航空薄壁模锻件电辅助模锻成形装置及其成形方法
本发明属于模锻成形,特别涉及一种航空薄壁模锻件电辅助模锻成形装置及其成形方法。
背景技术:
1、随着航空运输和服务的需求与日俱增,航空装备制造业的发展空间巨大。航空模锻件要求组织一致性高和材料利用率高,大多锻件被设计成薄腹板并带有纵横内筋的薄壁类结构,但模锻件表层晶粒组织粗大,达不到航空件的标准,在实际的生产过程中需要利用机加工除去表层缺陷组织,造成了严重的材料浪费。
2、传统热模锻实验中锻件表层与模具组件表面接触传热造成表层激冷,锻件心部温度与表层温度产生差异。锻件表层温度降低,导致表层和心部的微观组织形貌差异较大,降低了模锻件的整体力学性能。金属在成形过程中引入电流,变形抗力降低、塑性和成形极限显著提高的现象称为电塑效应;锻件获得温升,细化晶粒、改善微观组织均匀性,优化材料力学性能的现象称为电热效应。因此,有必要设计一种航空薄壁模锻件电辅助模锻成形装置及其成形方法。
技术实现思路
1、针对现有技术的不足,本发明提供了一种航空薄壁模锻件电辅助模锻成形装置,通过脉冲电流在模具中产生的电塑效应和电热效应,使上模具、下模具和坯料接触接通电流回路,在脉冲电流的诱导下加快位错运动,促进微观组织发生动态再结晶,增大了模锻件表层难变形区的形变量,从而获得高效的应变累积,能用于航空航天等领域薄壁类结构,满足航空航天等高技术领域对轻质耐高温材料的应用需求。
2、一方面,本发明提供一种航空薄壁模锻件电辅助模锻成形方法,其包括以下步骤:
3、s1、在航空薄壁模锻件热成形过程中引入高频脉冲电流,基于模锻件典型部位电流的趋肤效应、电热效应和电致塑性效应,分析电-热-力多场耦合条件下薄壁类模锻件成形过程的金属流动行为;对上垫板和下垫板进行绝缘涂层处理,将涂层均匀分布在上垫板和下垫板的工作面上;
4、趋肤效应基于趋肤深度δ判定,趋肤深度δ借助于以下公式计算:
5、
6、其中,f为脉冲频率,μ为材料磁导率,ρ为材料的电阻率;
7、s2、上模座通过锁紧螺钉和垫片依次与上绝缘板、上垫板、上模具固定连接,下模座通过锁紧螺钉和垫片依次与下绝缘板、下垫板、下模具固定连接,使电流在模具组件和坯料中连通;上模具与下模具的中部均形成测温槽,将测温器卡装在所述测温槽中,上垫板和下垫板的中部形成测温通道,将测温器的输出引线通过测温通道与多路测温仪连接;将正极螺钉分别设置在所述上模具的第一正极孔、第二正极孔中,且所述正极螺钉通过导线与电源正极连接,将负极螺钉分别设置在所述下模具的第一负极孔、第二负极孔中,且所述负极螺钉通过导线与电源正极连接;
8、s3、将坯料通过线切割加工成方形坯料,将退火态方形坯料放置于下模具的模具型腔中;
