一种双弹片同步焊接装置及焊接方法与流程
本发明涉及雨刮器弹片,特别涉及一种双弹片同步焊接装置及焊接方法。
背景技术:
1、雨刮器的主要零部件之一为与雨刮器弹片,其一般为圆弧弯曲的薄钢片,端部设置有用于安装的小孔。雨刮器弹片分为单弹片式和双弹片式,在生产过程中,双弹片也是由两片单弹片焊接而成的。
2、现有的双弹片基本都是由人工焊接的,在点焊机的作用下先对一端进行焊接,再对另一端进行焊接。这就导致焊接的效率以及焊接的质量取决于工人的技艺,而随着产业的升级以及对效率质量要求的提高,自动化的焊接成为了弹片生产的主流。
技术实现思路
1、本发明的目的在于提供一种双弹片同步焊接装置及焊接方法,以解决目前人工焊接效率低,焊接质量难以把控的问题。
2、为解决上述技术问题,本发明提供了一种双弹片同步焊接装置,包括机架,在所述机架内设置有焊接工作台,用于装载待焊接的弹片;
3、在所述焊接工作台的一侧设有送料机构,通过所述送料机构将待焊接的弹片一片一片送至所述焊接工作台进行焊接;
4、在所述焊接工作台的上方设置有至少两组点焊枪,通过所述点焊枪将两片待焊接的弹片焊接成一体。
5、优选的,所述点焊枪设有两组,对称设置于所述焊接工作台两侧,对所述焊接工作台上放置的两片待焊接的弹片的两端进行焊接。
6、优选的,每组所述点焊枪均包含两把,一把从上至下竖直设置,另一把从上至下倾斜设置,两把所述点焊枪依次对待焊接的弹片的同一端部进行焊接。
7、优选的,在每把所述点焊枪尾部均连接伸缩气缸,所述伸缩气缸的缸体与所述机架连接,活塞杆与是所述点焊枪连接,通过活塞杆驱动所述点焊枪朝向所述焊接工作台方向运动。
8、优选的,所述焊接工作台包括固定座和滑移座,所述滑移座与所述固定座之间通过滑轨滑动连接,并且所述滑移座上设有焊接工装,所述滑移座带动所述焊接工装在所述固定座上来回移动,从而适配所述点焊枪的位置。
9、优选的,所述滑移座一侧设置有滑移气缸,所述滑移气缸的缸体与所述固定座连接,活塞杆与是所述滑移座连接,通过活塞杆驱动所述滑移座在所述固定座上来回滑动。
10、优选的,所述滑移座远离所述滑移气缸的一侧设置有接近开关,通过所述接近开关限制所述滑移座的移动位置。
11、优选的,所述焊接工装上设有至少一个定位销,通过所述定位销限定放置于所述焊接工装上的待焊接的弹片。
