中厚板奥氏体不锈钢容器的高效组合焊接工艺及焊接机构的制作方法
本发明涉及一种中厚板奥氏体不锈钢容器的高效组合焊接工艺及焊接机构。
背景技术:
1、某20英尺系列低温液体罐箱内筒体材质为13mm厚sa240 304(s30408)奥氏体不锈钢,最低设计温度-196℃,可装载液化(氧、氮、氩、乙烯、乙烷、天然气、二氧化碳)等介质,按照asme sect.ⅷdiv.1,2021ed&appendix 44室温应变强化制造技术及图样的要求进行制造与检验,在研发过程中内筒体的纵、环缝焊接方式设计为paw+tig双枪复合自动焊接。
2、paw+tig双枪复合自动焊是目前低温容器制造中的一种高效焊接方式,其两把焊枪为纵列式排列,前枪为paw(等离子焊),利用其等离子电弧良好的小孔穿透能力,在保证背面稳定成形的同时,可尽量提高焊接速度,由于焊接速度较快,正面焊缝往往会有咬边缺陷产生,为弥补前枪产生的焊缝表面缺陷,再使用后枪tig焊填丝焊接对前枪产生的表面缺陷进行覆盖,以达到焊缝正反面成形稳定良好,对于壁厚为3~8mm以下不锈钢的焊接可不开坡口一次焊接成形,极大地提高了容器纵、环缝焊接效率。由于研发项目中的不锈钢筒体壁厚为13mm,已超出自动焊机焊接范围,为此申请人设计了两种焊接方案并按照asmesect.ⅷdiv.1,2021ed&appendix 44室温应变强化进行了焊接工艺试验。
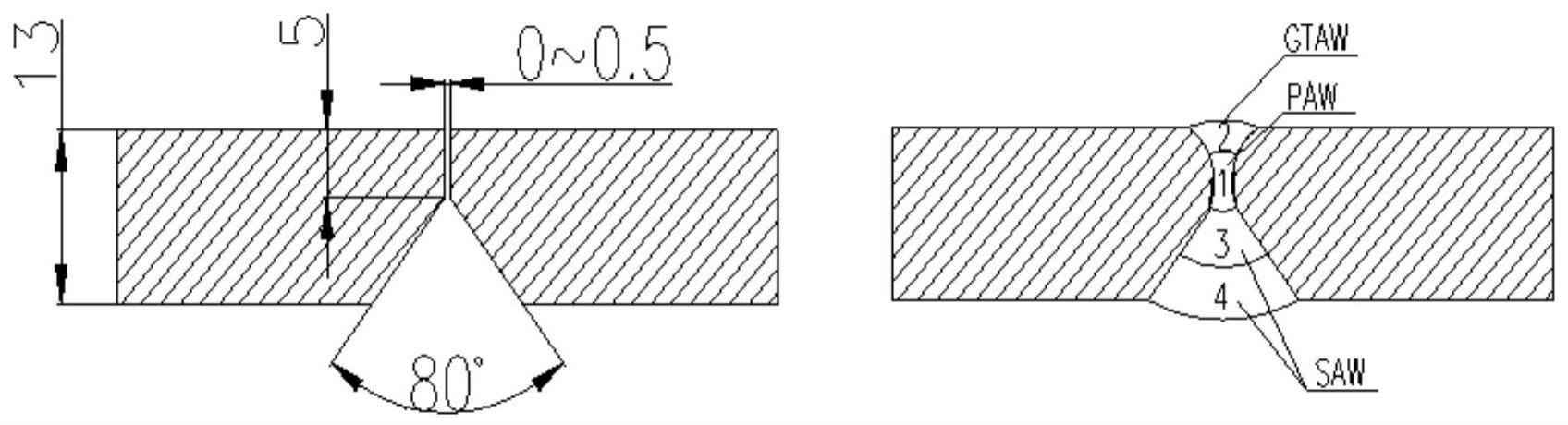
3、第一种方案为使用paw+tig双枪复合焊接方式,焊接接头设计成y型坡口,坡口角度80°,钝边5mm,接头形式、焊道布置如图1所示。第二种方案为使用双面埋弧焊,接头形式,焊道布置如图2所示。
4、对两种方案试验的焊接试板按照asme bpvc viii.1mandator y appendix 44与asme bpvc.ix-2021规范要求进行力学性能测试,发现采取第一种方案进行paw+tig双枪复合焊接的所有试验数据指标完全满足规范要求,而第二种方案埋弧焊焊的试板有两项重要数据指标:冲击韧性与断后延长率相对于规范标准与第一种方案相比有大幅下降。研究分析后认为,如采取第二种方案使用低温应变制造技术制造容器会存有一定的质量安全风险,为此选择第一种方案paw+ti g双枪复合焊接进行样罐的研发制造。然而在研发制造过程中,发现在焊接筒节纵、环缝时,焊缝出现大量气孔以及局部未焊透缺陷,而且背面焊缝成形较差,造成大量的人工返修成本,经对缺陷产生的原因研究分析后认为,由于焊接试验的板材尺寸短,有利于坡口、钝边的加工,尺寸精度有一定的保证,而实际生产中的板材尺寸大,在加工时会存在一定的尺寸误差,对下一步的筒节纵、环缝组对造成一定的错边量存在,尤其是封头与筒节组对,累计偏差会达到2mm,这种尺寸的偏差无形中就造成焊接时焊接母材的厚度相对增加,对paw+tig双枪复合焊接时形成困难,虽经过多次焊接参数的调整还是无法解决缺陷多的问题,对生产效率与整个制造周期造成不利影响。
5、公开号为cn106392272a的专利:锅炉、压力容器中厚板y型坡口埋弧焊不清根焊接工艺,虽然也是针对压力容器罐,但此专利还是无法解决累计偏差造成缺陷多的问题。公开号为cn103495797b的专利:一种厚板y型坡口不等间隙不清根焊接方法,虽然坡口与钝边采用了不同的焊接方式,但也无法解决申请人面临的实际生产中的板材尺寸大,累计偏差造成缺陷多的问题。
技术实现思路
1、本发明的目的在于,克服现有技术中存在的缺陷,提供一种中厚板奥氏体不锈钢容器的高效组合焊接工艺,合格率达到了99.28%,焊接质量得到有效保证。在筒体正面无坡口侧使用paw+tig双枪复合焊接使等离子焊接优势得到了充分发挥,在筒体内部坡口侧直接使用埋弧焊焊接减少了双面埋弧焊时反面清根工序,整体生产周期超计划7天完成了生产任务,缩短了制造周期。相比于saw双面焊接在实际生产中能节省焊材40%~50%左右,大大节省了焊材用量,且焊接质量更为可靠。