9、s4、启动液压机,液压机带动上模具垂直下移压住坯料,直至上模具的底端面与下模具的顶端面接触并形成封闭型腔,利用maxwell仿真软件,分析模锻件几何结构非线性变化以及高频脉冲电流激励方式,优化航空薄壁模锻件的电流密度分布特征,获得电辅助模锻成形最优的电参数范围,电参数包括频率、占空比以及电流密度;按照设置好的频率、占空比、电流密度、脉冲电源与坯料形成回路;
10、s5、液压机继续下移,实时监控多路测温仪,根据温度的变化实时调节脉冲电参数数值,确保模锻件表层电热效应的温升弥补模锻件表层温降;直至上模具与下模具合模,成形结束后,关闭脉冲电源,液压机带动上模具回程,上模具与下模具分离,取出薄壁类模锻件。
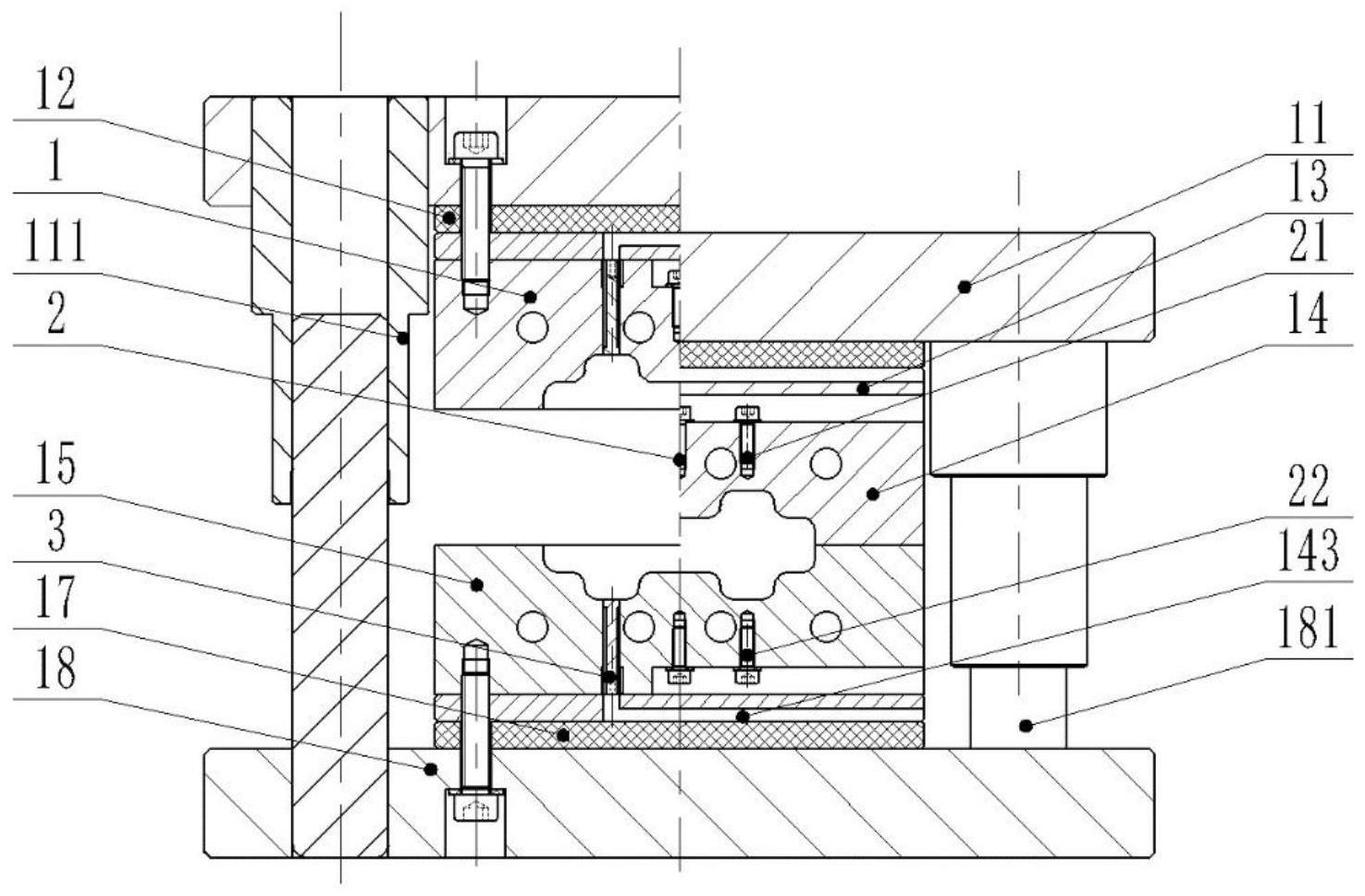
11、另一方面,本发明提供一种航空薄壁模锻件电辅助模锻成形装置,其包括模具组件、电极螺钉和测温器,所述模具组件包括上模座、上绝缘板、上垫板、上模具、下模具、下垫板、下绝缘板和下模座,所述上模座的上端面与液压机的上平台连接,所述上模座的导套与所述下模座的导柱滑动连接,所述液压机能够驱动所述上模座上下移动,所述上绝缘板位于所述上模座和所述上垫板之间,所述上模具位于所述上垫板下方,所述上模座通过锁紧螺钉依次与所述上绝缘板、上垫板和上模具固定连接,且锁紧螺钉呈周向均布在所述上模座的定位孔中,所述上模座、上绝缘板、上垫板、上模具与所述下模座、下绝缘板、下垫板、下模具为面对称设置,所述上模具和所述下模具连接合模形成模具型腔,所述下模座固定于液压机的下平台上;所述电极螺钉包括正极螺钉和负极螺钉,所述正极螺钉分别设置在所述上模具的第一正极孔、第二正极孔中,且所述正极螺钉通过导线与电源正极连接,所述负极螺钉分别设置在所述下模具的第一负极孔、第二负极孔中,且所述负极螺钉通过导线与电源正极连接;所述上模具与下模具的中部均开设有测温槽,所述测温器卡装在所述测温槽中,所述上垫板和下垫板的中部均开设有测温通道,所述测温器的输出引线通过测温通道与多路测温仪连接。
12、可优选的是,所述上模具与下模具的侧壁上均开设有阶梯通孔。
13、可优选的是,所述导套与所述上模座为过盈配合,所述导套与所述导柱为间隙配合。
14、可优选的是,所述上模具与下模具形成的模具型腔为h形结构。
15、可优选的是,所述上模具固定脉冲电源正电极,下模具固定脉冲电源负电极,上模具、下模具与坯料接触接通电流回路。
16、可优选的是,所述上模座、上垫板、上模具、下模具、下垫板、下模座、导套和导柱均为导电材料,所述上绝缘板、下绝缘板、锁紧螺钉和垫片均为绝缘材料。
