特种合金极薄带的稳定轧制工艺的制作方法
本发明属于板带轧制领域,具体涉及特种合金极薄带的稳定轧制工艺。
背景技术:
1、带材在国防、军工、家电和微电子等领域被广泛应用,尤其是随着曲面屏等高科技电子产品的推广,产品最终用户要求带材兼具厚度极薄、强度极高、板形极好和高导电率等严苛要求,因此国内对于此种特种合金极薄带材的需求量极大,但是目前大部分产品均依靠进口。
2、造成该困境的主要原因是特种合金的材料特性差异巨大,而且硬度大、变形困难和延展性差是该类合金的主要特点。此外,由于对生产工艺的要求远超常规金属材料,特种合金极薄带的制备非常困难且在实际的轧制生产中存在着如下严重问题:
3、(1)超差段长
4、原始材料的稀缺性导致特种合金极薄带的工艺数据并不丰富,因此生产单位多凭借经验数据和现场摸索对带材的厚度和板形进行调整,这造成带卷因头尾精度超差而作废;过长的的头尾超差造成了昂贵材料的浪费并严重影响了机组作业线的稳定生产。
5、(2)成材率低
6、由于延展性差、强度极高和加工硬化明显等原因,特种合金带材在轧制过程中经常发生频繁断带的事故。该现象极大的降低了产品成材率,尤其在末道次生产时如若发生将造成巨大的经济损失。
技术实现思路
1、本发明目的在于提供特种合金极薄带的稳定轧制工艺,以克服上述技术缺陷。
2、为解决上述技术问题,本发明提供了特种合金极薄带的稳定轧制工艺,包括以下步骤:
3、获取所有历史轧程的首道次稳态数据,构建历史首道次稳态数据特征库;
4、根据待轧目标带材的特征,在历史首道次稳态数据特征库内调取符合待轧
5、目标带材特征的历史首道次稳态数据,计算待轧目标带材的首道次轧制工艺数据,启动轧机,轧机按照首道次轧制工艺数据轧制待轧目标带材;
6、根据待轧目标带材上一道次的轧制工艺数据,计算待轧目标带材下一道次的轧制工艺数据,轧机按照下一道次的轧制工艺数据开启待轧目标带材的非首道次轧制。
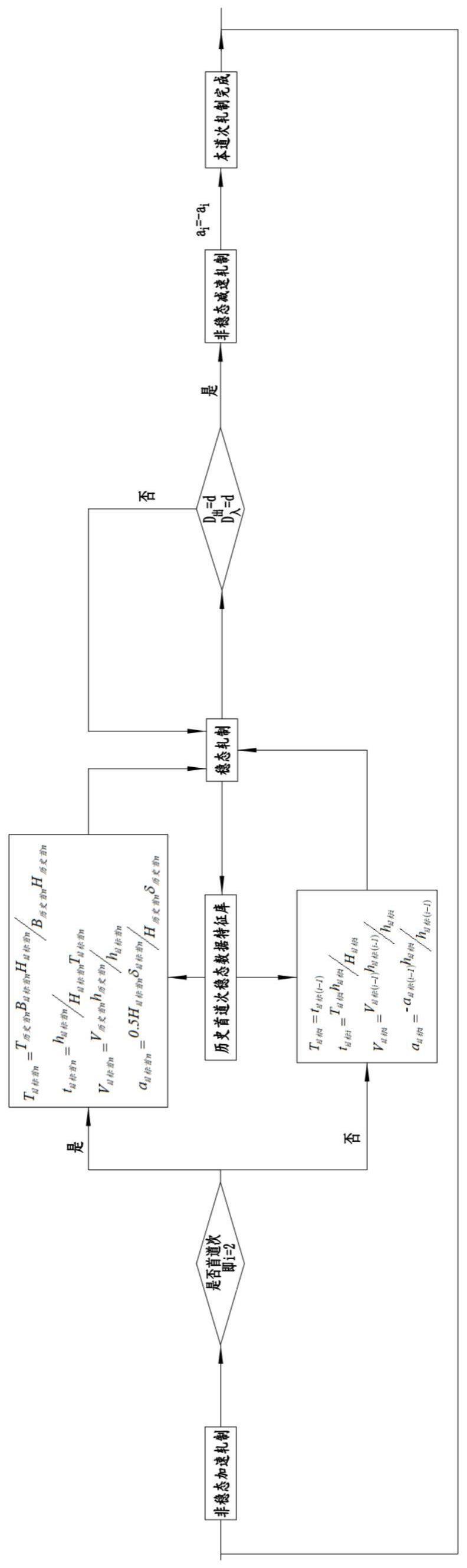
7、待轧目标带材的轧制过程分为非稳态加速轧制阶段、稳态轧制阶段、非稳态减速轧制阶段,当轧制过程自非稳态加速轧制阶段过渡至稳态轧制阶段时,记录轧机出口侧带材卷径d出=d,随着稳态轧制过程的进行,轧机出口侧带材卷径d出逐渐增大,轧机入口侧带材卷径d入逐渐减小,当d入减小至d时,轧制过程自稳态轧制阶段过渡至非稳态减速轧制阶段。
8、获取所有历史轧程的首道次稳态数据,构建历史首道次稳态数据特征库,其中首道次稳态数据包括:带材宽度b历史首n、入口厚度h历史首n、出口厚度h历史首n、入口张力t历史首n、出口张力t历史首n、稳态轧制速度v历史首n、带材延伸率δ历史首n;
9、n表示轧程编号,为正整数。
10、待轧目标带材的特征为首道次带材的入口厚度h目标首n;
11、在历史首道次稳态数据特征库内调取符合待轧目标带材特征的历史首道次稳态数据,是指在历史首道次稳态数据特征库内查找h历史首n,确保h历史首n是最接近待轧目标带材入口厚度h目标首n的数值,并调取h历史首n对应的带材宽度b历史首n、出口厚度h历史首n、入口张力t历史首n、出口张力t历史首n、稳态轧制速度v历史首n、带材延伸率δ历史首n;
12、计算待轧目标带材的首道次轧制工艺数据,包括:
13、t目标首n=t历史首nb目标首nh目标首n/b历史首nh历史首n
14、t目标首n=h目标首n/h目标首nt目标首n
15、v目标首n=v历史首nh历史首n/h目标首n
16、a目标首n=0.5h目标首nδ目标首n/h历史首nδ历史首n
