一种齿条块的压紧定位装置的制作方法
本发明涉及机械加工,特别是涉及一种齿条块的压紧定位装置。
背景技术:
1、参见图1a、图1b所示,齿条块1是转辙机产品的动作传递零件,其外观呈长方体状,齿条块1的上端面设置有四个齿条1-1,齿条块1的上端面中心位置设置有中心v型齿槽2,四个齿条1-1以中心v型齿槽2为中心对称分布(即中心v型齿槽2的两侧,分别具有两个齿条1-1);
2、齿条块1的两侧分别设置有两个半径为r的圆弧部3,即共计四个圆弧部3,位于同一侧的两个圆弧部3的圆心间距(即偏心距)为a;
3、中心v型齿槽2的中心线,与位于其左右两侧的、相邻的圆弧部3的圆心之间的间距为l;
4、其中,圆弧部3的圆心与中心v型齿槽2的距离l,以及圆心间距(即偏心距)a与距离l之和l+a,是保证转辙机动作精度的关键所在。
5、为了加工获得高精度的齿条块1,该工件的工艺加工要求为:以工件(即图1c所示的齿条块毛坯件1-0)具有的底部定位面4、左侧定位面5、右侧定位面6及中心v型齿槽2为定位基准,加工上述四个圆弧部3。
6、参见图1c所示,磨加工之前的齿条块毛坯件1-0上具有四个毛坯圆弧部,即四处r留有加工余量的毛坯圆弧部3-0,也就是说,毛坯圆弧部3-0的圆心与中心v型齿槽2的中心线之间的距离为l+a/2,毛坯圆弧部3-0的半径为r′,r′比成品尺寸的r(即成品的齿条块1上的圆弧部3的半径r)更小(具体是更小0.2mm)。
7、但是,目前现有通用的定位和装夹装置,不能满足对齿条块毛坯件的定位需求,从而无法在齿条块毛坯件上精确加工获得四个圆弧部3,从而无法获得加工精度高的、成品的齿条块。
技术实现思路
1、本发明的目的是针对现有技术存在的技术缺陷,提供一种齿条块的压紧定位装置。
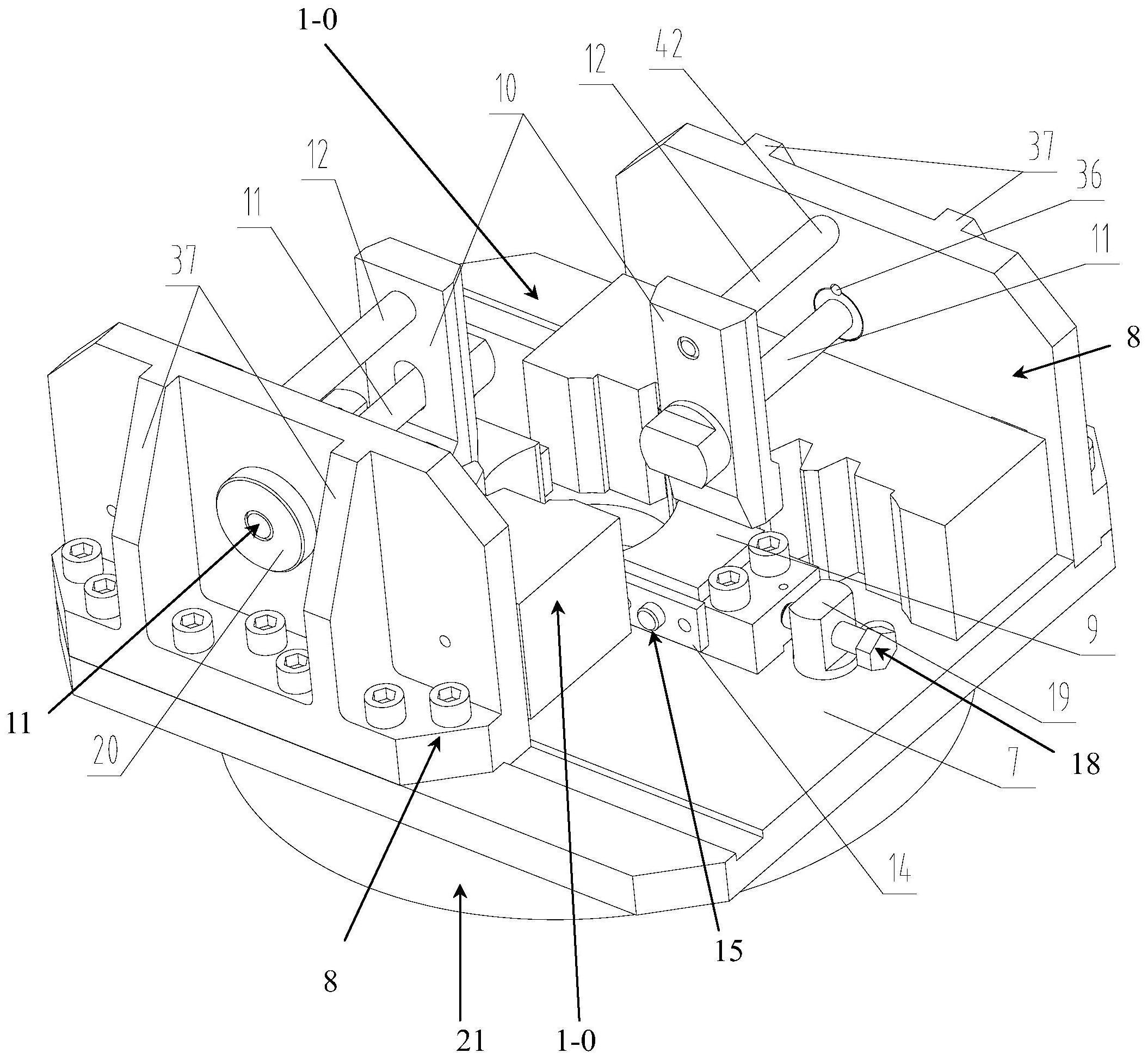
2、为此,本发明提供了一种齿条块的压紧定位装置,包括水平分布的底座;
3、底座的顶面前后两侧,分别设置有一个横向分布的弯板;
4、两个弯板相互平行,且前后对称分布;
5、两个弯板之间的位置,设置有两个横向分布的压板;
6、每个压板,分别与一个弯板相连接;
7、底座的顶面,在每个压板与相邻的弯板之间的位置,放置有待加工的齿条块毛坯件;
8、压板,用于与弯板相配合,将两者之间的齿条块毛坯件进行纵向压紧;
9、底座的顶部左右两端,分别设置有一个定位块;
10、每个定位块中,分别纵向贯穿设置有一个定位销;
11、两个定位销,分别用于对相邻的齿条块毛坯件上的中心v型齿槽两侧齿面相抵。
12、由以上本发明提供的技术方案可见,与现有技术相比较,本发明提供了的一种齿条块的压紧定位装置,其结构设计科学,采用球面型的定位销对齿条块毛坯件中作为定位基准的中心v型齿槽进行定位,定位销的定位球面的轴心即为中心v型齿槽的中心,实现了对中心v型齿槽的精确定位,从而有效避免由于齿条块毛坯件上的中心v型齿槽的加工误差而带来的定位误差,有利于提升对齿条块的加工的精度,使得通过加工设备能够在齿条块毛坯件上精确加工获得圆弧部,最终获得加工精度高的、成品的齿条块,具有重大的实践意义。
