一种盾构刀座井下加工方法及设备与流程
本发明涉及井下加工领域,尤其涉及一种盾构刀座井下加工方法及设备。
背景技术:
1、在盾构机完成下井安装和设备调试期间,由于其自身的体积和重量较大,刀盘上刀座等位置容易在自重的影响下产生向内、向外椭型变形情况,虽不影响其掘进性能,但会出现盾构刀具的安装和拆卸困难等问题。在现有的工程模式下,由于盾构刀盘前后端空间狭小,现有加工机具无法在狭窄空间内安装使用,且可用于维修刀座的器械材料无法方便的运送到指定位置开展维修工作,所以通常的处理方式是,将已安装的刀盘拆除,并重新吊装到地面进行维修,该方式增加了盾构机工地组装的工作量,并延长施工工期。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是提供一种盾构刀座井下加工方法及设备,采用便携式镗孔机,在井下已安装到位的刀盘内加工和处理刀座,从而避免将刀盘重新吊装到地面等返工工作量,降低了盾构机工地组装调试工期,减少施工成本。
2、为了实现上述目的,本发明是通过如下的技术方案来实现:
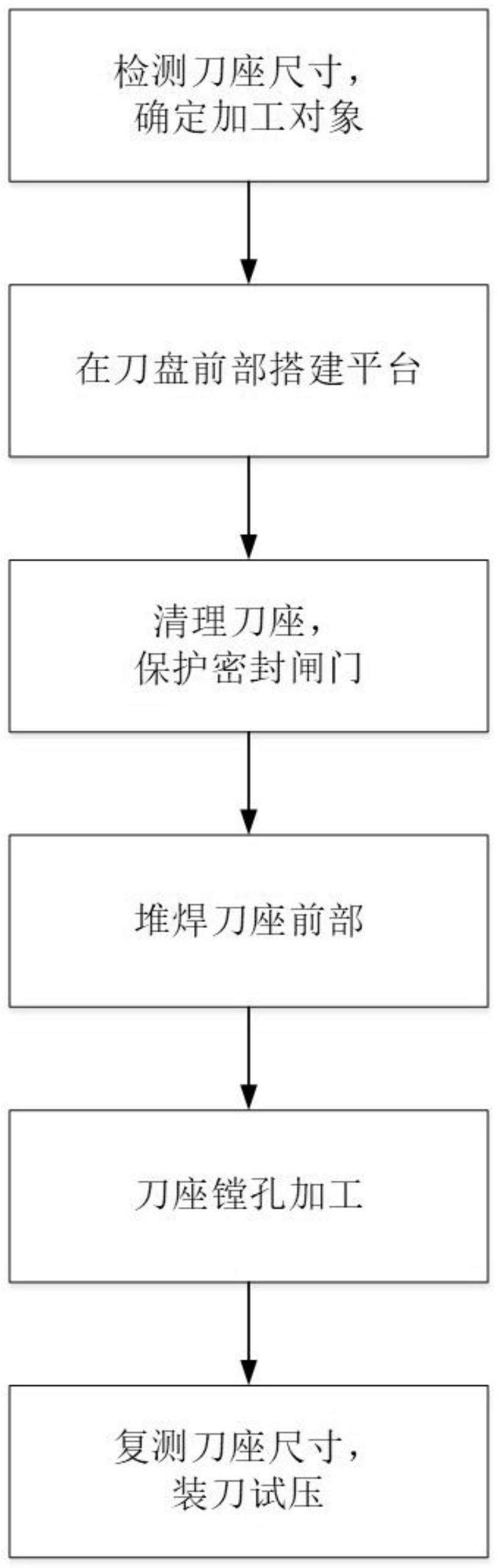
3、第一方面,本发明的实施例提供了一种盾构刀座井下加工方法,采用先堆焊、后镗削的方式,在井下对目标刀座进行二次加工,包括:
4、在刀盘前端使用电焊机对目标刀座前端进行堆焊,堆焊后冷却;
5、在刀座上用于固定刀盘的螺栓孔中安装螺栓,以固定便携式镗孔机;
6、利用便携式镗孔机完成刀座的镗孔加工,并测量刀座的内径尺寸。
7、作为进一步的实现方式,便携式镗孔机安装过程中,首先确定刀座圆心,然后调节便携式镗孔机固定架的轴承外壳螺栓,微调轴承位置,使车轴圆心与刀座中心一致。
8、作为进一步的实现方式,镗孔加工过程中,先根据刀座数据进行粗加工,确保剩余车削量大于0.5mm;然后将精度调整为0.1mm对刀座进行精加工;最后对刀座内两种不同内径连接处做倒角加工。
9、作为进一步的实现方式,所述便携式镗孔机的车轴由固定架固定在刀座中央,切削刀具安装在刀座前端堆焊位置。
10、作为进一步的实现方式,在刀盘前端使用二氧化碳保护电焊机,对目标刀座前端进行一层堆焊,堆焊材料厚度3~5mm,完成堆焊后冷却10h。
11、作为进一步的实现方式,所述方法还包括:检测刀座前端内径,确定出现变形的刀座;转动刀盘至设定位置,在刀盘内外搭设施工平台;
12、清理刀座内部,并对刀座闸门密封及闸门保压管路进行密封保护。
13、作为进一步的实现方式,完成刀座的镗孔加工后,使用百分尺测量刀座的内径尺寸;在检测尺寸合格后,安装齿刀并进行耐压测试。
14、作为进一步的实现方式,镗孔加工完成后,刀座前部内径误差为0.05~0.15mm。
15、第二方面,本发明的实施例还提供了一种盾构刀座井下加工设备,包括:
16、电焊机,用于对目标刀座前端堆焊;
17、便携式镗孔机,其车轴由固定架固定于刀座中央,切削刀具安装于刀座前端堆焊位置;所述便携式镗孔机用于对刀座进行镗孔加工。
18、作为进一步的实现方式,还包括千分尺、百分尺,所述千分尺用于初步确定刀座圆心位置,百分尺用于精确测量刀座圆心位置。
19、本发明的有益效果如下:
