电机定子绕组的切割方法及其切割系统和可读存储介质与流程
本技术涉及汽车,特别涉及一种电机定子绕组的切割方法及其切割系统和可读存储介质。
背景技术:
1、目前的切割工具在对扁线电机定子绕组的端部进行切割时,切割速度较慢,并且由于平面工装定位盘的定位终止点最多能达到xpin脚的扭头的折弯点,导致切割出的xpin脚的焊接端长度过长。
技术实现思路
1、有鉴于此,本发明旨在至少在一定程度上解决相关技术中的问题之一。为此,本技术的目的在于提供一种电机定子绕组的切割方法及其切割系统和可读存储介质。
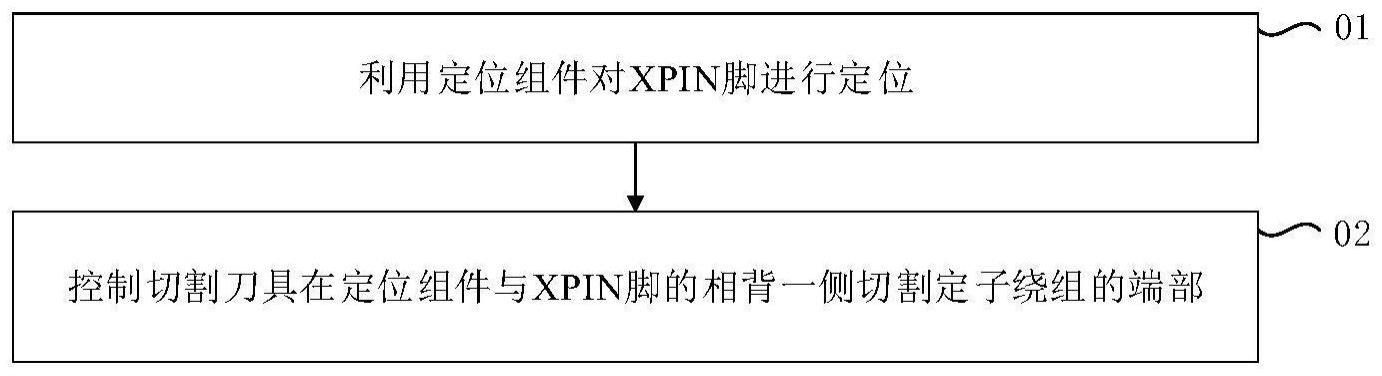
2、本技术提供一种电机定子绕组的切割方法。应用的切割工具包括具有仿形曲面的定位组件和切割刀具。所述仿形曲面的弯折角度和形状根据所述定子绕组端部的xpin脚的扭头角度和外形进行设置。所述切割方法包括:
3、利用所述定位组件对所述xpin脚进行定位;
4、控制所述切割刀具在所述定位组件与所述xpin脚的相背一侧切割所述定子绕组的端部。
5、如此,本技术的切割方法通过利用具有仿形曲面的定位组件对xpin脚进行定位,并通过控制切割刀具对定位组件与xpin脚的相背一侧的定子绕组的端部进行切割,可以实现对定子绕组的端部的快速切割,降低定位组件的定位高度,进而切割出较短尺寸的定子绕组的端部,有效降低定子绕组的端部铜损耗,提升扁线电机效率。
6、在某些实施方式中,所述定位组件包括定位件和固定件,所述定位件呈圆环状,所述定位件沿径向设置有环形阵列排列设置的定位部,所述定位部具有仿形曲面,所述利用所述定位组件对所述xpin脚进行定位包括:
7、将所述定位部的仿形曲面与所述定子绕组端部的相邻两个xpin脚的弧形曲面贴合;
8、将所述固定件套设在所述定位件的上方,所述固定件与所述定位件螺纹连接或卡合连接,以将所述定位件固定在所述xpin脚处。
9、如此,本技术的切割方法通过固定件将定位件固定的设置在xpin脚处,并通过定位部的仿形曲面,使得定位件在对xpin脚进行定位时与xpin脚更加贴合,从而降低定位组件对xpin脚的定位高度,切割出较短尺寸的定子绕组的端部。
10、在某些实施方式中,所述控制所述切割刀具在所述定位组件与所述xpin脚的相背一侧切割所述定子绕组的端部包括:
11、控制所述切割刀具在所述定位件与所述xpin脚的相背一侧切割所述定子绕组的端部。
12、如此,本技术的切割方法通过控制切割刀具在定位件与xpin脚的相背一侧切割定子绕组的端部,可以实现对定子绕组的端部的快速切割,得到较短尺寸的定子绕组的端部。
13、在某些实施方式中,所述定子绕组包括扁铜线单元,相邻两个所述定位部之间间隔预设空隙,所述预设空隙中还设有环形阵列排列的间隔部,一个所述间隔部设置在相邻的两个所述定位部之间,所述间隔部用于将所述预设空隙分割为多个小通孔,所述对所述xpin脚进行定位包括:
14、控制所述扁铜线单元从所述小通孔中穿出,以对所述xpin脚进行定位。
15、如此,本技术的切割方法通过在定位部之间间隔的预设空隙中设置环形阵列排列的间隔部,通过将定子绕组的扁铜线单元从由间隔部将预设空隙分割的多个小通孔,可以有效夹紧挤压xpin脚,对定子绕组端部的xpin脚进行定位。
16、在某些实施方式中,所述定位件包括定位面和第一切割面,所述第一切割面与所述定位面相背,所述定位部位于所述定位面上,所述第一切割面具有环形阵列排布的多个所述小通孔,所述切割刀具包括第二切割面,所述第二切割面与所述第一切割面间隔预设距离,所述控制所述切割刀具在所述定位组件与所述xpin脚的相背一侧切割所述定子绕组的端部包括:
