一种激光切割自动化生产系统的制作方法
本发明涉及激光切割生产,具体为一种激光切割自动化生产系统。
背景技术:
1、激光切割机的原理就是将激光束照射到工件表面时释放的能量来使工件融化并蒸发,以达到切割和雕刻的目的,具有精度高,切割快速,不局限于切割图案限制,自动排版节省材料,切口平滑,加工成本低等特点。
2、但常规激光生产线只是解决了连续供料的问题,一次性送出是够长的材料铺在工作台上生产,由于生产过程中送料动作停止,所以效率仍然较低;特别是切割下来的产品形态各异,产品与废料位置交错,使用人工收集效率低下且不安全,即使使用机器人收集也一样存在投入效率低的弊端;而且激光切割生产需要原料放置平台,为了提高生产效率平台就可能会越来越长,造成生产线占地面积大,间接提高了生产成本。
3、因此,现有激光生产线的工作效率受限于切割机的切割效率以及废料收集效率;在大规模的切割作业时,难以及时对工件与废料进行分拣与暂存,容易造成生产线阻塞,生产节拍难以提升的情况。
技术实现思路
1、在现有的技术上,为克服上述现有技术所述的激光切割板材下料慢以及缺乏对成形工件与废料进行自动分拣和储存的问题,本发明的目的在于提供一种安装方便、结构合理的激光切割自动化生产系统。
2、为实现上述目的,本发明提供如下技术方案:
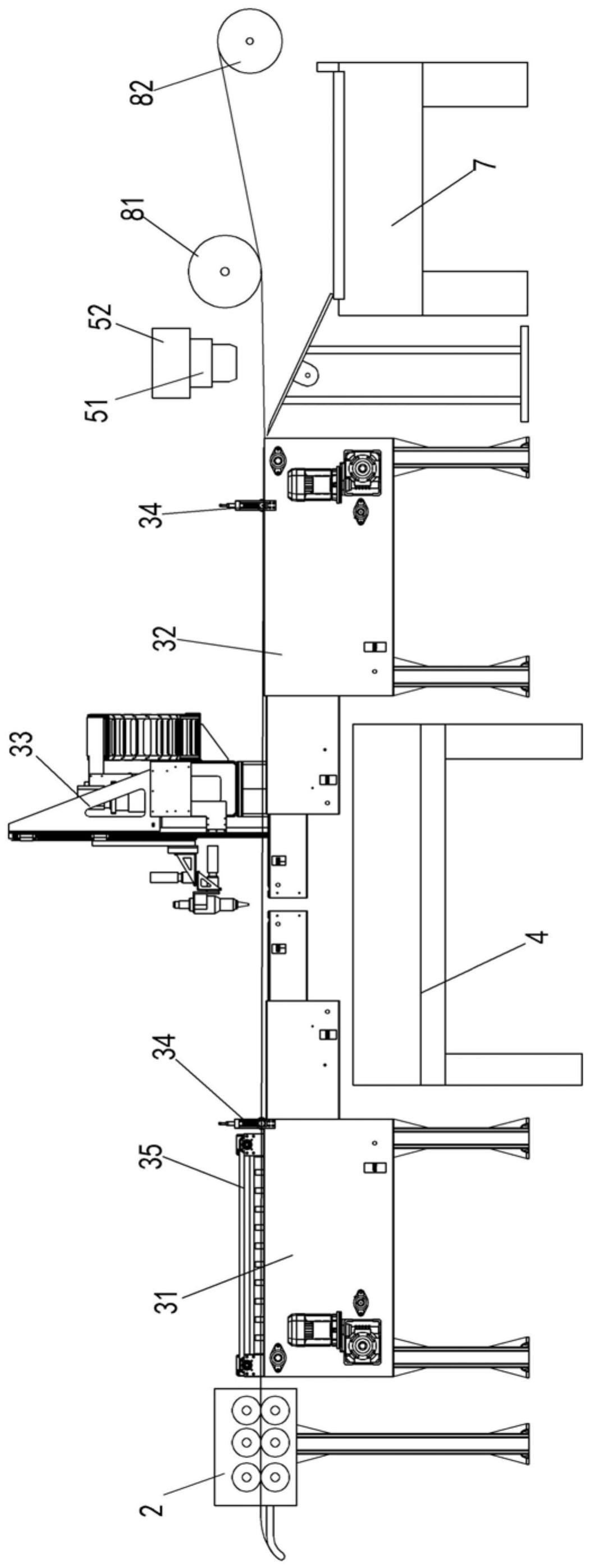
3、一种激光切割自动化生产系统,其包括从左至右依次布置的料架矫正二合一装置、送料装置、激光切割装置、下料分拣装置以及废料卷收装置;
4、所述料架矫正二合一装置包括顺次设置的开卷机与矫正机,所述开卷机用于将金属卷材进行夹持并开卷,所述矫正机用于将开卷机输出的卷材进行矫平形成待加工板料;
5、所述送料装置与料架矫正二合一装置之间设有缓冲空间;该送料装置用于驱动待加工板料沿所述矫正机的输出方向进行位移,为激光切割装置输送板料并实现板料的送进和退回;
6、所述激光切割装置包括直线激光切割机与输送机;所述输送机用于活动支撑待加工板料,并与所述送料装置相配合对板料进行传输;所述直线激光切割机用于对板料沿输送机的宽度方向进行切割,并与所述送料装置相配合对板料进行切割形成工件;
7、所述下料分拣装置用于对工件与呈带状的废料进行分离,将各个加工完成的工件进行分拣与码垛,并将呈带状的废料输送给废料卷收装置;
8、所述废料卷收装置用于将所述下料分拣装置输出的废料进行收卷。
9、更进一步的,所述激光切割装置包括直线激光切割机与两个输送机,第一输送机与第二输送机呈左右对称且分别设在直线激光切割机的两侧,该输送机用于活动支撑位于所述直线激光切割机下方的板料,并与送料装置相配合对板料进行传输以实现板料的送进和退回;所述直线激光切割机用于对两个输送机之间的板料沿输送机的宽度方向进行切割;
10、其中,第一输送机位于所述直线激光切割机靠近送料装置的一侧。
11、更进一步的,所述第一输送机上设有活动约束机构,该活动约束机构用于与所述输送机的传送部件相配合将板料沿送料装置的输送方向进行活动约束。
12、更进一步的,所述活动约束机构包括第一约束组件与第二约束组件,所述第一约束组件与第二约束组件均设在输送机的机架上;所述第一约束组件的约束部件抵触在板料其长度方向的两侧,该第一约束组件用于将板料活动约束在传送部件的居中位置上;所述第二约束组件的约束部件抵触在板料的上端面,该第二约束组件用于将板料活动约束在传送部件上。
