一种弹翼加工工艺的制作方法
本申请涉及机械加工工艺,具体为一种弹翼加工工艺。
背景技术:
1、弹翼常指安装在弹尾的尾翼,用于稳定航空炸弹下落时的飞行状态,确保航弹以正确姿态命中目标,弹翼具有收拢和展开两种状态,而弹翼展开运动必须满足展开时间、展开角度、展开同步性的要求,并且展开到位时,翼面应定位准确,锁定可靠,对弹身干扰小,弹翼的加工精度则直接影响到弹翼展开的时间和翼面的定位;
2、然而传统的弹翼加工工艺在选择定位基准时,只是简单的根据六点定则确定限制自由度和选用定位元件,并未考虑定位误差的产生,同时只是在加工前期对工件进行时效处理,对于工艺流程并未进行合理化检查,这样就导致了弹翼的加工难度大、加工效率低、成品率低等诸多问题,所以有必要提供一种弹翼加工工艺来解决上述问题。
3、需要说明的是,本背景技术部分中公开的以上信息仅用于理解本申请构思的背景技术,并且因此,它可以包含不构成现有技术的信息。
技术实现思路
1、基于现有技术中存在的上述问题,本申请所要解决的问题是:提供一种弹翼加工工艺,可以有效的改善传统弹翼加工时,定位误差较大的问题。
2、本申请解决其技术问题所采用的技术方案是:一种弹翼加工工艺,包括以下步骤:
3、第一步,毛坯下料并粗铣弹翼的外形尺寸,同时在弹翼的四周预留有工艺凸台和定位孔;
4、第二步,第一次时效处理;
5、第三步,利用专用工装进行装夹,以工艺凸台和定位孔为加工基准,第一次半精铣弹翼的外形尺寸;
6、第四步,第二次时效处理;
7、第五步,利用专用工装进行装夹,以工艺凸台和定位孔为加工基准,第二次半精铣弹翼的外形尺寸;
8、第六步,第三次时效处理;
9、第七步,利用专用工装进行装夹,精铣工艺凸台基准面;
10、第八步,利用专用工装进行装夹,以工艺凸台和定位孔为加工基准,精铣弹翼的外形尺寸;
11、第九步,割除工艺凸台;
12、第十步,检验,入库。
13、进一步的,所述第一步中弹翼预留的工艺凸台至少包括六组,并均匀分布在弹翼的两侧。
14、进一步的,所述第一步中弹翼预留的定位孔设置有两组,分别设置在弹翼的两端。
15、进一步的,所述第一步中弹翼的外形尺寸具有单边2mm的余量。
16、进一步的,所述第三步中弹翼的外形尺寸具有单边1mm的余量。
17、进一步的,所述第五步中弹翼的外形尺寸具有单边0.5mm的余量。
18、进一步的,所述第二步、第四步以及第六步中时效处理的工艺步骤如下:
19、s1、弹翼悬挂在时效架上,保持适当的距离,避免相互碰撞;
20、s2、空炉加热到160°,保持三分钟,打开炉门,将弹翼推入炉内,动作尽量平缓,避免碰撞;
21、s3、保温加热160°,保持180分钟;