17、控制所述切割刀具从所述定位件的环形中心沿所述定位件的半径方向切割所述扁铜线单元。
18、如此,本技术的切割方法通过将定子绕组的扁铜线单元从小通孔中穿出实现对xpin脚进行定位,并通过控制切割刀具从定位件的环形中心沿定位件的半径方向切割扁铜线单元,可以快速切割出较短尺寸的定子绕组的端部。
19、在某些实施方式中,所述固定件呈环状,所述固定件围设在定子绕组的切割端的侧壁上,所述固定件与所述定位件螺纹连接,所述固定件包括螺钉,所述固定件上设有多个第一安装孔,所定位件上设有多个第二安装孔,所述第一安装孔与所述第二安装孔的位置和大小一一对应,所述对所述xpin脚进行定位包括:
20、将所述螺钉依次穿过所述第二安装孔和所述第一安装孔,以将所述定位件固定在所述固定件上。
21、如此,本技术的切割方法通过将螺钉依次穿过第二安装孔和第一安装孔,使得定位件通过固定件牢固的固定在定子绕组的端部,实现对xpin脚的定位。
22、在某些实施方式中,所述固定件包括第一固定部和第二固定部,所述对所述xpin脚进行定位包括:
23、将所述第一固定部与所述第二固定部围合在所述定子绕组的切割端的侧壁上,以将所述固定件固定在所述切割端。
24、如此,本技术的切割方法通过将第一固定部与第二固定部围合在定子绕组的切割端的侧壁上,使得定位件可以通过固定件牢固的固定在定子绕组的端部,实现对xpin脚的定位。
25、在某些实施方式中,所述控制所述切割刀具在所述定位组件与所述xpin脚的相背一侧切割所述定子绕组的端部包括:
26、控制所述切割刀具以预设转速在所述定位组件与所述xpin脚的相背一侧旋转切割所述定子绕组的端部。
27、如此,本技术的切割方法通过控制切割刀具以预设转速在定位组件与xpin脚的相背一侧旋转切割定子绕组的端部,可以实现快速的切割定子绕组的端部,得到较短尺寸的定子绕组的端部。
28、本技术还提供一种电机定子绕组的切割系统。所述切割系统包括切割工具、第一控制单元和第二控制单元。所述切割工具包括具有仿形曲面的定位组件和切割刀具,所述仿形曲面的弯折角度和形状根据xpin脚的扭头角度和外形进行设置,所述定位组件用于对所述定子绕组端部的xpin脚进行定位,所述切割刀具用于切割所述定子绕组的端部;所述第一控制单元用于利用所述定位组件对所述定子绕组端部的xpin脚进行定位;所述第二控制单元用于控制所述切割刀具在所述定位组件与所述xpin脚的相背一侧切割所述定子绕组的端部。
29、如此,本技术的切割系统通过利用具有仿形曲面的定位组件对xpin脚进行定位,并通过控制切割刀具对定位组件与xpin脚的相背一侧的定子绕组的端部进行切割,可以实现对定子绕组的端部的快速切割,降低定位组件的定位高度,进而切割出较短尺寸的定子绕组的端部,有效降低定子绕组的端部铜损耗,提升扁线电机效率。
30、本技术还提供一种包含有计算机程序的非易失性计算机可读存储介质。当所述计算机程序被所述处理器执行时,实现上述实施方式中所述的切割方法。
31、如此,本技术的非易失性计算机可读存储介质通过利用具有仿形曲面的定位组件对xpin脚进行定位,并通过控制切割刀具对定位组件与xpin脚的相背一侧的定子绕组的端部进行切割,可以实现对定子绕组的端部的快速切割,降低定位组件的定位高度,进而切割出较短尺寸的定子绕组的端部,有效降低定子绕组的端部铜损耗,提升扁线电机效率。。
32、本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!