一种全自动卡套预装机及其使用方法与流程
本发明涉及管件连接设备,尤其涉及一种全自动卡套预装机及其使用方法。
背景技术:
1、卡套预装机是用来对管件端头进行卡套预装的机械设备,生产此类机型设备的厂家在国内较少,所以使用此设备的厂家多从国外购买,由于使用环境的不同,从国外采购的设备并未和国内做深度适配,即国内在有些环境中会高频率的对卡套预装机进行使用,但国外的此类设备设计的结构紧凑小巧且配合的方式且是手动调压,这样在高频率的使用后,就会造成设备内液压油温过高而需要冷却停机,这样就会影响整个设备的使用效率,而且使得整个设备的能耗过高,同时还会产生安全性的问题;如果要去购买定制或者全自动机型,则需要增加更高的成本。申请号为cn201620305865.3的中国专利:一种自动控制的液压卡套预紧装置,该专利采用的方案能够对卡套的预紧压力进行有效调整,并且有效降低操作程序,可以避免手动调压,但是还是没有解决上述技术问题。
技术实现思路
1、为了克服现有技术的缺陷,本发明所要解决的技术问题在于提出一种全自动卡套预装机及其使用方法,通过提高卡套预装机的自动化和智能化的程度,来达到减少能耗并且使得操作时更加方便。
2、为达此目的,本发明采用以下技术方案:
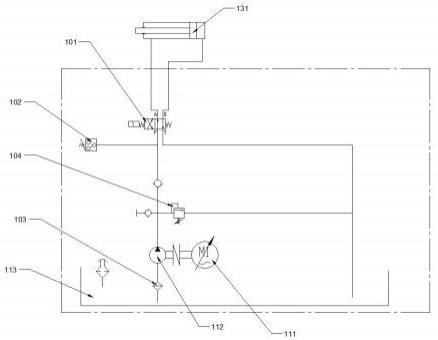
3、本发明提供的一种全自动卡套预装机,包括机箱,所述机箱内设置有呈品字形布局的驱动模块、控制模块和成型模块,所述驱动模块包括伺服电机和油泵,所述成型模块包括推压油缸和成型模具,所述油泵和所述推压油缸通过管路连接,所述油泵和所述推压油缸的管路上设置有电磁换向阀和压力传感器,所述伺服电机驱动所述油泵工作;所述控制模块包括plc控制器和伺服驱动器,所述压力传感器连接至所述伺服驱动器,所述电磁换向阀、所述伺服驱动器连接至所述plc控制器。如此将整个液压系统由plc控制器和伺服驱动器进行处理和调配,以此进一步的提高智能化和自动化,即一键选择适合的加工件规格,然后一键按钮即可完成钢管预装,避免过多繁琐的操作,同时采用伺服电机和对应的液压系统来降低整个预装机的能耗。
4、本发明优选地技术方案在于,所述驱动模块还包括油箱,所述油箱和所述油泵通过管路连接,所述油箱和所述油泵之间的管路上设置有过滤器。以为整个液压系统供油。
5、本发明优选地技术方案在于,所述电磁换向阀为二位四通换向阀,所述电磁换向阀的两个工作油口和所述推压油缸通过管路连接,所述电磁换向阀的进油口和所述油泵通过阀块油道连接,所述电磁换向阀的回油口和所述油箱通过阀块和管路连接。如此在plc控制器的调控下,可以自动的调控液压油的流向。
6、本发明优选地技术方案在于,所述成型模具包括相互配合的固定座和成型座,所述固定座设置于所述推压油缸动力输出端,所述固定座和所述机箱的底部固定连接,所述成型座和固定座通过螺栓可拆卸连接。
7、本发明优选地技术方案在于,所述电磁换向阀和所述油泵之间的管路上设置有泄压阀,所述泄压阀的进口和所述油泵连通,所述泄压阀的出口和所述电磁换向阀的回油口连通。即限定整个液压系统最高的液压油压力阈值,保证液压系统的安全性和寿命。
8、本发明优选地技术方案在于,所述机箱顶部设置有启动按钮和急停按钮,所述机箱的背部设置有电源开关、航插和脚踏插头,所述电源开关连接航插为所述机箱内各部分供电,所述航插连接外部电源和电源开关,所述启动按钮和急停按钮连接至所述plc控制器。
9、本发明优选地技术方案在于,所述机箱顶部还设置有触摸屏,所述plc控制器连接至所述触摸屏。
10、本发明优选地技术方案在于,还包括电源转换器,所述电源转换器和所述电源开关连接,以将ac220v电源转化为dc24v电源为所述机箱内各元件供电。供电时,需要为人工操作的原件进行供电,如触摸屏、启动按钮等等,为了保证安全性,需要将ac220v电转化为dc24v电,以确保人员安全。
