一种热轧H型钢消除内应力成套设备及其内应力消除方法与流程
本发明涉及热轧h型钢生产,具体而言,涉及一种热轧h型钢消除内应力成套设备及其内应力消除方法。
背景技术:
1、h型钢在万能轧制过程中由于腹板和翼缘在不同的变形区域进行变形,其变形规律和金属流动规律十分复杂,而且变形不均匀,因此在h型钢轧制过程中必然存在变形不均匀的现象。另外,由于腹板比较薄,翼缘比较厚,在轧制过程中腹板的散热面积大、翼缘散热面积小,特别是r角部分厚度较大,而且散热面积小,因此,其温度最高。由于腹板和翼缘变形不均匀,会导致h型钢轧制过程中腹板和翼缘波浪,甚至拉裂等现象。另外由于腹板和翼缘变形不均匀,必然使h型钢端部出现舌形。由于变形不均匀和h型钢断面存在温度差:实际测得翼缘温度比腹板温度高50℃~80℃,因此轧后h型钢中必然存在残余应力和残余变形,影响了h型钢的使用性能,h型钢轧后冷却过程中也造成h型钢存在残余应力的问题。
2、原理上,碳素钢热处理温度越高、保温时间越长、应力消除也就越彻底,碳素钢退火温度550℃~625℃,保温时间与产品的厚度及结构有着直接的关系。以方坯为原料的热轧h型钢经过加热炉加热,粗轧机(bd轧机)往复轧制5至7道次后,切头进入万能轧机连轧11道次出h型钢。经过超快冷处理,进入冷床空冷和喷水冷却。热轧h型钢由于轧制形状特殊,万能轧制时水平辊与侧压立辊轧制,造成形变内应力增大。通过超快冷时,相变引起巨大内应力。内应力的存在,对于热轧h型钢安全服役将产生巨大影响,关系到钢构的安全实用寿命。
3、公开号为cn106939371a的发明专利申请公开了一种消除内应力提高超高强度钢薄壁工件尺寸精度方法,首先将工件装在高压气淬真空炉内,在1.33×10-1pa~1.33×10-3pa真空度下,以10~13℃/min的加热速率将工件加热至420~440℃,当低于热处理工序回火温度80~100℃时,保温4~5小时,再在1.5bar的高纯度氮气保护下慢速冷却至室温;再利用激振器在频率为60~98hz、转速为3600~5700rpm下采用5个不同频率连续对工件振动40min;其是针对超高强钢薄壁工件,而且并未对其加热、冷却及振动所涉及到设备进行介绍。
4、2018年12月,山钢股份莱芜分公司型钢厂李同敬在论文《热轧大型h型钢残余应力相关研究》中分析了热轧h型钢冷却后残余应力的影响、钢残余应力分布情况以及钢残余应力控制措施等内容。2019年6月,中国瑞林工程技术有限公司袁昆在论文《热浸锌部分消除热轧h型钢残余应力研究》中分析了热浸锌工艺对热轧h型钢残余应力的消除作用。
5、东北大学王军磊在其硕士学位论文《h型钢超快冷条件下的变形分析与有限元模拟》中对不同h型钢在同等条件下的变形进行对比分析,观察了h型钢并外扩现象和残余应力的分布情况。
