一种镍基高温合金管材的加工方法与流程
本发明属于航空用流体管材加工,涉及一种镍基高温合金管材的加工方法。
背景技术:
0、技术背景
1、gh3625合金管材是以mo、nb为主要强化元素的固溶强化型镍基变形高温合金,具有优良的耐腐蚀和抗氧化性能,可在600-1100℃甚至更高的氧化和燃气腐蚀条件下,承受复杂应力,能长期可靠地工作,主要用于航空发动机的热端部件。其加工方法是将棒材表面加工后,使用加热炉进行加热,通过热穿孔或热挤压的方式得到管坯,采用酸洗的方式去除表面氧化皮后进入到冷加工工序。通过冷加工可以直接加工至成品规格管材,冷加工道次间使用去应力退火的热处理方式去除加工应力,并在工序间进行除油清洗,防止管材在冷加工及热处理后产生缺陷,最终成品通过固溶热处理的方式保证管材相关性能指标。
2、此加工方法的优点是料损较少,但为满足热加工较窄的温度窗口需要,锭坯和挤压管尺寸都不能小,难于穿孔或挤压小直径的管坯,同时用大直径管坯制作小直径管材,中间的变形、热处理道次极多,加工成本大大增加。同时此材料的再结晶退火对变形量比较敏感,要求合理控制道次冷变形量;材料强度高,加工硬化剧烈,变形抗力大,极易发生粘模等问题,轧制时需要降低变形速度以减小冲击和发热,拔制时需要采用高性能工模具、特殊润滑剂及润滑措施;对薄壁管材,为保证管材精度和表面质量,还需要严格控制模具尺寸精度,采取措施保证设备、管材的对中性,甚至附加超声振动等措施;加上合金元素含量高,热处理时易因表面污染造成渗碳、元素贫化等问题,对热处理前的清洗要求也较高。
技术实现思路
1、发明目的:提供了一种镍基高温合金管材的加工工艺,采用本发明高温合金管材加工技术,可以低成本地生产出高性能指标的镍基高温合金,极大拓宽航空用高温合金管材的应用范围。
2、技术方案:
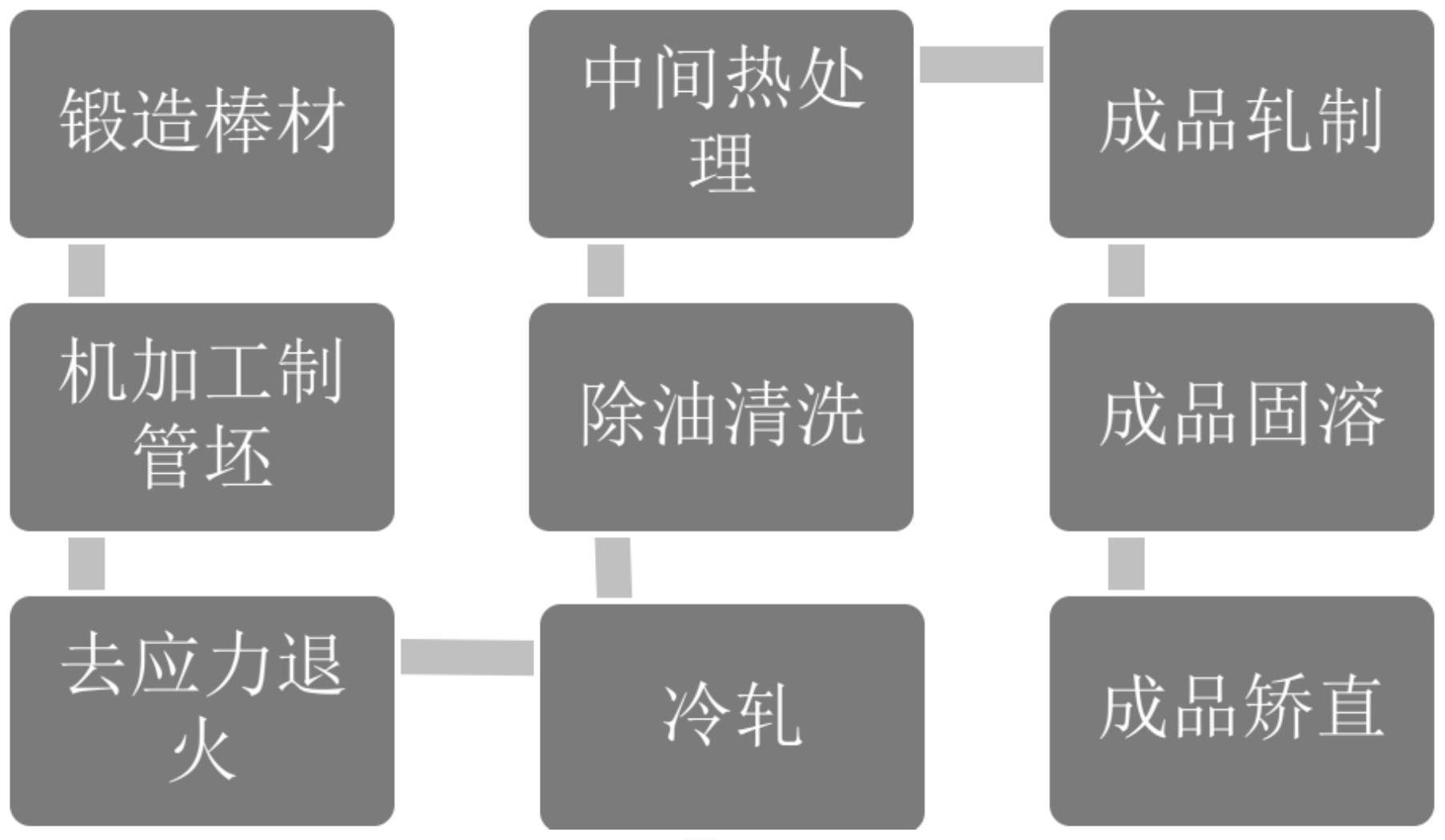
3、一种镍基高温合金管材的加工方法,包括:
4、对棒材进行冷加工:外表面车光,内表面采用钻孔+镗孔车削的方式得到管坯,管坯经过退火后即进入到冷轧工序;
5、经过多道次冷轧→除油清洗→热处理→矫直→抛磨加工工序后加工至成品规格,经固溶热处理保证成品管材技术指标。