12、优选的,所述送料机构包括驱动辊和绕卷运行的输送带,在所述输送带上间隔分布有多个弹片夹,每个所述弹片夹夹持一片待焊接的弹片并在输送带的作用下朝向所述焊接工作台运动。
13、本发明还提供了一种双弹片同步焊接装置的焊接方法,包括如下步骤:
14、s1:首先根据待焊接弹片的长度调节两组点焊枪之间的间距,以使得两组点焊枪能够同时对待焊接弹片的两端进行焊接;
15、s2:接着通过滑移气缸调节焊接工装的位置,以使得待焊接弹片放置于焊接工装上时,位于两组点焊枪的中间;
16、s3:然后启动送料机构,装夹于弹片夹中的待焊接弹片在输送带的作用下朝向焊接工作台运动;
17、s4:工人依次取下两片待焊接弹片放置于焊接工装上,并且通过定位销进行定位;
18、s5:定位完成后,由伸缩气缸驱动点焊枪向下运动,对待焊接弹片的两端进行焊接;
19、s6:在焊接过程中,先由从上至下竖直设置的两把点焊枪对焊接弹片的两端进行第一次焊接,再由从上至下倾斜设置两把点焊枪对焊接弹片的两端进行二次焊接,从而完成双弹片的焊接;
20、s7:重复上述步骤,实现双弹片的批量焊接。
21、与现有技术相比,本发明的有益效果是:
22、1.该双弹片同步焊接装置通过两组点焊枪能够将两片待焊接的弹片焊接成一体,同时结合送料机构连续不断地运送待焊接的弹片,能够实现自动化焊接;
23、2.该双弹片同步焊接装置配置的焊接工作台具有调节功能,通过调节位置适配点焊枪的位置,能够对不同长度的弹片进行焊接。
技术特征:
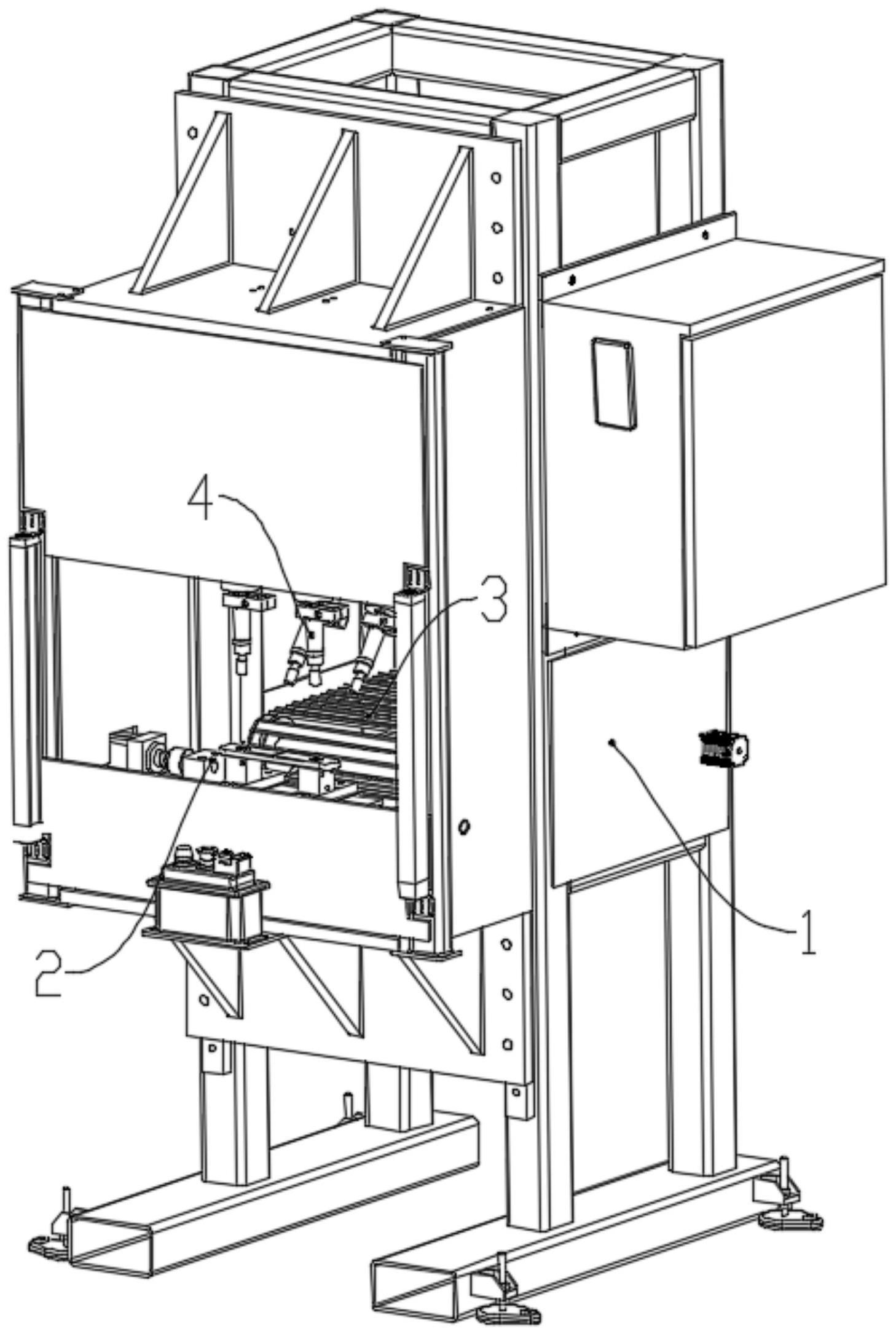
1.一种双弹片同步焊接装置,其特征在于,包括机架(1),在所述机架(1)内设置有焊接工作台(2),用于装载待焊接的弹片;
2.如权利要求1所述的一种双弹片同步焊接装置,其特征在于,所述点焊枪(4)设有两组,对称设置于所述焊接工作台(2)两侧,对所述焊接工作台(2)上放置的两片待焊接的弹片的两端进行焊接。
3.如权利要求2所述的一种双弹片同步焊接装置,其特征在于,每组所述点焊枪(4)均包含两把,一把从上至下竖直设置,另一把从上至下倾斜设置,两把所述点焊枪(4)依次对待焊接的弹片的同一端部进行焊接。
4.如权利要求3所述的一种双弹片同步焊接装置,其特征在于,在每把所述点焊枪(4)尾部均连接伸缩气缸(5),所述伸缩气缸(5)的缸体与所述机架(1)连接,活塞杆与是所述点焊枪(4)连接,通过活塞杆驱动所述点焊枪(4)朝向所述焊接工作台(2)方向运动。