13、此外,本发明是关于齿条块毛坯件的中心v型齿槽对称的偏心弧面加工辅助定位装置,本发明通过采用定位块与定位键相结合的可调定位结构,实现对位于齿条块毛坯件两侧的、偏心的圆弧部的磨加工(即磨削加工),保证了加工的精度,降低了工件加工成本。
14、通过应用本发明,使得如何以工件的v型齿槽进行定位来进行偏心圆弧部的磨加工的问题得到了解决,本发明装置的使用,显著提高了工作效率,且本发明结构科学、操作方便快捷、加工精度精准可靠,起到了降本增效的作用。
技术特征:
1.一种齿条块的压紧定位装置,其特征在于,包括水平分布的底座(7);
2.如权利要求1所述的齿条块的压紧定位装置,其特征在于,底座(7)的顶面前后两侧,分别设置有一个凹槽(25);
3.如权利要求2所述的齿条块的压紧定位装置,其特征在于,弯板(8)的底部后端,设置有多个垂直贯穿的弯板安装孔(31);
4.如权利要求2所述的齿条块的压紧定位装置,其特征在于,两个弯板(8)的内侧,分别设置有两个底座定位板(13);
5.如权利要求4所述的齿条块的压紧定位装置,其特征在于,两个弯板(8)相对的一侧,分别具有立面(29);
6.如权利要求1所述的齿条块的压紧定位装置,其特征在于,每个弯板(8)的中心位置,分别设置有一个纵向分布的螺纹套(20);
7.如权利要求1所述的齿条块的压紧定位装置,其特征在于,每个压板(10)的下端,设置有压台(40);
8.如权利要求1所述的齿条块的压紧定位装置,其特征在于,底座(7)的底面中心位置,设置有圆环形的圆台(21);
9.如权利要求8所述的齿条块的压紧定位装置,其特征在于,每个定位块(9)的下端面,设置有横向分布的定位块键槽(46);
10.如权利要求8或9所述的齿条块的压紧定位装置,其特征在于,每个定位块(9)在靠近让刀孔(24)的一端,设置有内凹的让刀弧面(47);
技术总结
本发明公开了一种齿条块的压紧定位装置,包括水平分布的底座;底座的顶面前后两侧,分别设置有一个横向分布的弯板;两个弯板之间的位置,设置有两个横向分布的压板;每个压板分别与一个弯板相连接;每个压板与相邻的弯板之间放置有齿条块毛坯件;压板用于与弯板相配合,将齿条块毛坯件‑进行纵向压紧;底座的顶部左右两端分别设置有一个定位块;每个定位块中分别贯穿设置有一个定位销;两个定位销,分别用于对齿条块毛坯件上的中心V型齿槽两侧齿面相抵。本发明采用球面型的定位销对齿条块毛坯件中作为定位基准的中心V型齿槽进行定位,实现对中心V型齿槽的精确定位,有利于提升对齿条块的加工精度。
技术研发人员:马爱民,何彦荣,薛丽丹,刘稳,张乐,张加栋
受保护的技术使用者:天津铁路信号有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!