20、(1)本发明采取先堆焊、后镗削的处理方案,采取先堆焊、后镗削的处理方案,同时采用便携式镗孔机在井下已安装到位的刀盘内加工和处理刀座,避免将刀盘重新吊装到地面等返工工作量,避免了因刀盘的重复安装过程中导致的其余未变形刀座产生变形,降低了盾构机工地组装调试工期,降低了施工成本。
21、(2)本发明通过刀座中刀具的螺栓孔进行固定,可根据刀盘不同位置处刀座的不同,自由选择固定方式,具有适应性强,利于操作的特点,方便施工人员在井下刀盘内狭窄的空间中进行加工作业。
22、(3)本发明首先根据刀座数据进行粗加工,确保剩余车削量大于0.5mm;然后将精度调整为0.1mm对刀座进行精加工;最后对刀座内两种不同内径连接处做倒角加工,便于刀具的安装,能够提高安装精度;且安装过程中通过固定好基座,以确保在镗孔过程中不会因为基座晃动而导致刀座精度偏差。
技术特征:
1.一种盾构刀座井下加工方法,其特征在于,采用先堆焊、后镗削的方式,在井下对目标刀座进行二次加工,包括:
2.根据权利要求1所述的一种盾构刀座井下加工方法,其特征在于,便携式镗孔机安装过程中,首先确定刀座圆心,然后调节便携式镗孔机固定架的轴承外壳螺栓,微调轴承位置,使车轴圆心与刀座中心一致。
3.根据权利要求1或2所述的一种盾构刀座井下加工方法,其特征在于,镗孔加工过程中,先根据刀座数据进行粗加工,确保剩余车削量大于0.5mm;然后将精度调整为0.1mm对刀座进行精加工;最后对刀座内两种不同内径连接处做倒角加工。
4.根据权利要求2所述的一种盾构刀座井下加工方法,其特征在于,所述便携式镗孔机的车轴由固定架固定在刀座中央,切削刀具安装在刀座前端堆焊位置。
5.根据权利要求1所述的一种盾构刀座井下加工方法,其特征在于,在刀盘前端使用二氧化碳保护电焊机,对目标刀座前端进行一层堆焊,堆焊材料厚度3~5mm,完成堆焊后冷却10h。
6.根据权利要求1所述的一种盾构刀座井下加工方法,其特征在于,所述方法还包括:检测刀座前端内径,确定出现变形的刀座;转动刀盘至设定位置,在刀盘内外搭设施工平台;
7.根据权利要求1所述的一种盾构刀座井下加工方法,其特征在于,完成刀座的镗孔加工后,使用百分尺测量刀座的内径尺寸;在检测尺寸合格后,安装齿刀并进行耐压测试。
8.根据权利要求7所述的一种盾构刀座井下加工方法,其特征在于,镗孔加工完成后,刀座前部内径误差为0.05~0.15mm。
9.根据权利要求1所述的一种盾构刀座井下加工设备,其特征在于,包括:
10.根据权利要求9所述的一种盾构刀座井下加工设备,其特征在于,还包括千分尺、百分尺,所述千分尺用于初步确定刀座圆心位置,百分尺用于精确测量刀座圆心位置。
技术总结
本发明公开了一种盾构刀座井下加工方法及设备,涉及井下加工领域,采用先堆焊、后镗削的方式,在井下对目标刀座进行二次加工,包括:在刀盘前端使用电焊机对目标刀座前端进行堆焊,堆焊后冷却;在刀座上用于固定刀盘的螺栓孔中安装螺栓,以固定便携式镗孔机;利用便携式镗孔机完成刀座的镗孔加工,并测量刀座的内径尺寸。本发明采用便携式镗孔机,在井下已安装到位的刀盘内加工和处理刀座,从而避免将刀盘重新吊装到地面等返工工作量,降低了盾构机工地组装调试工期,减少施工成本。
技术研发人员:王志成,王承震,于文端,徐恒吉,杨民强,郭建豪,孙腾云,裴鹏,丁万涛,文毅然,曹凯
受保护的技术使用者:中铁十四局集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!