一种汽车零部件加工用一体化冲压设备的制作方法
本发明主要涉及汽车零部件加工,具体涉及一种汽车零部件加工用一体化冲压设备。
背景技术:
1、冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压的坯料主要是热轧和冷轧的钢板和钢带。全世界的钢材中,有60~70%是板材,其中大部分经过冲压制成成品。汽车的车身、底盘、油箱、散热器片,锅炉的汽包,容器的壳体,电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。
2、汽车中的很多零部件,都是通过对金属片进行冲压所得来的,在冲压时为保证稳定性,需使用单独的夹具对金属片进行夹持,成本较高,且夹具夹持频率需根据冲压频率进行调节,其不仅繁琐,且容易出现误差,同时现有的汽车零部件冲压装置,上料和下料自动化程度低,进而影响零部件生产效率。
技术实现思路
1、 1.发明要解决的技术问题
2、本发明提供了一种汽车零部件加工用一体化冲压设备,用以解决上述背景技术中存在的技术问题。
3、 2.技术方案
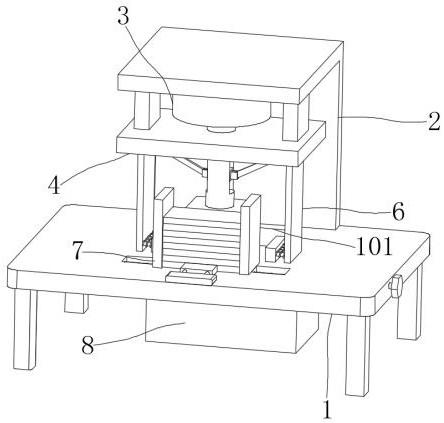
4、为达到上述目的,本发明提供的技术方案为:一种汽车零部件加工用一体化冲压设备,包括加工台以及其台面上固定安装的l形支架,所述l形支架的水平部位于所述台面的上方,所述水平部的底部装配有液压机,所述水平部下方设置有与其平行的固定板,所述液压机的液压杆贯穿所述固定板且端部设置有冲压模具,所述固定板的底部设置有两个受所述液压杆伸缩做相对运动的限位板,所述限位板的底部延伸至所述台面上;
5、所述台面位于两个所述限位板的一侧设置有送料机构、另一侧开设有通槽,所述通槽下方放置有收集箱。
6、进一步的,述固定板的底部开设有两个对称分布的第二滑槽,所述第二滑槽内滑动安装有第一滑块,两个所述限位板分别固定安装于两个所述第一滑块的相对端,所述第一滑块的底部铰接有连杆,两个所述连杆的另一端分别铰接于所述液压杆内设置的活动块上。
7、进一步的,所述液压杆的侧壁上开设有沿竖直方向延伸的活动槽,所述活动块滑动安装于所述活动槽内,所述活动槽内转动安装有竖直分布的第一螺纹杆,所述第一螺纹杆和所述活动块螺纹连接且装配有第一把手。
8、进一步的,两个所述限位板的相向侧均设置有夹板,所述夹板的一侧固定安装有多个等距分布的导滑杆,多个所述导滑杆均滑动安装于所述限位板侧壁开设的导滑槽内,所述导滑杆上套设有弹簧。
9、进一步的,所述送料机构包括电动伸缩杆以及两个对称固定安装的活动板,金属片堆叠在两个所述活动板之间,所述电动伸缩杆位于两个所述活动板远离所述通槽的一侧,所述电动伸缩杆的输出轴上固定安装有推料板,所述推料板和位于最底部的所述金属片相匹配。
10、 进一步的,所述台面上开设有第一滑槽,所述第一滑槽内滑动安装有第二滑块,所述第二滑块的数量为两个且分别和两个所述活动板固定连接,所述第一滑槽内转动安装的第二螺纹杆和两个所述第二滑块螺纹连接,且螺纹连接方向相反,所述第二螺纹杆的一端延伸至所述加工台外侧并装配有第二把手。
11、 3.有益效果
12、采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:液压机驱使液压杆下降,液压杆端部的冲压模具同步下降对金属片进行冲压的同时,两个固定板互相靠近直至将金属片夹持,所以无需采用额外的夹具对金属片进行夹持,节约了生产成本;
13、电动伸缩杆能驱使推料板将最底部的金属片推到冲压模具的正下方进行冲压,冲压我完毕后,再次推动最底部的金属片推到冲压模具的正下方进行冲压,且能够将冲压成型的零部件推到通槽处,并最终落在收集箱内收集,进而可自动化上料和下料,工作效率高。
