一种减速机法兰全自动螺丝拧紧设备的制作方法
本申请属于减速机制造设备,具体为一种减速机法兰全自动螺丝拧紧设备。
背景技术:
1、近几年国内外市场对减速机的需求逐步扩大,但是减速机生产企业整体规模偏小,生产过程大多依靠人工徒手作业完成,加工组装设备相对落后,工人工作强度较大,组装精度难以保证。基于目前的现状,减速机相关企业迫切需要改变其原有的生产模式,大力提高良品率,降低生产成本,提高生产效率。而现有的减速机法兰螺丝拧紧方式采用了半自动方式,通过手持式螺丝机进行拧紧作业,该种作业方式存在以下不足:1.手持式螺丝工具受操作人员握持力不足的影响;2.对操作人员握持力要求较大,存在手腕受伤的安全隐患;3.拧紧的扭矩、角度等工艺参数精度较差;4.效率低下,严重影响产能提升的需求。
技术实现思路
1、本申请的目的是针对现有技术的缺点,采用空间位置调整器控制螺钉拧紧器配合升降固定装置的方式,设计了一种减速机法兰全自动螺丝拧紧设备,能够自动对法兰与减速机组合在一起的整体进行自动打螺钉,解决了目前在减速机装配的工序中没有自动打螺钉的装置的问题。
2、为了达到上述目的,本申请所采用的技术方案是:
3、一种减速机法兰全自动螺丝拧紧设备,包括支架,所述支架上设有相互配合的升降固定装置和产品输入装置,所述支架上在所述升降固定装置的上方设有空间位置调整器,所述空间位置调整器上设有螺钉拧紧器,所述支架上还设有与所述螺钉拧紧器配合的螺钉筛选输送器。
4、优选的,所述产品输入装置包括两条相互平行的传送带,两条所述传送带的输送面在同一平面上,所述升降固定装置设于两条所述传送带之间。
5、优选的,所述升降固定装置包括第一传感器、下升降定位板、上固定板、第二传感器,所述上固定板和下升降定位板均固定设于所述支架上,所述产品输入装置包括两条相互平行的传送带,两条所述传送带的输送面在同一平面上,所述下升降定位板设于两条所述传送带之间且位于传送带的始端与终端之间,所述第一传感器的感应面向上且与传送带的输送面在同一平面上,所述第一传感器设于所述传送带与所述下升降定位板之间,所述第一传感器与所述下升降定位板之间的连接线段垂直于所述传送带的传送面,所述上固定板上设有若干轴线垂直于所述传送带的输送面的通孔,所述第二传感器设于所述传送带外,所述第二传感器的感应范围在所述下升降定位板与上固定板之间,所述第一传感器信号和第二传感器信号串联后再信号连接所述下升降定位板和所述螺钉拧紧器。
6、优选的,所述螺钉拧紧器包括夹瓣、进钉管、负压管、电动螺丝刀、座体,所述座体的下端设有夹瓣,所述进钉管的一端与所述座体内部连通,所述进钉管的轴线与所述座体的轴线之间预设角度,所述座体与所述进钉管的连通处位于所述座体的顶端与夹瓣之间,所述座体外通过升降装置竖直设有与所述座体同轴的负压管,所述负压管的下端穿入所述座体内,所述电动螺丝刀的下端贯穿伸入所述负压管内,所述电动螺丝刀与所述负压管的顶壁之间通过动密封连接,所述负压管和所述电动螺丝刀均通过升降装置设置在所述座体上,所述座体与所述空间位置调整器的执行端固定连接。