13、更进一步的,所述输送机为伸缩式皮带输送机;所述输送机设置的伸缩端位于其靠近相邻输送机的一侧,且伸缩端沿送料装置的输送方向伸缩设置;所述伸缩端用于活动支撑位于直线激光切割机正下方的板料;两个所述输送机的伸缩端末端均设有挡板,且两个挡板之间的缝隙形成激光切割所需的空间。
14、更进一步的,还包括废料收集装置;所述废料收集装置包括倾斜导向板、z字型传送带以及收集框,所述倾斜导向板位于两个挡板之间缝隙的正下方,所述倾斜导向板的输出端位于z字型传送带其输入端的正上方,该倾斜导向板用于收集从两个挡板之间缝隙掉落的废料并将其滑落导向至z字型传送带的输入端;所述z字型传送带的输出端位于收集框的正上方,该z字型传送带用于将废料传送至收集框内。
15、更进一步的,所述下料分拣装置包括直线传送带、第一滑槽板、拍摄器、图像识别设备、万向输送带以及码垛台;
16、所述直线传送带用于输送工件;
17、所述第一滑槽板与第二输送机的输出端相连接,且第一滑槽板的输出端位于直线传送带其输入端的正上方;
18、所述拍摄器设在直线传送带的正上方,该拍摄器用于对直线传送带所传送的工件进行轮廓图像拍摄;
19、所述图像识别设备与拍摄器相连接,且图像识别设备与万向输送带的控制器相连接;该图像识别设备用于根据所述拍摄器所拍摄的轮廓图像以确定目标工件的种类并其发送至万向输送带的控制器内;
20、所述万向输送带设置的输入端与直线传送带的输出端相连,且所述万向输送带的侧面连接有若干个第二滑槽板;该万向输送带用于根据所述图像识别设备所识别出目标工件的种类将目标工件传送至与其相对应的第二滑槽板内;
21、若干个所述码垛台设置于所述万向输送带的一侧,所述码垛台位于第二滑槽板其输出端的正下方,且码垛台与第二滑槽板一一对应设置;该码垛台用于将第二滑槽板所输出的工件进行一一码垛。
22、更进一步的,所述第二输送机的机架上设置有第二约束组件,所述第二约束组件的约束部件抵触在板料的上端面,该第二约束组件用于将完成加工的板料活动约束在传送部件上;
23、所述直线传送带远离第二输送机的一侧设有牵引辊,该牵引辊用于牵引所述第二输送机所输出且完成加工的板料,并与所述第二约束组件相配合以实现对完成加工的板料进行张力保持;
24、所述直线传送带的正上方设有导向辊,该导向辊用于与所述第二约束组件相配合将完成加工的板料水平设置在第一滑槽板的正上方,以实现将工件落入至第一滑槽板上。
25、更进一步的,所述第二约束组件与导向辊之间通过支架吊挂连接有若干个喷气装置,且若干个喷气装置沿第二输送机的宽度方向间隔分布设置;该喷气装置用于将工件从完成加工的板料上分离出来并落入到第一滑槽板上。
26、更进一步的,所述废料卷收装置与牵引辊之间设有缓冲空间,且废料卷收装置靠近牵引辊的一侧设置有支撑辊;该废料卷收装置用于将牵引辊所输出的废料进行卷收。
27、采用上述的技术方案,本发明与现有技术相比,其具有的有益效果是:
28、整个系统就可以实现从原料到成品的全自动加工,并且可以实现成品的码垛及废料的收集,极大的提高了生产效率,降低了人工成本;可多种图形同时切割,随时变换图形,速度快,精度高;最重要是利用卷材输送方向的位移与直线激光切割机的横向位移,实现了对板料进行形成工件的连接切割,大大减少了激光切割自动化生产系统的占地面积同时提高生产效率。
29、同时,本系统实现了全部废料的回收,实现了成形工件与废料自动分离与收集,从而大大提高了本系统的自动化程度;在运行期间达到无人操作,节省人工等。
- 还没有人留言评论。精彩留言会获得点赞!