一种电池极耳快速焊接机构的制作方法
本发明涉及电池加工,尤其涉及一种电池极耳快速焊接机构。
背景技术:
1、目前电池分为金属壳和软包装两种,其中电池在加工时电池内的卷芯极耳需要与外壳焊接,形成电气回路,但是因为电芯的负极耳位于电芯内部的底部,焊接时,需要焊针穿过卷芯的中心孔接触到负极耳才能焊接;现有的电池焊接操作中,需要首先通过人工将焊针穿入卷芯的中心孔内,使得焊针与负极耳接触,再将穿有卷芯的电池输送至焊接工位,通过导电块进行按压,进而实现导电块、焊针、负极极耳、电池钢壳底部、焊座导通形成能量回路来实现电池钢壳底部的电阻焊接,焊接完成后再将卷芯中的焊针取出,而且由于需要进行人工的插针以及后续的拔针操作,使得整体的焊接结构无法实现全自动化生产,生产效率无法进一步提高,并且由于电池焊接时需要有较高的定位精度,以保证电池的焊接质量,而在焊接时电池钢壳和卷芯将焊接部位完全遮挡,很难凭借肉眼直观地观察到焊接部位,现有的设备难以保证焊接质量。
技术实现思路
1、本发明要解决上述现有技术存在的问题,提供一种电池极耳快速焊接机构,该焊接机构可以接入电池生产线中实现全自动化生产,大大提高电池生产效率,同时电池焊接时的定位精度高,充分保证电池在焊接时的焊接质量。
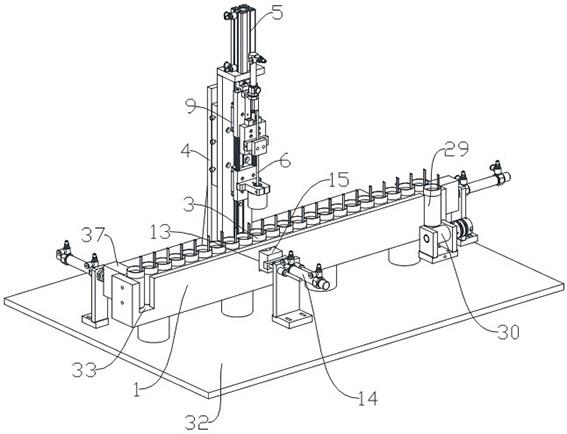
2、本发明解决其技术问题采用的技术方案:这种电池极耳快速焊接机构,包括用于输送电池的承载通道,承载通道的左右两端分别设有电池通道口并形成左右水平输送电池,承载通道上设有对电池进行定位的定位机构,还包括设于定位机构相对位置上的焊接支撑台,焊接支撑台上设有上下移动的活动焊枪,活动焊枪呈细杆状并竖直安装;
3、定位机构启动对电池进行定位,活动焊枪下移穿入电池卷芯的中心孔内对电池底部进行点焊;活动焊枪上移离开点焊完的电池,承载通道输送电池将下个电池送入定位机构。
4、优选地,承载通道包括横截面呈“u”型设置的直线通道,电池通道口包括设置在直线通道左端侧壁上用于电池出料的出料口和设置在直线通道右端侧壁上用于电池进料的进料口,进料口外侧下方设有将电池由外向内输送至直线通道内的输送轮,直线通道上靠近进料口的一侧开有与电池输送方向对应的进料推件口,进料推件口内设有将送入直线通道内的电池推向定位机构的进料件,直线通道的左端侧壁上开有与出料口对应设置的出料推件口,出料推件口内设有将直线通道内的电池从出料口推出的出料件。
5、优选地,定位机构包括开设在承载通道前端侧壁上的通道口、设置在通道口内并通过第二驱动机构驱动进行前后移动的夹紧分隔块,夹紧分隔块上设有与电池壳体对应设置的定位槽。
6、优选地,活动焊枪上设有带动活动焊枪上下移动的位移装置,位移装置包括安装在焊接支撑台上的安装台、安装在安装台上的滑动导轨、滑动连接在滑动导轨上用于安装活动焊枪的活动滑块、安装在安装台上用于带动活动滑块上下移动的第一驱动机构。
7、优选地,焊接支撑台包括垂直设置的固定底座,固定底座和安装台之间设有上下调节机构,上下调节机构带动安装台相对固定底座进行上下调节移动。
8、优选地,活动焊枪包括安装在焊接支撑台上的上电极,承载通道底部设有与上电极对应设置的下电极,下电极和上电极之间通过导线连接有电源。
