沾锡机的制作方法
本技术涉及变压器生产加工技术的领域,尤其是涉及一种沾锡机。
背景技术:
1、变压器是利用电磁感应的原理来改变交流电压的装置,主要功能有:电压变换、电流变换、阻抗变换、隔离、稳压(磁饱和变压器)等,主要构件是初级线圈、次级线圈和铁芯(磁芯),而线圈在生产完成之后,通常需要对线圈进行粘锡,使得线圈满足后续的使用需求。
2、目前,现有的线圈粘锡通常采用人工进行,即设置多个工位,通过多个工位上的人工依次进行线圈焊锡、剪去线圈上多余的锡等工作,协同进行加工;但是采用多工位多人工的这种线圈粘锡加工方式,因每个工位之间的工作间隔,以及每个工位之间的转运,其工作效率通常较低,难以满足大批量的线圈生产需求。
技术实现思路
1、为了提升对线圈进行粘锡的工作效率,本技术提供一种沾锡机。
2、本技术提供的一种沾锡机采用如下的技术方案:
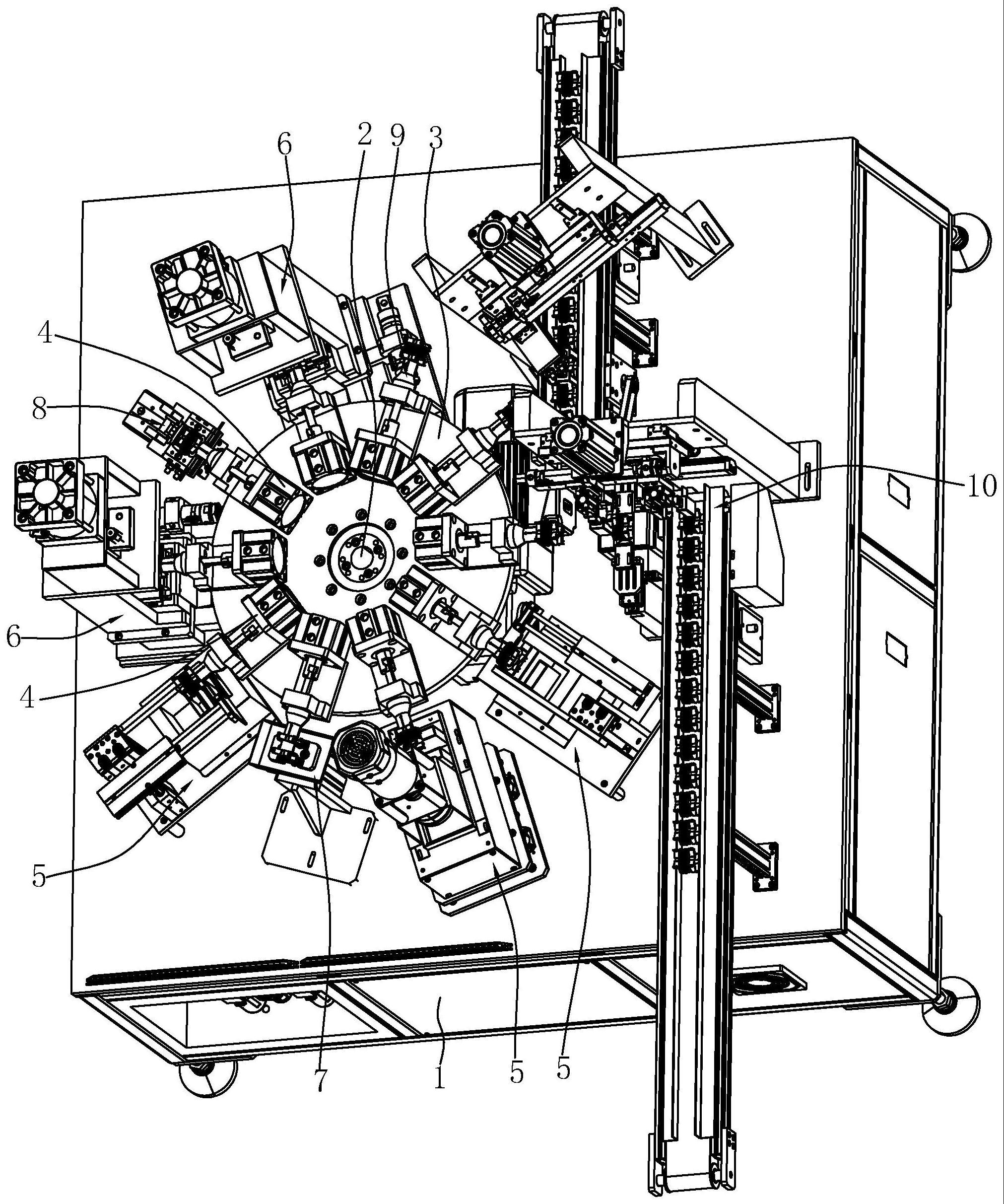
3、一种沾锡机,包括工作台、第一电机、转盘、第一气缸、粘锡工位、切脚工位、压扁工位和换边工位,所述第一电机设置在工作台上,所述转盘同轴设置在第一电机的输出轴上,所述第一气缸在转盘上设置有若干个,所述第一气缸的活塞杆上设置有用于固定线圈的固定件;所述粘锡工位设置在工作台上且用于驱使线圈的引脚进行粘锡;所述切脚工位设置在工作台上且用于切除线圈多余的引脚;所述压扁工位设置在工作台上且用于压扁线圈引脚上的锡块;所述换边工位设置在工作台上且用于驱使线圈转动。
