一种钢壳电芯壳体焊接定位方法及电池与流程
本发明涉及锂离子电池,尤其涉及一种钢壳电芯壳体焊接定位方法及电池。
背景技术:
1、钢壳锂离子电芯由于壳体材质更薄、封装位置小,所以具有更高的能量密度,且钢壳电芯具有更好的封装可靠性和电芯尺寸一致性。但是由于钢壳制造工艺发展时间较短,激光焊接等工序具有较大的生产难度。
2、请参阅图1,例如,现有钢壳壳体焊接工序,激光焊接机定位机构采用机械定位方式,电芯半成品放置于定位平台,定位压板沿箭头方向移动一定距离,使盖板与电芯壳体接触,完成电芯位置限定。然而现有机械定位方式,通过多面压板限定电芯位置,一方面,机械定位依靠限定块限制气缸或伺服机构进行纠正,限位精度较低;另一方面,激光焊接周边时,由于模具限位精度低,极易造成定位不准,形成虚焊。
技术实现思路
1、基于此,为了解决机械定位机构限位精度较低造成焊接不良的技术问题,提出了一种钢壳电芯壳体焊接定位方法及电池,能够提高焊接夹具定位纠正精度,对产品变形做出精确的纠正,提升焊接产品合格率。
2、第一方面,本发明提供一种钢壳电芯壳体焊接定位方法,包括以下步骤:
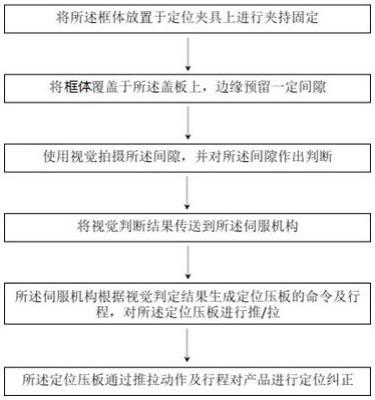
3、s1、将框体放置于定位夹具上进行夹持固定;
4、s2、将所述框体覆盖于盖板上,边缘预留一定间隙;
5、s3、使用视觉拍摄所述间隙,并对所述间隙作出判断;
6、s4、将视觉判断结果传送到所述伺服机构;
7、s5、所述伺服机构根据视觉判定结果生成定位压板的命令及行程,对所述定位压板进行推/拉;
8、s6、所述定位压板通过推拉动作及行程对产品进行定位纠正。
9、进一步的,所述框体尺寸略大于所述盖板,将框体覆盖于所述盖板上,覆盖后边缘预留一定间隙,用于视觉捕捉。
10、进一步的,所述视觉捕捉为所述视觉系统对捕捉到的间隙作出判断,并将判断结果传送到伺服机构,所述伺服机构根据视觉判定结果进行推/拉定位压板。
11、进一步的,捕捉间隙大于预设间隙时,伺服机构向内推进定位压板,进行定位纠正。
12、进一步的,捕捉间隙小于预设间隙时,伺服机构向外拉扯定位压板,进行定位纠正。
13、进一步的,所述定位压板与所述框体之间通过磁力或气缸吸附方式连接。
14、第二方面,本发明提供一种电池,采用如上中的任一项所述钢壳电芯壳体焊接定位方法制备得到。
15、与现有技术相比,本发明的优势如下:
16、本发明的钢壳电芯壳体焊接定位方法及电池,所述所述盖板尺寸略小于框体,将框体覆盖于所述盖板上,覆盖后边缘预留一定间隙,用于视觉捕捉;所述视觉系统对捕捉到的间隙作出判断,并将判断结果传送到伺服机构;所述伺服机构根据视觉判定结果进行推/拉定位压板。本发明的钢壳电芯壳体焊接定位方法,有效降低激光焊接难度,减少虚焊,提高生产合格率。
技术特征:
1.一种钢壳电芯壳体焊接定位方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的钢壳电芯壳体焊接定位方法,其特征在于,所述框体尺寸略大于所述盖板,将框体覆盖于所述盖板上,覆盖后边缘预留一定间隙,用于视觉捕捉。
3.根据权利要求2所述的钢壳电芯壳体焊接定位方法,其特征在于,所述视觉捕捉为所述视觉系统对捕捉到的间隙作出判断,并将判断结果传送到伺服机构,所述伺服机构根据视觉判定结果进行推/拉定位压板。
4.根据权利要求3所述的钢壳电芯壳体焊接定位方法,其特征在于,捕捉间隙大于预设间隙时,伺服机构向内推进定位压板,进行定位纠正。
5.根据权利要求4所述的钢壳电芯壳体焊接定位方法,其特征在于,捕捉间隙小于预设间隙时,伺服机构向外拉扯定位压板,进行定位纠正。
6.根据权利要求5所述的钢壳电芯壳体焊接定位方法,其特征在于,所述定位压板与所述框体之间通过磁力或气缸吸附方式连接。
7.一种电池,其特征在于,采用如权利要求1-6中的任一项所述钢壳电芯壳体焊接定位方法制备得到。
技术总结
本发明提供一种钢壳电芯壳体焊接定位方法。所述方法包括以下步骤:S1、将框体放置于定位夹具上进行夹持固定;S2、将所述框体覆盖于盖板上,边缘预留一定间隙;S3、使用视觉拍摄所述间隙,并对所述间隙作出判断;S4、将视觉判断结果传送到所述伺服机构;S5、所述伺服机构根据视觉判定结果生成定位压板的命令及行程,对所述定位压板进行推/拉;S6、所述定位压板通过推拉动作及行程对产品进行定位纠正。本发明的钢壳电芯壳体焊接定位方法,能够提高焊接夹具定位纠正精度,对产品变形做出精确的纠正,提升焊接产品合格率。
技术研发人员:邸彦苹,王乾,叶凯浩,王志强,谢彦兵,柏超群,宾术,戈志敏
受保护的技术使用者:惠州赣锋锂电科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!