一种小型密封环槽数控铣削加工方法与流程
本发明属于机械加工领域,涉及一种小型密封环槽数控铣削加工方法。
背景技术:
1、点火装置顶盖是发动机关键重要零件,每个产品上均分布有不同数量的密封环槽,由于密封槽尺寸精度和表观质量直接影响到发动机整体密封性能,因此加工质量要求较高。
2、传统的加工方法是采用直径小于密封环槽槽宽的立铣刀进行加工,由密封环槽位于深孔内端面,且密封环槽宽度都比较窄,仅为1.5mm~4mm,加工部位空间狭窄,容屑及排屑难度大,并且所选的铣刀刀杆相应也比较细,刀具刚性差,切削过程容易出现扎刀、产品表面磕伤、碰伤等问题,导致密封环槽尺寸超差。
3、另一种方式是采用半定制的整体式专用圆柱筒形刀具加工完成。采用半定制的整体式专用圆柱筒形刀具加工,可以实现所有尺寸特征一次加工成型,加工效率较高。但是为了保证半定制的整体式专用圆柱筒形刀具满足强度需求,一般采用yg6硬质合金钢,硬度较大,但是刀具结构不规则,需要多种加工工艺工序(含特种工艺),定制周期长,并且加工尺寸不可调。因此,受制于刀具制作成本高、周期长、每一种刀具尺寸不可调等条件限制,导致点火装置顶盖密封环槽工序生产进度无法保证。除此之外,由于工件及刀具切削空间太小,容屑及排屑难度大,加工过程容易产生挤屑、扎刀等问题,在密封环槽底面容易形成较粗刀纹、接刀印等现象,造成表观质量超差。另外,产品上密封环槽规格越来越多,所需要的刀具种类也越来越多,定制刀具成本加大,间接导致生产成本过大。
技术实现思路
1、为了解决现有深孔内端面小型密封环槽加工方法加工质量差、效率低、成本高的问题,本发明提供一种小型密封环槽数控铣削加工方法。
2、本发明的技术方案是:一种小型密封环槽数控铣削加工方法,包括以下步骤:
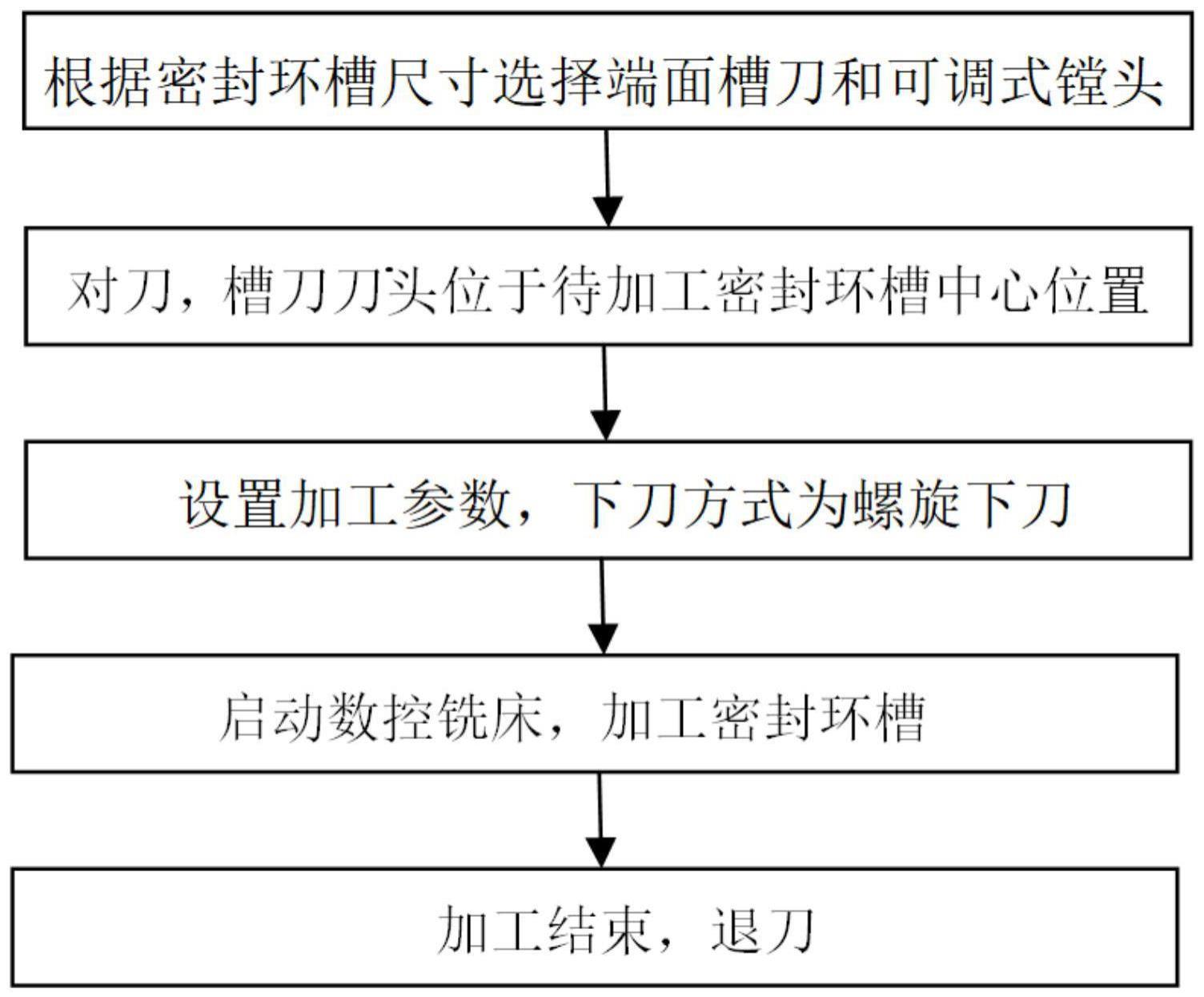
3、步骤1、根据待加工小型密封环槽尺寸,选择可调式镗头和端面槽刀;端面槽刀宽度大于1/2密封环槽宽度且小于密封环槽宽度;
4、步骤2、将端面槽刀安装在可调式镗头上,将工件安装在铣床上进行对刀,使槽刀刀头位于待加工密封环槽中心位置;
5、步骤3、设置加工参数;
6、刀具转速不大于2000转/分,且数控铣床主轴螺旋运行一周内,刀具自转圈数不小于60转;刀具进给量根据刀具转速和工件材料确定;
7、采用螺旋进给方式,螺旋半径根据公式螺旋半径=(密封环槽槽宽-槽刀刀宽)/2计算确定;
8、螺距根据工件材料和加工精度确定;
9、步骤4、启动数控铣床,加工密封环槽;
10、步骤4.1、以螺旋方式下刀,刀头在机床主轴作用下沿环槽加工位置螺旋进给的同时进行自转;
11、步骤4.2、按照步骤4.1方式螺旋进给加切削,当刀具运行至密封环槽底部位置时,刀具沿密封环槽圆周运行一周切削密封槽底面;
12、步骤4.3、刀具按照螺旋下刀路径退至密封环槽中心位置,退刀。