9、优选地,夹紧分隔块的左右两侧设有穿入相邻电池间使相邻电池间隔分离的分隔部,活动焊枪下端外侧设有上下活动安装在焊接支撑台上的上定位机构,上定位机构包括活动连接在焊接支撑台上通过驱动力驱动进行上下移动的安装座和安装在安装座上的定位套管,定位套管下端设有与电池卡接设置的开口,定位套管上端中心位置开有定位中心孔,活动焊枪下端穿过定位中心孔位于定位套管内。
10、优选地,活动滑块上设有第一连接块,活动焊枪安装在第一连接块上,安装座上固定连接有第二连接块,第二连接块后端安装有滑动连接在滑动轨道外侧的定位滑块,第一连接块内侧滑动连接有左右两个导向杆,导向杆上端穿出第一连接块并设有向外扩的限位部,导向杆下端固定连接在第二连接块上,第一连接块和第二连接块之间设有将活动滑块上的驱动力向下传递至第二连接块上的弹性件。
11、优选地,定位套管上端中心位置设有凸台,定位中心孔贯穿凸台设置,定位套管的侧边设有连通定位中心孔的夹紧槽,安装座为套在凸台外侧的锁紧底座,活动焊枪和定位中心孔之间设有通过锁紧底座夹紧在定位中心孔内的导向套管。
12、优选地,第一连接块上安装有推动活动焊枪向下按压的按压驱动机构,活动焊枪固定连接在按压驱动机构的活动端上。
13、本发明有益的效果是:本发明中设有活动焊枪,通过活动焊枪的上下移动实现穿入和拔出电池卷芯的操作,进而避免了人工的插针操作,节省人力成本的同时也大大增加了电池焊接效率;在焊接前,设有对电池进行定位的定位机构,实现了电池的精准定位,便于活动焊枪的准确穿入,同时也保证了电池的焊接质量。
技术特征:
1.一种电池极耳快速焊接机构,包括用于输送电池的承载通道(1),承载通道(1)的左右两端分别设有电池通道口并形成左右水平输送电池,承载通道(1)上设有对电池进行定位的定位机构,其特征是:还包括设于定位机构相对位置上的焊接支撑台(4),焊接支撑台(4)上设有上下移动的活动焊枪(6),活动焊枪(6)呈细杆状并竖直安装;
2.根据权利要求1所述的一种电池极耳快速焊接机构,其特征是:所述承载通道(1)包括横截面呈“u”型设置的直线通道(34),所述电池通道口包括设置在直线通道(34)左端侧壁上用于电池出料的出料口(33)和设置在直线通道(34)右端侧壁上用于电池进料的进料口(29),所述进料口(29)外侧下方设有将电池由外向内输送至直线通道(34)内的输送轮(30),所述直线通道(34)上靠近进料口(29)的一侧开有与电池输送方向对应的进料推件口(35),进料推件口(35)内设有将送入直线通道(34)内的电池推向定位机构的进料件(31),所述直线通道(34)的左端侧壁上开有与所述出料口(33)对应设置的出料推件口(36),所述出料推件口(36)内设有将直线通道(34)内的电池从出料口(33)推出的出料件(37)。
3.根据权利要求1所述的一种电池极耳快速焊接机构,其特征是:所述定位机构包括开设在承载通道(1)前端侧壁上的通道口(13)、设置在通道口(13)内并通过第二驱动机构(14)驱动进行前后移动的夹紧分隔块(15),夹紧分隔块(15)上设有与所述电池壳体(3)对应设置的定位槽(16)。
4.根据权利要求1所述的一种电池极耳快速焊接机构,其特征是:所述活动焊枪(6)上设有带动活动焊枪(6)上下移动的位移装置(9),位移装置(9)包括安装在焊接支撑台(4)上的安装台(4-2)、安装在安装台(4-2)上的滑动导轨(9-1)、滑动连接在滑动导轨(9-1)上用于安装活动焊枪(6)的活动滑块(9-2)、安装在所述安装台(4-2)上用于带动活动滑块(9-2)上下移动的第一驱动机构(5)。