7、优选的,所述螺钉筛选输送器包括螺钉输送器和螺钉筛选器,所述螺钉输送器的输出端连接所述螺钉筛选器的输入端,所述螺钉筛选器的第一输出端连接所述进钉管远离所述座体的一端,所述螺钉筛选器的第二输出端位于ng产品盛装箱的开口处。
8、优选的,所述螺钉输送器包括料仓、振动送料器、送钉管,所述料仓的下端输出口连接所述振动送料器的输入端,所述所述送钉管的管壁上设有物料输入口,所述物料输入口连通所述振动送料器的的输出端,所述送钉管的一端为物料输出端,另一端为气压输入端,所述物料输出端连通所述螺钉筛选器的输入端,所述物料输入口连接所述料仓的出料端且设有启闭门。
9、优选的,所述启闭门采用气缸驱动的方式,气缸驱动所述启闭门运动的方向与所述送钉管的轴线方向平行,所述气压输入端处设有气源。
10、优选的,所述螺钉筛选器包括分料壳体、螺钉识别装置,所述分料壳体的顶端设有进料口,所述分料壳体的下部设有两个出料口,所述分料壳体的顶部在所述进料口处螺钉识别装置,所述进料口处还设有进料开关,所述分料壳体内设有出料切换器,所述螺钉识别装置信号连接所述出料切换器,所述分料壳体上的两个出料口中的一个出料口连接所述进钉管背向所述座体的一端,另一个所述出料口位于ng产品盛装箱的开口处。
11、优选的,所述出料切换器包括切换气缸、切换板,所述切换板上设置两个所述出料口,所述切换气缸的输出端固定连接所述切换板,所述切换气缸的活塞杆的伸缩方向垂直于所述出料口的轴线。
12、优选的,所述空间位置调整器包括x轴位移控制机构、y轴位移控制机构、z轴位移控制机构,y轴位移控制机构的执行端控制连接所述x轴位移控制机构,所述x轴位移控制机构的执行端控制连接所述z轴位移控制机构,所述z轴位移控制机构的执行端控制连接所述螺钉拧紧器。
13、与现有技术相比,本申请的有益效果是:
14、1、本申请采用空间位置调整器控制螺钉拧紧器配合升降固定装置的方式,设计了一种减速机法兰全自动螺丝拧紧设备,能够自动对法兰与减速机组合在一起的整体进行自动打螺钉,解决了目前在减速机装配的工序中没有自动打螺钉的装置的问题。
15、2、本申请中由于升降固定装置设于两条所述传送带之间,因此不会影响传送带传送组装有法兰的减速机,使得组装有法兰的减速机能够完全移动到升降固定装置处,当组装有法兰的减速机能够完全移动到升降固定装置处后,升降固定装置将组装有法兰的减速机夹持住,同时可以使得组装有法兰的减速机整体离开传送带,然后由螺钉拧紧器对组装有法兰的减速机打螺钉,这样能够避免螺钉拧紧器对组装有法兰的减速机打螺钉时挤压到传送带,从而导致传送带变形或者损坏。
16、3、本申请通过设置的进钉管将螺钉输送到座体内,座体内的螺钉由于自身重力掉到座体下端的夹瓣处(此时夹瓣是闭合状态),之后第一升降装置控制负压管下降吸附住螺钉,然后夹瓣打开,第一升降装置继续下降使得负压管的下端(吸附有螺钉)伸出座体使得螺钉与组装有法兰的减速机接触,然后第二升降装置控制电动螺丝刀下降,将负压管下端吸附住的螺丝旋进组装有法兰的减速机上,从而将法兰与减速机固定在一起。
