带刀库的吸盘自动定位的加工中心及控制系统、方法与流程
本发明涉及木工机械加工领域技术,尤其是指一种带刀库的吸盘自动定位的加工中心及控制系统、方法。
背景技术:
1、随着微处理器的出现,世界进入了一个全新的数控时代,用计算机才可以实现的多轴控制的机床迅速兴起,使木材加工进入了一个自动化、智能化时代,数控木材加工中心在木材加工领域的应用越来越普遍。
2、现有技术中,数控木材加工中心可以完成镂铣、垂直钻孔、开槽工序,借助于木材加工中心,可以方便对木材进行加工,能够提高生产效率。而由于木材需要进行各种加工处理才能出成品,使得除却木材加工中心外,还需要其他制作工序对木材进行加工,为此,对于一件木材从开始制作到出成品形成了一条生产线。而由于木材的制作中,通常会多条生产线同时进行加工,现有技术中的用于木材的各个加工中心是独立工作的,彼此之间无法进行工作上的联动,导致对于每个加工中心均需要单独的上下料机构以进行上下料,这样会增加设备的成本,同时,需要更多的人工分别对不同的加工中心进行监控,无法使各个加工中心之间联系起来,导致不能做到一个总控同时控制两个以上加工中心,无法达到更具智能化生产的目的;以及,现有技术中的加工中心通常不具备刀库,导致在需要更换不同的刀具时,需要停机并自外界另取刀具再进行人工换刀,这样会导致其无法实现自动换刀,且人工换刀难以掌控对刀具的精确定位。
3、因此,需要研究出一种新的技术以解决上述问题。
技术实现思路
1、有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种带刀库的吸盘自动定位的加工中心及控制系统、方法,其实现了两个加工中心的串联,实现了一个总控同时控制两个加工中心的设计,更具智能化,具备刀库,实现了自动换刀设计。
2、为实现上述目的,本发明采用如下之技术方案:
3、一种带刀库的吸盘自动定位的加工中心,包括有左右并排间距布置的一号加工中心和二号加工中心,所述一号加工中心和二号加工中心之间设置有机器人;
4、所述一号加工中心的右侧和二号加工中心的左侧均设置有输送线;两条输送线左右并排间距设置;
5、每条输送线依制程顺序依次包括有进料滚筒、升降进料台、取料位、下料位,所述机器人往复运动于取料位、一号加工中心、二号加工中心、下料位之间,两条输送线的下料位之间设置有垫板暂停位;
6、所述一号加工中心和二号加工中心具有相同的结构,所述一号加工中心和二号加工中心均包括有底座、龙门架装置、机头、工作台装置;
7、所述工作台装置安装在底座上,所述龙门架装置可来回x向滑动地与底座安装在一起;所述机头可来回y向滑动地安装在龙门架装置的横梁上;
8、所述横梁的左右两端分别通过左立柱、右立柱可滑动地连接于底座的左右两侧,所述左立柱上连接有刀库装置;所述横梁的左右两端分别延伸至左立柱、右立柱外;
9、所述机头包括左机头和右机头;所述左机头、右机头左右并列设置于龙门架装置的横梁上,且置于工作台装置正上方;所述左机头设置有换刀电主轴,所述换刀电主轴可用于配合刀库装置进行换刀;
10、所述工作台装置包括安装在底座上、沿x向排列的复数组移动工作台机构,所述移动工作台机构为自动定位移动工作台机构;每组所述自动定位移动工作台机构包括安装在底座上、可相对底座来回x向滑动的工作台和可独自y向滑动地安装在每条工作台上的复数个吸盘机构。