5.如权利要求1所述的一种双弹片同步焊接装置,其特征在于,所述焊接工作台(2)包括固定座(21)和滑移座(22),所述滑移座(22)与所述固定座(21)之间通过滑轨滑动连接,并且所述滑移座(22)上设有焊接工装(23),所述滑移座(22)带动所述焊接工装(23)在所述固定座(21)上来回移动,从而适配所述点焊枪(4)的位置。
6.如权利要求5所述的一种双弹片同步焊接装置,其特征在于,所述滑移座(22)一侧设置有滑移气缸(24),所述滑移气缸(24)的缸体与所述固定座(21)连接,活塞杆与是所述滑移座(22)连接,通过活塞杆驱动所述滑移座(22)在所述固定座(21)上来回滑动。
7.如权利要求6所述的一种双弹片同步焊接装置,其特征在于,所述滑移座(22)远离所述滑移气缸(24)的一侧设置有接近开关(25),通过所述接近开关(25)限制所述滑移座(22)的移动位置。
8.如权利要求5所述的一种双弹片同步焊接装置,其特征在于,所述焊接工装(23)上设有至少一个定位销(26),通过所述定位销(26)限定放置于所述焊接工装(23)上的待焊接的弹片。
9.如权利要求1所述的一种双弹片同步焊接装置,其特征在于,所述送料机构(3)包括驱动辊(31)和绕卷运行的输送带(32),在所述输送带(32)上间隔分布有多个弹片夹(33),每个所述弹片夹(33)夹持一片待焊接的弹片并在输送带(32)的作用下朝向所述焊接工作台(2)运动。
10.一种如权利要求1~9中任一项所述双弹片同步焊接装置的焊接方法,其特征在于,包括如下步骤:
技术总结
本发明公开一种双弹片同步焊接装置及焊接方法,包括机架,在所述机架内设置有焊接工作台,用于装载待焊接的弹片;在所述焊接工作台的一侧设有送料机构,通过所述送料机构将待焊接的弹片一片一片送至所述焊接工作台进行焊接;在所述焊接工作台的上方设置有至少两组点焊枪,通过所述点焊枪将两片待焊接的弹片焊接成一体。该双弹片同步焊接装置通过两组点焊枪能够将两片待焊接的弹片焊接成一体,同时结合送料机构连续不断地运送待焊接的弹片,能够实现自动化焊接。
技术研发人员:吴佳琪
受保护的技术使用者:句容建荣汽配有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!