5.根据权利要求4所述的一种电池极耳快速焊接机构,其特征是:所述焊接支撑台(4)包括垂直设置的固定底座(4-1),固定底座(4-1)和安装台(4-2)之间安装有上下调节机构(10),所述上下调节机构(10)带动安装台(4-2)相对固定底座(4-1)进行上下调节移动。
6.根据权利要求1所述的一种电池极耳快速焊接机构,其特征是:所述活动焊枪(6)包括安装在焊接支撑台(4)上的上电极(6-1),所述承载通道(1)底部设有与上电极(6-1)对应设置的下电极(6-2),下电极(6-2)和上电极(6-1)之间通过导线连接有电源。
7.根据权利要求3所述的一种电池极耳快速焊接机构,其特征是:所述夹紧分隔块(15)的左右两侧设有穿入相邻电池间使相邻电池间隔分离的分隔部(17),所述活动焊枪(6)下端外侧设有上下活动安装在焊接支撑台(4)上的上定位机构,上定位机构包括活动连接在焊接支撑台(4)上通过驱动力驱动进行上下移动的安装座(27)和安装在安装座(27)上的定位套管(18),定位套管(18)下端设有与电池卡接设置的开口(19),所述定位套管(18)上端中心位置开有定位中心孔(20),所述活动焊枪(6)下端穿过定位中心孔(20)位于定位套管(18)内。
8.根据权利要求7所述的一种电池极耳快速焊接机构,其特征是:所述活动滑块(9-2)上设有第一连接块(11),所述活动焊枪(6)安装在所述第一连接块(11)上,所述安装座上固定连接有第二连接块(21),第二连接块(21)后端安装有滑动连接在滑动轨道(9-1)外侧的定位滑块(9-3),所述第一连接块(11)内侧滑动连接有左右两个导向杆(22),导向杆(22)上端穿出第一连接块(11)并设有向外扩的限位部(23),所述导向杆(22)下端固定连接在第二连接块(21)上,所述第一连接块(11)和第二连接块(21)之间设有将活动滑块(9-2)上的驱动力向下传递至第二连接块(21)上的弹性件(24)。
9.根据权利要求7所述的一种电池极耳快速焊接机构,其特征是:所述定位套管(18)上端中心位置设有凸台(25),所述定位中心孔(20)贯穿凸台(25)设置,所述定位套管(18)的侧边设有连通定位中心孔(20)的夹紧槽(26),所述安装座为套在凸台(25)外侧的锁紧底座(27),所述活动焊枪(6)和定位中心孔(20)之间设有通过锁紧底座(27)夹紧在定位中心孔(20)内的导向套管(28)。
10.根据权利要求8所述的一种电池极耳快速焊接机构,其特征是:所述第一连接块(11)上安装有推动活动焊枪(6)向下按压的按压驱动机构(12),所述活动焊枪(6)固定连接在按压驱动机构(12)的活动端上。
技术总结
一种电池极耳快速焊接机构,包括用于输送电池的承载通道,承载通道的左右两端分别设有电池通道口并形成左右水平输送电池,承载通道上设有对电池进行定位的定位机构,还包括设于定位机构相对位置上的焊接支撑台,焊接支撑台上设有上下移动的活动焊枪,活动焊枪呈细杆状并竖直安装;定位机构启动对电池进行定位,活动焊枪下移对定位的电池进行点焊;活动焊枪上移离开点焊完的电池,承载通道输送电池将下个电池送入定位机构。
技术研发人员:李久明,雷鸽飞,金哲宇,鲍俊军,邝时芬,徐建平,刘伟,翁昌豪,吴豪军
受保护的技术使用者:宇恒电池股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!