技术特征:
1.一种汽车零部件加工用一体化冲压设备,其特征在于:包括加工台(1)以及其台面上固定安装的l形支架(2),所述l形支架(2)的水平部位于所述台面的上方,所述水平部的底部装配有液压机(3),所述水平部下方设置有与其平行的固定板(4),所述液压机(3)的液压杆贯穿所述固定板(4)且端部设置有冲压模具(5),所述固定板(4)的底部设置有两个受所述液压杆伸缩做相对运动的限位板(6),所述限位板(6)的底部延伸至所述台面上;
2.根据权利要求1所述的一种汽车零部件加工用一体化冲压设备,其特征在于:所述固定板(4)的底部开设有两个对称分布的第二滑槽(41),所述第二滑槽(41)内滑动安装有第一滑块(9),两个所述限位板(6)分别固定安装于两个所述第一滑块(9)的相对端,所述第一滑块(9)的底部铰接有连杆(10),两个所述连杆(10)的另一端分别铰接于所述液压杆内设置的活动块(11)上。
3.根据权利要求2所述的一种汽车零部件加工用一体化冲压设备,其特征在于:所述液压杆的侧壁上开设有沿竖直方向延伸的活动槽(31),所述活动块(11)滑动安装于所述活动槽(31)内,所述活动槽(31)内转动安装有竖直分布的第一螺纹杆(12),所述第一螺纹杆(12)和所述活动块(11)螺纹连接且装配有第一把手(13)。
4.根据权利要求1所述的一种汽车零部件加工用一体化冲压设备,其特征在于:两个所述限位板(6)的相向侧均设置有夹板(16),所述夹板(16)的一侧固定安装有多个等距分布的导滑杆(14),多个所述导滑杆(14)均滑动安装于所述限位板(6)侧壁开设的导滑槽(61)内,所述导滑杆(14)上套设有弹簧(15)。
5.根据权利要求1所述的一种汽车零部件加工用一体化冲压设备,其特征在于:所述送料机构(7)包括电动伸缩杆(72)以及两个对称固定安装的活动板(71),金属片堆叠在两个所述活动板(71)之间,所述电动伸缩杆(72)位于两个所述活动板(71)远离所述通槽(101)的一侧,所述电动伸缩杆(72)的输出轴上固定安装有推料板(73),所述推料板(73)和位于最底部的所述金属片相匹配。
6.根据权利要求5所述的一种汽车零部件加工用一体化冲压设备,其特征在于:所述台面上开设有第一滑槽(102),所述第一滑槽(102)内滑动安装有第二滑块(17),所述第二滑块(17)的数量为两个且分别和两个所述活动板(71)固定连接,所述第一滑槽(102)内转动安装的第二螺纹杆(18)和两个所述第二滑块(17)螺纹连接,且螺纹连接方向相反,所述第二螺纹杆(18)的一端延伸至所述加工台(1)外侧并装配有第二把手(19)。
技术总结
本发明提供了一种汽车零部件加工用一体化冲压设备,包括加工台以及其台面上固定安装的L形支架,所述L形支架的水平部位于所述台面的上方,所述水平部的底部装配有液压机,所述水平部下方设置有与其平行的固定板,所述液压机的液压杆贯穿所述固定板且端部设置有冲压模具,所述固定板的底部设置有两个受所述液压杆伸缩做相对运动的限位板,所述限位板的底部延伸至所述台面上;所述台面位于两个所述限位板的一侧设置有送料机构、另一侧开设有通槽,所述通槽下方放置有收集箱。该发明提供的汽车零部件加工用一体化冲压设备,以无需采用额外的夹具对金属片进行夹持,节约了生产成本,且可自动化上料和下料,工作效率高。
技术研发人员:陶老夯,陶庭富,陶文
受保护的技术使用者:芜湖市夯福机械模具有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!