技术特征:
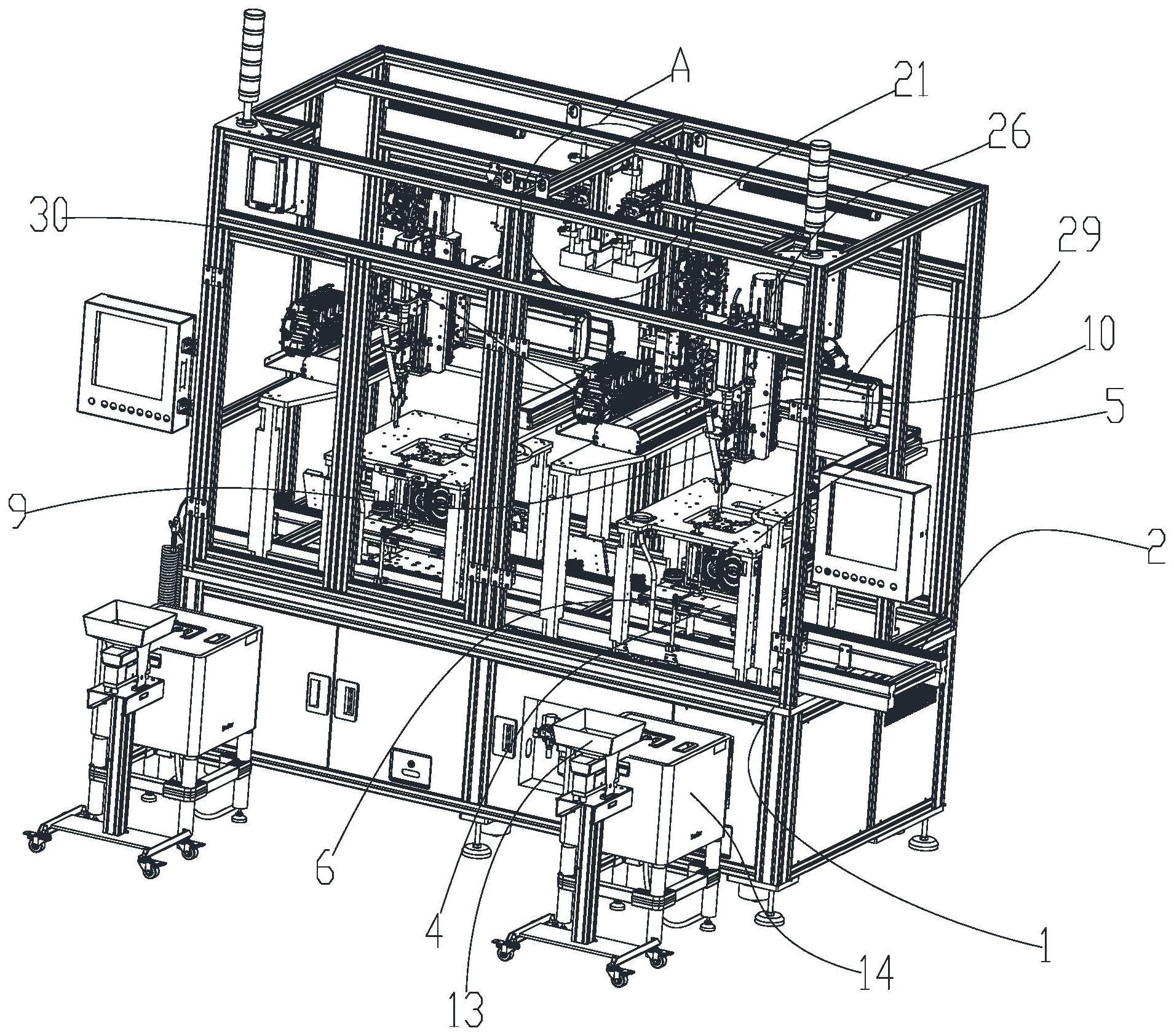
1.一种减速机法兰全自动螺丝拧紧设备,其特征在于,包括支架(1),所述支架(1)上设有相互配合的升降固定装置和产品输入装置,所述支架(1)上在所述升降固定装置的上方设有空间位置调整器,所述空间位置调整器上设有螺钉拧紧器,所述支架(1)上还设有与所述螺钉拧紧器配合的螺钉筛选输送器。
2.根据权利要求1所述的一种减速机法兰全自动螺丝拧紧设备,其特征在于,所述产品输入装置包括两条相互平行的传送带(2),两条所述传送带(2)的输送面在同一平面上,所述升降固定装置设于两条所述传送带(2)之间。
3.根据权利要求2所述的一种减速机法兰全自动螺丝拧紧设备,其特征在于,所述升降固定装置包括第一传感器(3)、下升降定位板(4)、上固定板(5)、第二传感器(6),所述上固定板(5)和下升降定位板(4)均固定设于所述支架(1)上,所述产品输入装置包括两条相互平行的传送带(2),两条所述传送带(2)的输送面在同一平面上,所述下升降定位板(4)设于两条所述传送带(2)之间且位于传送带(2)的始端与终端之间,所述第一传感器(3)的感应面向上且与传送带(2)的输送面在同一平面上,所述第一传感器(3)设于所述传送带(2)与所述下升降定位板(4)之间,所述第一传感器(3)与所述下升降定位板(4)之间的连接线段垂直于所述传送带(2)的传送面,所述上固定板(5)上设有若干轴线垂直于所述传送带(2)的输送面的通孔(7),所述第二传感器(6)设于所述传送带(2)外,所述第二传感器(6)的感应范围在所述下升降定位板(4)与上固定板(5)之间,所述第一传感器(3)信号和第二传感器(6)信号串联后再信号连接所述下升降定位板(4)和所述螺钉拧紧器。
4.根据权利要求1所述的一种减速机法兰全自动螺丝拧紧设备,其特征在于,所述螺钉拧紧器包括夹瓣(8)、进钉管(9)、负压管(10)、电动螺丝刀(11)、座体(12),所述座体(12)的下端设有夹瓣(8),所述进钉管(9)的一端与所述座体(12)内部连通,所述进钉管(9)的轴线与所述座体(12)的轴线之间预设角度,所述座体(12)与所述进钉管(9)的连通处位于所述座体(12)的顶端与夹瓣(8)之间,所述座体(12)外通过升降装置竖直设有与所述座体(12)同轴的负压管(10),所述负压管(10)的下端穿入所述座体(12)内,所述电动螺丝刀(11)的下端贯穿伸入所述负压管(10)内,所述电动螺丝刀(11)与所述负压管(10)的顶壁之间通过动密封连接,所述负压管(10)和所述电动螺丝刀(11)均通过升降装置设置在所述座体(12)上,所述座体(12)与所述空间位置调整器的执行端固定连接。
5.根据权利要求4所述的一种减速机法兰全自动螺丝拧紧设备,其特征在于,所述螺钉筛选输送器包括螺钉输送器和螺钉筛选器,所述螺钉输送器的输出端连接所述螺钉筛选器的输入端,所述螺钉筛选器的第一输出端连接所述进钉管(9)远离所述座体(12)的一端,所述螺钉筛选器的第二输出端位于ng产品盛装箱(21)的开口处。