17、式中,b目标首n是待轧目标带材的带材宽度,h目标首n是待轧目标带材在首道次的轧机入口厚度,h目标首n是待轧目标带材在首道次的轧机出口厚度,δ目标首n是待轧目标带材的带材延伸率,均为已知值;
18、式中,t目标首n表示待轧目标带材的首道次轧机入口张力,t目标首n表示待轧目标带材的首道次轧机出口张力,v目标首n表示待轧目标带材在首道次稳态轧制阶段的轧制速度,a目标首n表示待轧目标带材在首道次非稳态加速阶段的轧制加速度,待轧目标带材在首道次非稳态减速阶段的轧制加速度是-a目标首n。
19、根据待轧目标带材上一道次的轧制工艺数据,计算待轧目标带材下一道次的轧制工艺数据,具体包括:
20、t目标i=t目标(i-1)
21、t目标i=t目标ih目标i/h目标i
22、v目标i=v目标(i-1)h目标(i-1)/h目标i
23、a目标i=-a目标(i-1)h目标i/h目标(i-1)
24、式中,i表示当前轧程的道次编号,i=2,3,4,5……;
25、式中,h目标i是待轧目标带材在第i道次的轧机出口厚度,h目标首n是待轧目标带材在第i道次的轧机入口厚度,h目标(i-1)是待轧目标带材在第i-1道次的轧机出口厚度,均为已知值;
26、式中,t目标(i-1)表示待轧目标带材在第i-1道次的轧机出口张力,v目标(i-1)表示待轧目标带材在第i-1道次稳态轧制阶段的轧制速度,-a目标(i-1)表示待轧目标带材在第i-1道次非稳态减速阶段的轧制加速度;
27、式中,t目标i表示待轧目标带材在第i道次的轧机入口张力,t目标i表示待轧目标带材在第i道次的轧机出口张力,v目标i表示待轧目标带材在第i道次稳态轧制阶段的轧制速度,a目标i表示待轧目标带材在第i道次非稳态加速阶段的轧制加速度,待轧目标带材在第i道次非稳态减速阶段的轧制加速度是-a目标i。
28、在待轧目标带材的边部上方安装有激光发射器;
29、在待轧目标带材的边部下方安装有激光接收器;
30、若激光发射器发出的激光被激光接收器检测到,则判定为存在断带风险,激光接收器发送断带前预警讯号至轧机控制系统,轧机控制系统控制轧机停车。
31、在轧制过程中,位于待轧目标带材上方的巡边测厚系统沿带材宽度方向往复循环移动检测带材边部厚度及中部厚度,巡边测厚系统发送带材厚度数据至轧机压下系统,轧机压下系统接收带材厚度数据后控制压下油缸动作以使待轧目标带材的带材中部厚度为带材边部厚度的1.01倍。
32、本发明的有益效果如下:
33、(1)预先建立历史首道次稳态数据特征库,根据待轧目标带材的规格在历史首道次稳态数据特征库内检索符合要求的规格数据,然后计算待轧目标带材的首道次轧制工艺数据,而且将上一道次的轧制工艺数据作为下一道次的轧制工艺数据的给定依据,极大的降低了带材头尾超差段的长度。
34、(2)在待轧目标带材的上方设有沿带材宽度方向往复移动的巡边测厚系统,巡边测厚系统检测带材厚度波动并发送至轧机压下系统,使二者构成闭环控制以确保带材边部厚度始终小于中部厚度,因而确保带材中部可承受更大的张应力,保证特种合金极薄带的稳定轧制。
35、(3)沿待轧目标带材上下布设了激光发射器和激光接收器,将激光发射器发出的激光光斑是否被激光接收器所检测作为断带预警的发讯条件,若发讯则紧急停车,即通过对带材边部裂纹的精准检测,极大的降低了断带产生的可能性。
36、为让本发明的上述内容能更明显易懂,下文特举优选实施例,并结合附图,作详细说明如下。
- 还没有人留言评论。精彩留言会获得点赞!