6、热轧h型钢产生内应力的原因理论上概括为:不均匀的塑性变形、不均匀的温度变化、不均匀的相变、裂纹源(非金属夹杂物)的存在及聚集。现有技术还没有适用于热轧h型钢产品消除内应力的可产业化的工艺,尤其是可实现热轧h型钢连续生产的内应力消除工艺。
7、有鉴于此,本发明人针对这一需求展开深入研究,遂有本案产生。
技术实现思路
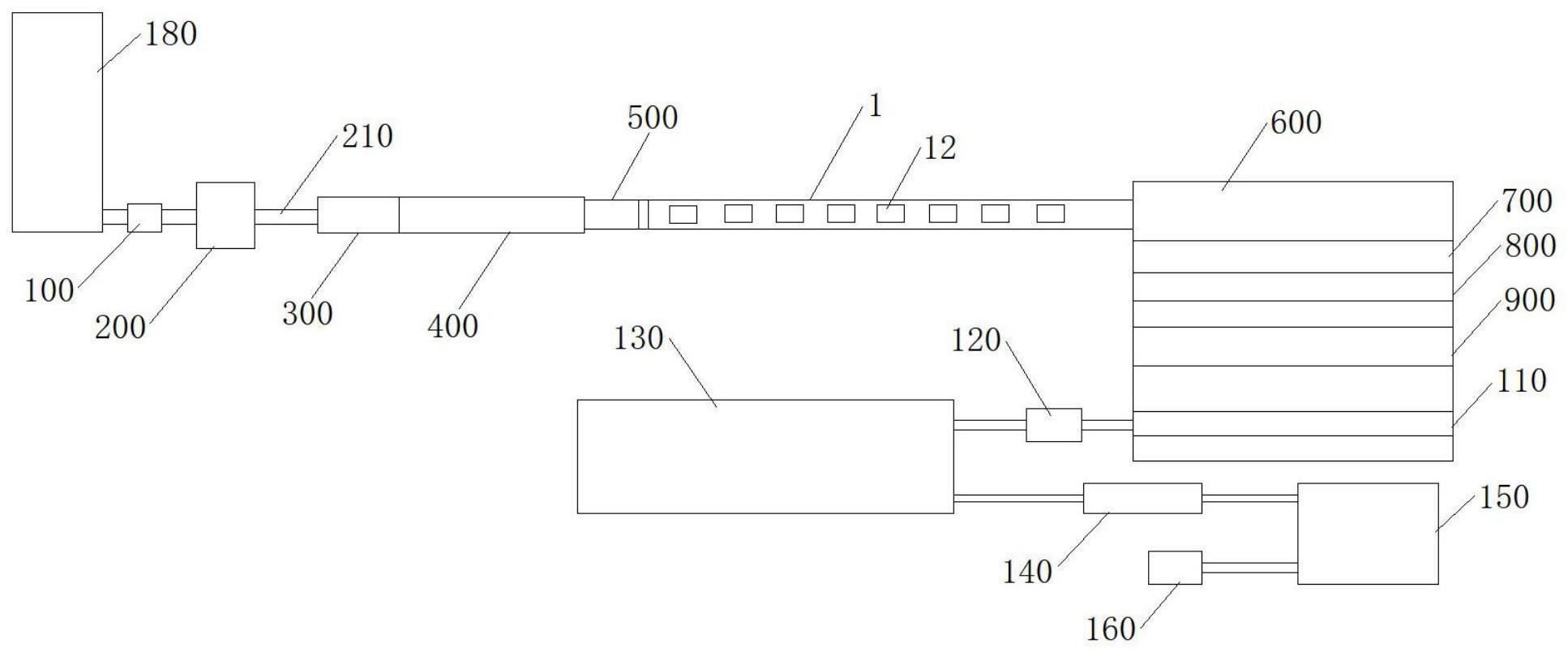
1、为克服现有技术中还没有适用于热轧h型钢产品消除内应力的可产业化的工艺,尤其是可实现热轧h型钢连续生产的内应力消除工艺,本发明提供了一种热轧h型钢消除内应力成套设备,从前到后依次包括加热炉、粗连轧机、精连轧机、均热运输辊道、冷床缓冷保温罩、空冷机、喷水冷却机、热风烘干机、偏芯辊道运输机、矫直机、编组床区域、切割机和打包机,所述加热炉、所述粗连轧机、所述精连轧机和所述均热运输辊道沿所述均热运输辊道长度方向首尾相连设置;所述均热运输辊道、所述空冷机、所述喷水冷却机和所述热风烘干机在所述均热运输辊道末端依次并排放置,
2、冷床缓冷保温罩包括保温罩组件、冷床和用于将热轧h型钢从均热运输辊道转移至所述冷床上的冷床取钢臂组件,所述保温罩组件罩设在所述均热运输辊道转移末端、所述冷床与所述空冷机上方位置处。
3、采用退火处理和振动处理对热轧h型钢的内应力进行消除,并设置均热运输辊道、冷床缓冷保温罩、空冷机、喷水冷却机、热风烘干机、偏芯辊道运输机等设备,对热轧h型钢逐步均匀退火,并在退火后进行偏芯振动,实现了热轧h型钢连续生产的内应力消除工艺。
4、优选地,所述均热运输辊道上设置有用于对所述热轧h型钢进行热辐射加热的热辐射系统,所述热辐射系统包括沿所述均热运输辊道长度方向排布在所述均热运输辊道上的多组热辐射器,每组所述热辐射器均包括对称设置在所述热轧h型钢上下位置的两个热辐射器,位于上方的所述热辐射器辐射表面正对所述热轧h型钢上表面,位于下方的所述热辐射器辐射表面正对所述热轧h型钢下表面。
5、优选地,所述热辐射器上所述辐射表面为波形辐射板。
6、优选地,所述喷水冷却机包括固定托架、摆动托架和雾化喷嘴组件,所述摆动托架通过机械摇摆式组件安装在所述固定托架上,所述摆动托架上表面沿其长度方向上均匀分布有若干所述雾化喷嘴组件。
7、优选地,所述机械摇摆式组件包括左液压驱动缸和右液压驱动缸,所述左液压驱动缸一端铰接在所述固定托架上表面左侧,另一端铰接在所述摆动托架下表面左侧;所述右液压驱动缸一端铰接在所述固定托架上表面右侧,另一端铰接在所述摆动托架下表面右侧。
8、优选地,所述热风烘干机包括支撑轴承座、旋转风筒、设置在所述旋转风筒上表面的吹风嘴和用于控制所述旋转风筒沿其中心轴旋转摆动的旋转摆动机构;
9、所述旋转风筒两端可旋转地安装在所述支撑轴承座上,且一端为进气口,所述吹风嘴与所述旋转风筒内部连通。