6.根据权利要求5所述的一种减速机法兰全自动螺丝拧紧设备,其特征在于,所述螺钉输送器包括料仓(13)、振动送料器(14)、送钉管(15),所述料仓(13)的下端输出口连接所述振动送料器(14)的输入端,所述所述送钉管(15)的管壁上设有物料输入口,所述物料输入口连通所述振动送料器(14)的的输出端,所述送钉管(15)的一端为物料输出端,另一端为气压输入端,所述物料输出端连通所述螺钉筛选器的输入端,所述物料输入口连接所述料仓(13)的出料端且设有启闭门(16)。
7.根据权利要求6所述的一种减速机法兰全自动螺丝拧紧设备,其特征在于,所述启闭门(16)采用气缸驱动的方式,气缸驱动所述启闭门(16)运动的方向与所述送钉管(15)的轴线方向平行,所述气压输入端处设有气源。
8.根据权利要求5所述的一种减速机法兰全自动螺丝拧紧设备,其特征在于,所述螺钉筛选器包括分料壳体(17)、螺钉识别装置,所述分料壳体(17)的顶端设有进料口(20),所述分料壳体(17)的下部设有两个出料口(22),所述分料壳体(17)的顶部在所述进料口(20)处螺钉识别装置,所述进料口(20)处设有进料开关,所述分料壳体(17)内设有出料切换器,所述螺钉识别装置信号连接所述出料切换器,所述分料壳体(17)上的两个出料口(22)中的一个出料口(22)连接所述进钉管(9)背向所述座体(12)的一端,另一个所述出料口(22)位于ng产品盛装箱(21)的开口处。
9.根据权利要求8所述的一种减速机法兰全自动螺丝拧紧设备,其特征在于,所述出料切换器包括切换气缸(27)、切换板(28),所述切换板(28)上设置两个所述出料口(20),所述切换气缸(27)的输出端固定连接所述切换板(28),所述切换气缸(27)的活塞杆的伸缩方向垂直于所述出料口(20)的轴线。
10.根据权利要求1所述的一种减速机法兰全自动螺丝拧紧设备,其特征在于,所述空间位置调整器包括x轴位移控制机构(29)、y轴位移控制机构(30)、z轴位移控制机构(26),y轴位移控制机构(30)的执行端控制连接所述x轴位移控制机构(29),所述x轴位移控制机构(29)的执行端控制连接所述z轴位移控制机构(26),所述z轴位移控制机构(26)的执行端控制连接所述螺钉拧紧器。
技术总结
本申请属于减速机制造设备技术领域,具体为一种减速机法兰全自动螺丝拧紧设备,包括支架,支架上设有相互配合的升降固定装置和产品输入装置,支架上在升降固定装置的上方设有空间位置调整器,空间位置调整器上设有螺钉拧紧器,支架上还设有与螺钉拧紧器配合的螺钉筛选输送器。本申请采用空间位置调整器控制螺钉拧紧器配合升降固定装置的方式,设计的一种减速机法兰全自动螺丝拧紧设备,能够自动对法兰与减速机组合在一起的整体进行自动打螺钉,解决了目前在减速机装配的工序中没有自动打螺钉的装置的问题。
技术研发人员:桑勤
受保护的技术使用者:昆山迈征自动化科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!