13、进一步地,步骤3中刀具进给量为每分钟1.8mm~3mm。
14、进一步地,所述螺距的范围为0.05mm~0.1mm。
15、进一步地,所述待加工小型密封环槽的宽度为1.5mm~4mm。
16、进一步地,所述待加工小型密封环槽位于工件内深孔端面上。
17、本发明的有益效果是:
18、1、本发明方法采用普通端面槽刀与可调式镗头,槽刀安装在可调式镗头上,在数控铣床设备上采用螺旋进给切削方式,通过设置合理的刀具转速,实现深孔内端面密封环槽的加工,加工精度高,解决了使用立铣刀由于刀具刚性不足导致的导致密封环槽尺寸超差,以及产品表面磕伤、碰伤等问题。
19、2、本发明加工方法中所采用的端面槽刀和可调式镗头,利用刀头径向位移量可调式,根据待加工密封环槽的规格,仅需转动刀柄上的刻度盘,通过可调式镗头将端面槽刀调整到密封环槽中心部位,实现一把刀具、一次装夹就可以完成多种规格深孔端面密封环槽的加工,降本增效,解决了传统的定制筒形刀具规格不可调式,加工过程容易出现接刀痕,刀具定制周期长的问题。
20、3、本发明方法中所采用的端面槽刀为常用车床刀具,如果刀具磨损严重,只需要更换刀头,解决了定制刀具生产成本高、周期长的问题。
21、4、本发明方法适用于密封环槽的加工,尤其适合于深孔内端面小型密封环槽的加工。
技术特征:
1.一种小型密封环槽数控铣削加工方法,其特征在于,包括以下步骤:
2.如权利要求1所述的小型密封环槽数控铣削加工方法,其特征在于,步骤3中刀具进给量为每分钟1.8mm~3mm。
3.如权利要求1所述的小型密封环槽数控铣削加工方法,其特征在于,所述螺距的范围为0.05mm~0.1mm。
4.如权利要求1所述的小型密封环槽数控铣削加工方法,其特征在于,所述待加工小型密封环槽的宽度为1.5mm~4mm。
5.如权利要求1所述的小型密封环槽数控铣削加工方法,其特征在于,所述待加工小型密封环槽位于工件内深孔端面上。
技术总结
本发明提供一种小型密封环槽数控铣削加工方法,采用普通端面槽刀与可调式镗头配合,对刀时使刀头位于待加工环槽中心位置,采用螺旋下刀方式切削,设置合适的刀具转速,刀头在机床主轴作用下沿环槽加工位置螺旋进给的同时进行自转。该方法通过一把刀具、一次装夹就可以实现多种规格密封环槽的加工,尤其适合于深孔内端面密封环槽的加工,操作简单、精度高,解决了传统的定制刀具规格不可调、加工过程容易出现接刀痕、刀具定制周期长、成本高等问题。
技术研发人员:李卫东,李姝妍,张宇洁,厍黎明,李琪,赵振飞,宋天宇,宋凯旋,郭天恩,王振锐,王毅涛,胡帅,朱晨曦,钟辉,王哲军,申张涛,李运,雷喜军,刘福民
受保护的技术使用者:西安航天动力测控技术研究所
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!