11、作为一种优选方案,所述取料位设置有机器人取料滚筒,所述机器人取料滚筒的输入侧衔接于升降进料台的输出侧,所述机器人取料滚筒的输入侧的一侧设置有固定式扫码枪。
12、作为一种优选方案,所述下料位与垫板暂停位均设置有码垛升降机。
13、作为一种优选方案,还包括有中控台,所述一号加工中心、二号加工中心、进料滚筒、升降进料台、机器人电性连接于中控台,所述一号加工中心、二号加工中心均连接有电柜,所述电柜电性连接于中控台。
14、作为一种优选方案,所述刀库装置包括基座及安装于基座上的刀盘、若干刀头、旋转机构、气缸驱动机构,所述基座的一端通过一连接板固定连接于左立柱的外侧,所述旋转机构安装于基座一侧的上方,所述旋转机构包括安装于基座一侧的旋转座和安装于旋转座上的旋转轴、驱动旋转轴的驱动单元,所述基座上于旋转机构的一侧连接有支撑柱,所述刀盘位于旋转座的上方并连接于旋转轴的上端,所述旋转轴的上端穿过刀盘连接于支撑柱的横向延伸部,若干刀头沿环形依次间距安装于刀盘的下端面;所述气缸驱动机构安装于刀盘的上表面,并用于气动驱动刀头。
15、一种带刀库的吸盘自动定位的加工中心的控制系统,其基于前面任一项所述的带刀库的吸盘自动定位的加工中心;包括有中控和分别连接于中控的一号加工中心控制系统、二号加工中心控制系统、线体控制系统、机器人控制系统;
16、所述一号加工中心控制系统、二号加工中心控制系统均包括有cnc控制器,所述cnc控制器包括有cpu模块、io模块、运动模块和通信模块;
17、所述一号加工中心控制系统的通信模块连接于一号加工中心的机头的主轴变频器,并通过一号加工中心的机头的主轴变频器连接于一号加工中心的机头的主轴电机;所述一号加工中心控制系统的运动模块连接于一号加工中心的机头的轴进给伺服驱动器,并通过一号加工中心的机头的进给伺服驱动器连接于一号加工中心的机头的轴伺服电机;所述一号加工中心控制系统的io模块连接于一号加工中心的机头对应的机床开关量输入信号及负载输出信号;
18、所述二号加工中心控制系统的通信模块连接于二号加工中心的机头的主轴变频器,并通过二号加工中心的机头的主轴变频器连接于二号加工中心的机头的主轴电机;所述二号加工中心控制系统的运动模块连接于二号加工中心的机头的轴进给伺服驱动器,并通过二号加工中心的机头的进给伺服驱动器连接于二号加工中心的机头的轴伺服电机;所述二号加工中心控制系统的io模块连接于二号加工中心的机头对应的机床开关量输入信号及负载输出信号;
19、所述线体控制系统通过线体io端连接于进料滚筒、升降进料台、机器人取料滚筒及码垛升降机各自的辊筒线体执行装置;所述固定式扫码枪连接于线体控制系统;
20、所述机器人控制系统包括机器人io端,所述一号加工中心控制系统的io模块、二号加工中心控制系统的io模块、线体控制系统的线体io端、机器人控制系统的机器人io端之间交互信号。
21、作为一种优选方案,所述辊筒线体执行装置连接于进料滚筒、升降进料台、机器人取料滚筒及码垛升降机的相应的线体辊筒电机。