17、本发明的特点和有益效果是:
18、1、本发明提供的航空薄壁模锻件电辅助模锻成形装置,通过脉冲电流在模具中产生的电塑效应和电热效应,使上模具、下模具和坯料接触接通电流回路,促进微观组织发生动态再结晶,增大了模锻件表层难变形区的形变量,从而获得高效的应变累积。
19、2、本发明提供的航空薄壁模锻件电辅助模锻成形装置,采用电致塑性模锻,模具利用脉冲电流产生的电塑效应和电热效应,降低了材料变形抗力,提升了材料塑性和成形极限,利用电能代替传统的热模锻,降低了成本和能耗,提高了模锻件成形质量。
技术特征:
1.一种航空薄壁模锻件电辅助模锻成形方法,其特征在于:其包括以下步骤:
2.一种用于权利要求1所述的航空薄壁模锻件电辅助模锻成形方法的航空薄壁模锻件电辅助模锻成形装置,其特征在于,其包括模具组件、电极螺钉和测温器,
3.根据权利要求2所述的航空薄壁模锻件电辅助模锻成形装置,其特征在于,所述上模具与下模具的侧壁上均开设有阶梯通孔。
4.根据权利要求2所述的航空薄壁模锻件电辅助模锻成形装置,其特征在于,所述导套与所述上模座为过盈配合,所述导套与所述导柱为间隙配合。
5.根据权利要求2所述的航空薄壁模锻件电辅助模锻成形装置,其特征在于,所述上模具与下模具形成的模具型腔为h形结构。
6.根据权利要求2所述的航空薄壁模锻件电辅助模锻成形装置,其特征在于,所述上模具固定脉冲电源正电极,下模具固定脉冲电源负电极,上模具、下模具与坯料接触接通电流回路。
7.根据权利要求2所述的航空薄壁模锻件电辅助模锻成形装置,其特征在于,所述上模座、上垫板、上模具、下模具、下垫板、下模座、导套和导柱均为导电材料,所述上绝缘板、下绝缘板、锁紧螺钉和垫片均为绝缘材料。
技术总结
本发明提供一种航空薄壁模锻件电辅助模锻成形装置,其包括模具组件、电极螺钉和测温器,模具组件包括上模座、上绝缘板、上垫板、上模具、下模具、下垫板、下绝缘板和下模座,上模座、上绝缘板、上垫板、上模具与下模座、下绝缘板、下垫板、下模具为面对称设置,液压机带动上模具移动,上模具与下模具连接合模形成模具型腔,本发明通过脉冲电流在模具中产生的电塑效应和电热效应,使上模具、下模具和坯料接触接通电流回路,在脉冲电流的诱导下加快位错运动,促进微观组织发生动态再结晶,增大了模锻件表层难变形区的形变量,从而获得高效的应变累积,能用于航空航天等领域薄壁类结构,满足航空航天等高技术领域对轻质耐高温材料的应用需求。
技术研发人员:胡建良,张锦予,张泽雄,汤紫阳,李琳锐
受保护的技术使用者:燕山大学
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!