6、加工工序中冷轧累计道次间变形量不超过55%。
7、加工工序中热处理采用900-1100℃,保温20-40min。
8、管材矫直加工使用尼龙材质矫直辊。
9、管材矫直加工工序采取6辊矫直机.
10、辊径d选定40-50mm,矫直速度选定1.5-3m/min。
11、固溶热处理采用真空热处理,热处理温度选择950-1100℃,热处理后管材表面光亮。
12、冷轧润滑油采用氯化石蜡。
13、有益效果:本发明制管坯使用机加工的方式,可降低热穿孔、热挤压后管材进行酸洗、热处理及晃管到管坯过程的加工成本,同时可降低整体生产周期。
技术特征:
1.一种镍基高温合金管材的加工方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,加工工序中冷轧累计道次间变形量不超过55%。
3.根据权利要求1所述的方法,其特征在于,加工工序中热处理采用900-1100℃,保温20-40min。
4.根据权利要求1所述的方法,其特征在于,管材矫直加工使用尼龙材质矫直辊。
5.根据权利要求4所述的方法,其特征在于,管材矫直加工工序采取6辊矫直机。
6.根据权利要求5所述的方法,其特征在于,辊径d选定40-50mm,矫直速度选定1.5-3m/min。
7.根据权利要求1所述的方法,其特征在于,固溶热处理采用真空热处理,热处理温度选择950-1100℃,热处理后管材表面光亮。
8.根据权利要求1所述的方法,其特征在于,冷轧润滑油采用氯化石蜡。
技术总结
本发明属于航空用流体管材加工技术领域,涉及一种镍基高温合金管材的加工方法。该加工包括:对棒材进行冷加工:外表面车光,内表面采用钻孔+镗孔车削的方式得到管坯,管坯经过退火后即进入到冷轧工序;经过多道次冷轧→除油清洗→热处理→矫直→抛磨加工工序后加工至成品规格,经固溶热处理保证成品管材技术指标。
技术研发人员:周健
受保护的技术使用者:中国航发哈尔滨东安发动机有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!