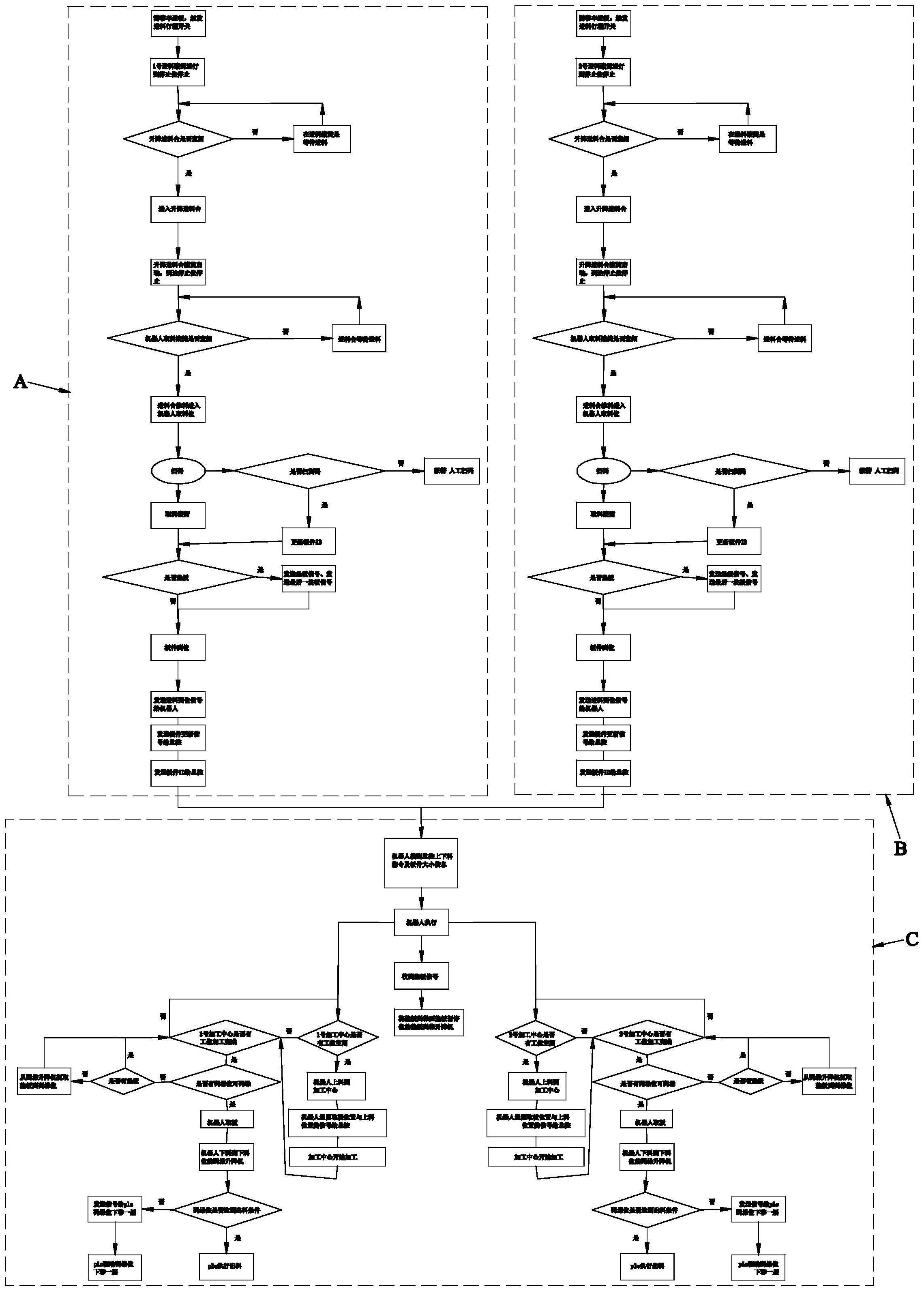
22、一种采用如前面任一项所述带刀库的吸盘自动定位的加工中心的控制系统的加工控制方法,包括有以下步骤:
23、步骤1:游移车进板,触发进料行程开关;
24、步骤2:进料滚筒运行到停止位停止;
25、步骤3:进入升降进料台;同时,检测升降进料台是否空闲,若是,则进入升降进料台,若否,则在进料滚筒是等待进料;
26、步骤4:升降进料台滚筒启动,到达停止位停止;
27、步骤5:检测机器人取料滚筒是否空闲,若是,则升降进料台推料进入机器人取料滚筒直至机器人取料位,若否,则升降进料台等待进料;
28、步骤6:固定式扫码枪进行扫码;同时,检测固定式扫码枪是否扫到码,若是,则更新板件id;若否,则报警并进行人工扫码;
29、步骤7:检测是否垫板;若是,则发送垫板信号、发送最后一块板信号;若否,则板件到位;
30、步骤8:发送进料到位信号给机器人,发送板件更新信号给总控,发送板件id给总控;
31、步骤9:机器人接到总控上下料指令及板件大小信号;
32、步骤10:机器人执行;
33、步骤11:检测加工中心是否有工位空闲;若是,则机器人上料到加工中心,加工中心开始加工,同时,机器人返回取板位置与上料位置的信号发送给总控;若否,则检测加工中心是否有工位加工完成;
34、步骤12:若检测加工中心有工位加工完成,则检测下料位是否有码垛位可码垛,若是,则机器人取板下料至下料位的码垛升降机,若否,则检测是否有垫板;此处,检测是否有垫板,若是,则回到步骤11,若否,则机器人从垫板暂停位的码垛升降机抓取垫板到下料位的码垛位。
35、作为一种优选方案,在步骤12中,机器人取板下料至下料位的码垛升降机后,检测下料位的码垛升降机的码垛位是否达到出料条件,若是,则plc执行出料,若否,则发送信号给plc码垛位下移一层,此处,plc驱动下料位的码垛升降机的码垛位下移一层。
36、作为一种优选方案,在步骤10中,同时,机器人收到垫板信号,将垫板码垛至垫板暂停位的码垛升降机。
37、本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,其主要是通过于一号加工中心和二号加工中心之间设置有机器人,并使机器人往复运动于取料位、一号加工中心、二号加工中心、下料位之间,如此,可使其实现了两个加工中心的串联,实现了一个总控同时控制两个加工中心的设计,更具智能化,且降低了设备成本,减少了人工,提高了生产效率;其次,通过于左立柱上连接有刀库装置,并使左机头设置有换刀电主轴,以使换刀电主轴可用于配合刀库装置进行换刀,如此,使其具备刀库,实现了自动换刀设计;以及,其控制系统包括有中控和分别连接于中控的一号加工中心控制系统、二号加工中心控制系统、线体控制系统、机器人控制系统,配合特定的加工控制方法步骤,可确保两个加工中心的加工控制可靠、智能、高效、运行稳定,避免出现漏板、错板、等待耽误工时等现象,实现了整机的全自动无人化操作。
38、为更清楚地阐述本发明的结构特征、技术手段及其所达到的具体目的和功能,下面结合附图与具体实施例来对本发明作进一步详细说明。
- 还没有人留言评论。精彩留言会获得点赞!