11、一种全自动卡套预装机的使用方法,包括以下使用步骤:s10:为全自动卡套预装机接通电源,检查并设定全自动卡套预装机的初始状态;s20:拿取要加工的加工件,根据加工件的外径在触摸屏上对使用的卡套种类进行选择,然后将加工件放至成型摸具加工位,按压启动按钮;s30:通过触摸屏监控卡套预装状态,预装完成后,伺服电机再次启动将推压油缸的动力输出端向后收回,plc控制器继续实时检测后退压力和后退时间,完成推压油缸131复位工作以进行下一次预装作业;s40:根据需要可以更换不同的成型座,并根据工况重新在触摸屏上设定参数,然后继续步骤s20进行卡套预装作业。
12、本发明优选地技术方案在于,在步骤s20中,所述加工件的卡套预装外径范围为:6mm~mm,并根据工况需要在脚踏插头外接脚踏板来控制作业。
13、本发明的有益效果为:
14、本发明的技术方案采用伺服电机去驱动油泵,并利用plc控制器和触摸屏等提高整个卡套预装机的集成度,常规的普通电机和伺服电机的液压系统在控制逻辑上是有本质性的区别的,并在控制系统中采用伺服驱动器、压力传感器和二位四通电磁换向阀对液压油进行实时的监测和全自动控制,在使用中解决了油液发热和手动调压等操作繁琐问题,在实际操作中,一键选择适合的加工件规格,然后一键按钮即可完成钢管预装,实测时连续工作6小时,每次预装需要5s(实际人工速度最快约8-10s),且工作时油液温度不超过45℃,即通过提高卡套预装机的自动化和智能化的程度,使用伺服电机可以达到减少能耗,并且匹配和伺服电机适配的预装机结构和液压控制系统,使得操作时更加方便简洁,以提高工作的效率。
技术特征:
1.一种全自动卡套预装机,包括机箱(1),其特征在于:所述机箱(1)内设置有呈品字形布局的驱动模块(11)、控制模块(12)和成型模块(13),所述驱动模块(11)包括伺服电机(111)和油泵(112),所述成型模块(13)包括推压油缸(131)和成型模具(132),所述油泵(112)和所述推压油缸(131)通过管路连接,所述油泵(112)和所述推压油缸(131)的管路上设置有电磁换向阀(101)和压力传感器(102),所述伺服电机(111)驱动所述油泵(112)工作;
2.根据权利要求1所述的一种全自动卡套预装机,其特征在于:
3.根据权利要求2所述的一种全自动卡套预装机,其特征在于:
4.根据权利要求1所述的一种全自动卡套预装机,其特征在于:
5.根据权利要求1所述的一种全自动卡套预装机,其特征在于:
6.根据权利要求1所述的一种全自动卡套预装机,其特征在于:
7.根据权利要求6所述的一种全自动卡套预装机,其特征在于:
8.根据权利要求7所述的一种全自动卡套预装机,其特征在于:
9.一种全自动卡套预装机的使用方法,其特征在于,包括以下使用步骤:
10.根据权利要求9所述的一种全自动卡套预装机的使用方法,其特征在于:
技术总结
本发明公开了一种全自动卡套预装机及其使用方法,包括机箱,所述驱动模块包括伺服电机和油泵,所述成型模块包括推压油缸和成型模具,所述油泵和所述推压油缸的管路上设置有电磁换向阀和压力传感器,所述伺服电机驱动所述油泵工作;所述控制模块包括PLC控制器和伺服驱动器,所述压力传感器连接至所述伺服驱动器,所述电磁换向阀、所述伺服驱动器连接至所述PLC控制器。本发明解决了油液发热和手动调压等繁琐问题,在实际操作中,一键选择适合的加工件规格,然后一键按钮即可完成钢管预装,即通过提高卡套预装机的自动化和智能化的程度,使用伺服电机可以达到减少能耗,并且匹配和伺服电机适配的预装机结构和液压控制系统,使得操作更加方便简洁。
技术研发人员:张竹鹏
受保护的技术使用者:厦门浩克流体动力有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!