2、为实现上述目的,本发明的技术方案是设计一种中厚板奥氏体不锈钢容器的高效组合焊接工艺,包括如下依次进行的工艺步骤:
3、s1:将液体罐箱内筒体板加工出y型坡口,板厚为13mm,坡口间隙为0~1mm,坡口角度为70~80°,钝边尺寸为4~6mm;
4、s2:将坡口反置,将钝边侧作为正面放在外侧使用等离子氩弧焊,然后坡口面作为背面放在里侧使用埋弧焊来完成背面的焊接。该工艺由两种高效焊接方式组合,对于中厚板容器焊接有较大优势,设计成y型坡口,把坡口设计在筒体内部,在筒体正面无坡口侧使用paw+t ig双枪复合焊接使等离子焊接优势得到了充分发挥,在筒体内部坡口侧直接使用埋弧焊焊接减少了双面埋弧焊时反面清根工序,整体生产周期超计划7天完成了生产任务,缩短了制造周期,提高了生产效率。
5、进一步的技术方案是,在s2步骤中,在坡口正面先进行第一道自熔等离子焊作为打底焊,在第一道焊缝上方进行第二道钨极气体保护电弧焊;然后在坡口背面进行第三道焊,然后在第三道焊下方进行第四道焊。
6、进一步的技术方案是,第三道焊及第四道焊均为埋弧焊。
7、进一步的技术方案为,坡口角度为80°,钝边尺寸为5mm。
8、进一步的技术方案为,在第一道焊接步骤中,焊件接电源正极,焊接电流为220~280a,焊接电压为27~32v,焊接速度为25~35cm/mi n,热输入≤1.73kj/mm。
9、进一步的技术方案为,在第二道焊接步骤中,焊件接电源正极,焊丝采用直径1.2mm的er308l,焊接电流为220~280a,焊接电压为14~18v,焊接速度为25~35cm/min,热输入≤0.78kj/mm。
10、进一步的技术方案为,在第三道及第四道焊接步骤中,焊件接电源负极,焊丝采用直径3.2或2.4mm的er308l,焊接电流为320~450a,焊接电压为28~33v,焊接速度为28~50cm/min,热输入≤1.92kj/mm。
11、本发明还提供的技术方案为,中厚板奥氏体不锈钢容器的高效组合焊接用焊接机构,用于中厚板奥氏体不锈钢容器的高效组合焊接工艺中,所述焊接机构由底轨、滑块、液压缸、机座、铰接臂、焊枪及四点支撑结构构成;滑块与底轨滑动适配设置,液压缸由伸缩液压缸及横移液压缸构成,滑块的一侧与横移液压缸的活塞杆固定相连,滑块的另一侧与机座固定相连,机座其远离滑块的一侧固定连接有伸缩液压缸,伸缩液压缸的活塞杆固定连接有一块平板,平板上铰接有铰接臂,铰接臂上固定连接有焊枪;四点支撑结构设置在机座的一侧。四点支撑结构能够保证待焊接的两块板放置的平行度,还能保证焊接过程的稳定;焊机座上设置四点支撑机构,四个支撑脚可调高度,调整完毕保证反置的板材下端面的水平,后续焊接时利用焊接热量,热膨胀块从阶梯圆垫片的四周挤压支撑脚。
12、本发明的优点和有益效果在于:合格率达到了99.28%,焊接质量得到有效保证。在筒体正面无坡口侧使用paw+tig双枪复合焊接使等离子焊接优势得到了充分发挥,在筒体内部坡口侧直接使用埋弧焊焊接减少了双面埋弧焊时反面清根工序,整体生产周期超计划7天完成了生产任务,缩短了制造周期。采用该组合焊接方法与paw+tig双枪复合焊相比虽多用焊材约8%~12%,但相比于paw+tig双枪复合焊该方法更稳定,对焊接设备要求更低,因此更具有优势;采用该组合焊接方法焊相比于saw双面焊接在实际生产中能节省焊材40%~50%左右,大大节省了焊材用量,且焊接质量更为可靠。
- 还没有人留言评论。精彩留言会获得点赞!