22、s4、加热结束后,先关闭电源,再打开炉门,将时效架平缓的拉出,继续悬挂空冷至室温。
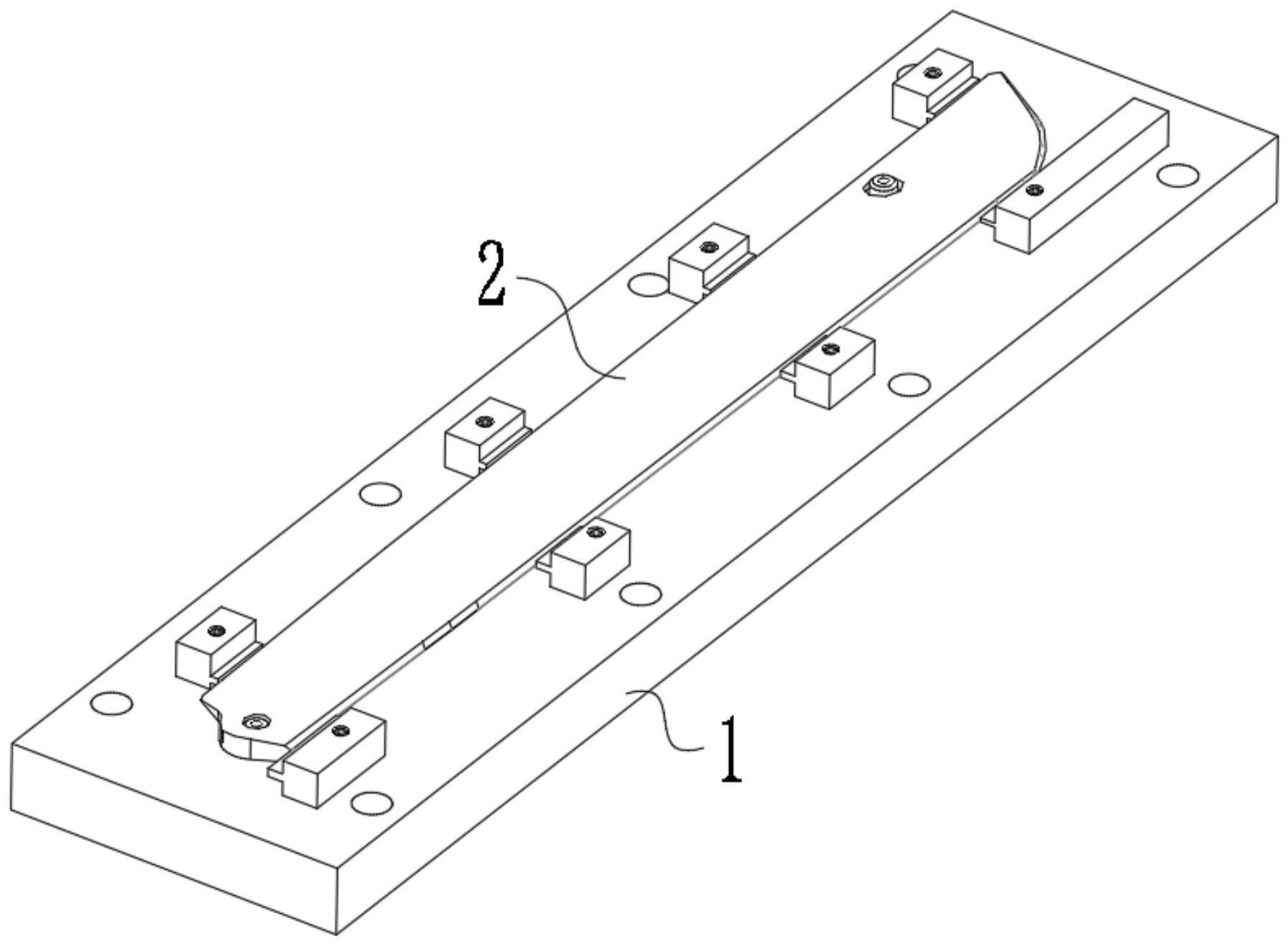
23、进一步的,所述第三步、第五步、第七步以及第八步中的专用工装包括:
24、底座,该底座用于与机床固定,该底座的上表面作为弹翼的装夹安装面;
25、定位销,该定位销安装在所述底座(1)上,所述定位销与弹翼上的定位孔适配。
26、本申请的有益效果是:本申请提供的一种弹翼加工工艺,通过设置有多组与弹翼一体成型的凸台以及多工步的时效处理,从而使得弹翼在加工时,不仅定位精度更高,而且尺寸更加稳定,进而保证了弹翼的尺寸符合加工要求。
27、除了上面所描述的目的、特征和优点之外,本申请还有其它的目的、特征和优点。下面将参照图,对本申请作进一步详细的说明。
技术特征:
1.一种弹翼加工工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种弹翼加工工艺,其特征在于:所述第一步中弹翼预留的工艺凸台至少包括六组,并均匀分布在弹翼的两侧。
3.根据权利要求3所述的一种弹翼加工工艺,其特征在于:所述第一步中弹翼预留的定位孔设置有两组,分别设置在弹翼的两端。
4.根据权利要求1所述的一种弹翼加工工艺,其特征在于:所述第一步中弹翼的外形尺寸具有单边2mm的余量。
5.根据权利要求1所述的一种弹翼加工工艺,其特征在于:所述第三步中弹翼的外形尺寸具有单边1mm的余量。
6.根据权利要求1所述的一种弹翼加工工艺,其特征在于:所述第五步中弹翼的外形尺寸具有单边0.5mm的余量。
7.根据权利要求1所述的一种弹翼加工工艺,其特征在于:所述第二步、第四步以及第六步中时效处理的工艺步骤如下:
8.根据权利要求1所述的一种弹翼加工工艺,其特征在于:所述第三步、第五步、第七步以及第八步中的专用工装包括:
技术总结
本申请公开了一种弹翼加工工艺,属于机械加工工艺技术领域。主要包括毛坯下料并粗铣弹翼的外形尺寸,同时在弹翼的四周预留有工艺凸台和定位孔;半精铣和精铣弹翼,使得弹翼的尺寸达到要求,同时在半精铣和精铣之间,增加时效处理,并且当弹翼加工完成后,割除工艺凸台,并检验入库。本申请的一种弹翼加工工艺,通过设置有多组与弹翼一体成型的凸台以及多工步的时效处理,从而使得弹翼在加工时,不仅定位精度更高,而且尺寸更加稳定,进而保证了弹翼的尺寸符合加工要求。
技术研发人员:王小成,於培君,韦兴信,陈清锋
受保护的技术使用者:江苏宏达数控科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!