶针顶持在端子的上端部,步骤五,将安装端子和底座的导热块放置在加热块上,进行加热锡焊;提升了较小体积端子和底座焊接的良品率。
技术研发人员:李文德,林强,马兹平
受保护的技术使用者:宁波北仑盈运达光电科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!