10、优选地,所述偏芯辊道运输机包括凸轮运输辊、设置在所述凸轮运输辊的旋转轴两端的弹性支撑组件和用于驱动所述凸轮运输辊沿其旋转轴旋转并沿其旋转轴长度方向移动的运输辊驱动组件,所述凸轮运输辊的两端旋转轴活动安装在所述弹性支撑组件上,所述凸轮运输辊一端旋转轴安装在所述运输辊驱动组件活动端。
11、优选地,所述偏芯辊道运输机上设置有消音罩结构,所述消音罩结构包括消音罩体,所述消音罩体设置在偏芯辊道运输机外围,所述消音罩体一侧向下设置有消声闸门组件,且所述消声闸门组件位于偏芯辊道运输机与热风烘干机之间。
12、本发明提供了一种上述热轧h型钢消除内应力成套设备的内应力消除方法,包括如下步骤:
13、步骤一,从加热炉出来的矩形钢坯经粗轧和精轧成h型钢后到达均热运输辊道;
14、步骤二,热轧h型钢到达均热运输辊道末端后,转移到冷床缓冷保温罩下方的冷床中进行缓冷、再依次经过空冷机空冷、喷水冷却机喷水冷却和热风烘干机热风烘干;
15、步骤三,热风烘干的热轧h型钢经偏芯辊道运输机进行振动,再经矫直、编组、锯切和打包。
16、热轧h型钢钢基体中存在的大型夹杂物分布不均且集中,夹杂物萌生裂纹源造成钢基体连续性能破坏,而且裂纹可以在低于屈服应力条件下传播。热轧h型钢在服役过程中,各种载荷所产生的屈服导致裂纹的进一步扩展到钢基体表层,出现r圆角裂纹发生或断裂,造成热轧h型钢强度失效,钢构坍塌;同时,热轧h型钢翼缘和腹板的轧制变形不均匀,截面温度差等造成热轧h型钢具有很大的内应力,无内应力热轧h型钢生产工艺及装置是实现建筑物安全服役及特殊环境建筑安全的先决条件。
17、优选地,在加热炉内加热时,在炉子预热段、第二加热段、第三加热段、均热段的温度分别控制在不低于980℃、1150~1200℃、1230~1280℃、1250~1280℃,加热时间分别控制在不少于50min、不少于35min、不小于40min、不小于30min,且在炉中的时间控制在150~200min;
18、在粗轧时,开轧温度控制在1130~1150℃,在粗轧前先进行除磷处理,除磷水压不低于20.5mpa;
19、在精轧时,精轧开轧温度控制为950~980℃,终轧温度控制在760~810℃;
20、在均热运输辊道运输时,控制靠近精连轧机一端温度为720~780℃,控制靠近冷床缓冷保温罩一端温度为700~760℃,控制热轧h型钢上下部翼缘温差不超过30℃;均热运输辊道实现了轧制后利用运输辊之间安装的燃气辐射器以及辊道罩体来均衡热轧h型钢退火温度,使退火温度均衡可控。
21、在冷床缓冷保温罩入口侧控制靠近精轧一侧位置处温度680~750℃,控制均热运输辊道末端温度660~720℃,控制热轧h型钢上下部翼缘温差不超过20℃;在冷床缓冷保温罩出口侧控制靠近精轧一侧位置处温度560~630℃,控制远离精轧一侧位置处温度550~620℃,控制热轧h型钢上下部翼缘温差不超过10℃;冷床入口侧保温罩起到了控制退火后的保温时间目的,均热运输辊道和保温罩的联合使用实现了退火温度高、保温时间长,内应力消除彻底。
