一种飞机铝合金薄框及其加工方法与流程
本发明涉及飞机零部件加工领域,具体的说是一种飞机铝合金薄框及其加工方法。
背景技术:
1、铝合金薄框结构件具有质轻,抗压耐腐蚀等特点被广泛应用于航空航天零备件,以达到降低机型整体质量提高飞行力等特性。但由于结构件体型大,表面质量要求高,在机械加工中机械的切削力与夹持力形成材料残余应力导致零件尺寸变形,难以满足产品特性,现有的方法需要通过高端高精密的设备,降低切削量进行多次走刀。这种方式加工效率低且生产成本高。
技术实现思路
1、现为了解决上述技术问题,本发明提出了一种飞机铝合金薄框及其加工方法。本发明所要解决的技术问题采用以下技术方案来实现:
2、一种飞机铝合金薄框,包括框体,所述框体上设有四个用以与数控机床配合以防止夹具损伤框体的固定块。
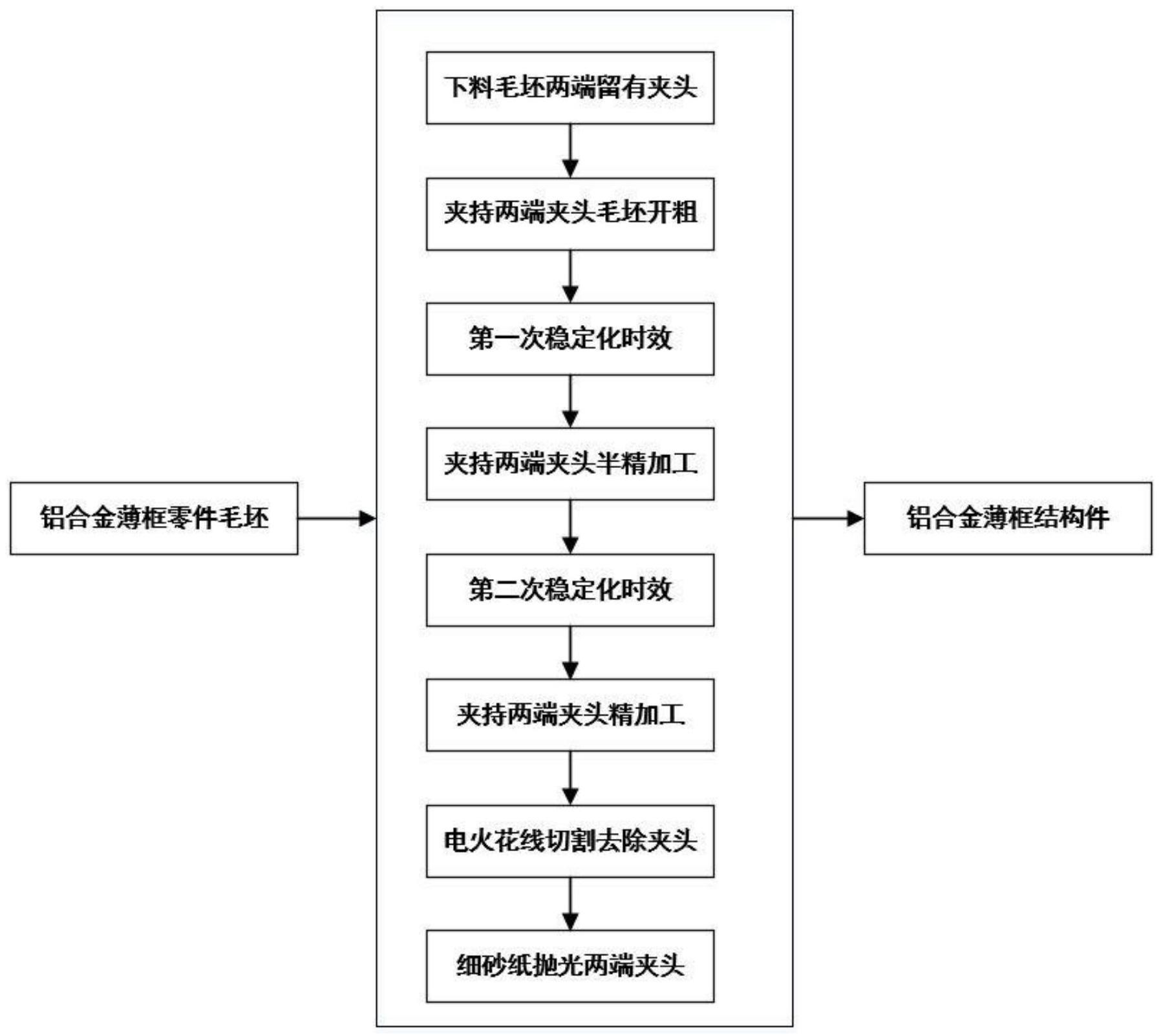
3、一种飞机铝合金薄框的加工方法,该方法包括以下步骤:
4、第一步:利用数控机床与固定块配合将框体位置固定,并使用φ16~φ20mm两刃的硬质合金刀具对框体进行粗加工;
5、第二步:将粗加工后的框体进行第一次稳定化时效,将材料加工时刀具对框体产生的应力进行释放;
6、第三步:利用数控机床与固定块配合将框体位置固定,对零件进行半精加工,使用φ10~φ16mm三刃的硬质合金刀具,细化加工保证框体表面质量;
7、第四步:将半精加工后的零件进行第二次稳定化时效,去除工件内部的残余应力;
8、第五步:利用数控机床与固定块配合将框体位置固定,对框体进行精加工,使用φ6~φ8mm三刃的硬质合金刀具,将框体的外形及内腔尺寸加工成形;
9、第六步:利用电火花线切割去除精加工后框体的固定块;
10、第七步:采用细砂纸抛光框体与固定块的连接处,保证框体表面无接痕。
11、第一次稳定化时效,将框体后的工件放置人工时效炉内,加热至250~290℃,保持时间2~4h,保温时间结束后,进行空冷;
12、第二次稳定化时效,将半精加工后的框体放置人工时效炉内,加热至250~290℃,保持时间1~2h,将零件进行热循环处理。
13、热循环处理包括以下步骤:第一步:把框体置于-50~-70℃的负温容器中保持1h~2h;
14、第二步:取出框体待形成的霜溶解后再放入加热设备中加热到80℃~175℃;
15、第三步:制件加热保温结束后在室温中冷却,然后再放入负温容器中,根据制加工的要求选择循环次数。
16、粗加工中的刀具转速为6000~7000r/min,单边留有3~5mm余量。
17、半精加工中的刀具转速约为2000~2500r/min,单边留有0.5~1mm余量。
18、精加工中的刀具转速约为1500~1800r/min。
19、线切割为非接触式时放电加工,采用正极性加工方式,加工电流3~5a,脉冲宽度30~50μs,占空比1:5~1:7。