22、在空冷机的空冷区入口侧控制靠近精轧一侧位置处温度为550~620℃,控制远离精轧一侧位置处温度为540~610℃,控制热轧h型钢上下部翼缘温差不超过10℃;在空冷机的空冷区出口侧控制靠近精轧一侧位置处温度为500~580℃,控制远离精轧一侧位置处温度为490~570℃,控制热轧h型钢上下部翼缘温差不超过10℃;
23、在喷水冷却机的喷水冷却区入口侧控制靠近精轧一侧位置处温度为500~580℃,控制远离精轧一侧位置处温度为490~570℃,控制热轧h型钢上下部翼缘温差不超过10℃;在喷水冷却机的喷水冷却区出口侧控制靠近精轧一侧位置处温度为30~60℃,控制远离精轧一侧位置处温度为30~50℃,控制热轧h型钢上下部翼缘温差不超过5℃;
24、在热风烘干机的热风烘干区出口侧控制靠近精轧一侧位置处温度为60~105℃,控制远离精轧一侧位置处温度为60~105℃,控制热轧h型钢上下部翼缘温差不超过5℃;
25、在偏芯辊道运输机的偏心辊道运输区出口侧控制靠近精轧一侧位置处温度为30~80℃,控制远离精轧一侧位置处温度为30~80℃,控制热轧h型钢上下部翼缘温差不超过5℃;经过偏心辊震动辊道处理过的热轧h型钢,残余应力可被消除35%~80%。
26、矫直过程中h型钢温度不超过80℃;锯切过程中锯切毛刺控制在小于2mm。
27、从加热炉出来的矩形钢坯经过除磷、粗连轧、横向剪切、精连轧形成h型钢,再经过超快冷却、空气冷却、喷水冷却、热风烘干、偏心辊振动、矫直后进入编组床区域进行编组;根据热处理退火原理和偏心辊振动两种方式释放残余应力。
28、有益效果:
29、采用本发明技术方案产生的有益效果如下:
30、(1)采用退火处理和振动处理对热轧h型钢的内应力进行消除,并设置均热运输辊道、冷床缓冷保温罩、空冷机、喷水冷却机、热风烘干机、偏芯辊道运输机等设备,对热轧h型钢逐步均匀退火,并在退火后进行偏芯振动,实现了热轧h型钢连续生产的内应力消除工艺。
31、(2)偏心辊道运输机利用振动时效原理,以机械振动的原理对热轧h型钢施加应力,当附加应力与残余应力叠加的总应力达到或超过某一数值后,在应力集中的地方就会因为应力超过金属材料的屈服强度而发生微观和宏观的塑性变形,从而释放应力。这种塑性变形降低了该处残余应力的峰值,并强化了金属基体。
32、(3)均热运输辊道和冷床缓冷保温罩消除内应力是应用热处理原理,理论上给金属原子足够的能量,使其振动加剧回到平衡位置,从而实现晶格畸变的减少;把轧制后的热轧h型钢整体均热到ac1点适当温度,保温一段时间,按照一定的速度降温;热轧h型钢在退火时,屈服强度值低于残余应力值,残余应力被局部塑性变形所平衡从而减少;同时,热轧h型钢在该温度下产生蠕变,经过一段时间,残余应力被逐渐释放。
- 还没有人留言评论。精彩留言会获得点赞!