20、本发明的有益效果是:本发明为避免冷加工压板对产品挤压,在框体下料时结合产品的成品尺寸图,在框体留有固定块,通过固定装夹固定块,采用两刃的硬质合金刀具产品开粗,增大排屑效果,并采用三刃硬质合金刀具进行半精及精加工,保证产品尺寸稳定性,在开粗和半精加工后通过第一次稳定化时效与第二次稳定化时效进行热处理,释放机加时所残留的应力,同时在精加工后采用电火花线切割将固定块进行去除,这种非接触式时放电加工,工具电极与工件之间不存在宏观的切削力,不会因机械变形而导致尺寸误差,因此不用担心薄框加工后发生形变的风险,最后通过细砂纸对线切割后的表面进行抛光,保证工件表面无接痕且光泽度一致。
技术特征:
1.一种飞机铝合金薄框,其特征在于:包括框体(1),所述框体(1)上设有四个用以与数控机床配合以防止夹具损伤框体(1)的固定块(2)。
2.根据权利要求1所述的一种飞机铝合金薄框的加工方法,其特征在于:该方法包括以下步骤:
3.根据权利要求2所述的一种飞机铝合金薄框的加工方法,其特征在于:
4.根据权利要求2所述的一种飞机铝合金薄框的加工方法,其特征在于:热循环处理包括以下步骤:第一步:把框体(1)置于-50~-70℃的负温容器中保持1h~2h;
5.根据权利要求2所述的一种飞机铝合金薄框的加工方法,其特征在于:粗加工中的刀具转速为6000~7000r/min,单边留有3~5mm余量。
6.根据权利要求2所述的一种飞机铝合金薄框的加工方法,其特征在于:半精加工中的刀具转速约为2000~2500r/min,单边留有0.5~1mm余量。
7.根据权利要求2所述的一种飞机铝合金薄框的加工方法,其特征在于:精加工中的刀具转速约为1500~1800r/min。
8.根据权利要求2所述的一种飞机铝合金薄框的加工方法,其特征在于:线切割为非接触式时放电加工,采用正极性加工方式,加工电流3~5a,脉冲宽度30~50μs,占空比1:5~1:7。
技术总结
本发明涉及一种飞机铝合金薄框及其加工方法,飞机铝合金薄框包括框体,所述框体上设有四个用以与数控机床配合以防止夹具损伤框体的固定块。本发明为避免冷加工压板对产品挤压,在框体下料时结合产品的成品尺寸图,在框体留有固定块,通过固定装夹固定块,采用两刃的硬质合金刀具产品开粗,增大排屑效果,在精加工后采用电火花线切割将固定块进行去除,这种非接触式时放电加工,工具电极与工件之间不存在宏观的切削力,不会因机械变形而导致尺寸误差,因此不用担心薄框加工后发生形变的风险,最后通过细砂纸对线切割后的表面进行抛光,保证工件表面无接痕且光泽度一致。
技术研发人员:常星星,张卫,汪亦凡,陈卫林,史精平,李红进,张昊,张书豪,李林朕
受保护的技术使用者:安徽天航机电有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!