4、通过采用上述技术方案,工作人员将若干个待粘锡的线圈通过固定件分别固定,启动第一电机带动转盘转动,转盘带动若干个第一气缸转动,第一气缸带动线圈转动,进而使得每一个工位均对准一个线圈,进行相应的加工,第一电机驱使转盘再次转动,使得线圈对准下一个工位,进行下一道加工,即一个线圈通过粘锡工位使得线圈的引脚进行粘锡,然后经过压扁工位对线圈引脚上的工位进行压扁,再经过切脚工位将线圈多余的引脚进行切除,又经过换边工位驱使线圈转动,便于切除线圈另一侧的引脚,最后再次通过切脚工位将线圈另一侧的引脚切除,即可完成线圈的整个粘锡过程,整个粘锡过程通过不间断的流水线式的对线圈进行加工,有效提升对线圈进行粘锡的工作效率。
5、可选的,所述工作台上设置有用于转运线圈的转运机构,所述转运机构包括输送带、输出带、夹入组件和夹出组件,所述输送带设置在工作台上且用于输入待粘锡的线圈,所述输出带设置在工作台上且用于输出粘锡完成的线圈;所述夹入组件设置在工作台上且用于将输送带上的线圈夹持至第一气缸上的固定件处;所述夹出组件设置在工作台上且用于将第一气缸上的线圈夹持至输出带上。
6、通过采用上述技术方案,待粘锡的线圈通过输送带输送至夹入组件处,夹入组件将待粘锡的线圈夹持至气缸上的固定件处进行固定,然后线圈经多个工位进行加工之后,转动至夹出组件处,夹出组件将粘锡完成的线圈夹持至输出带,输出带将粘锡完成的线圈输出,有效提升工作人员输入待粘锡的线圈以及输出粘锡完成的线圈便捷性,进而有效提升输入和输出线圈的工作效率。
7、可选的,所述夹入组件包括第二气缸、滑座、滑轨、第三气缸和夹取件,所述第二气缸竖直设置在工作台上,所述滑座滑动设置在工作台上,且所述滑座与第二气缸的活塞杆连接;所述滑轨滑动设置在滑座上,所述第三气缸水平设置在工作台上,所述第三气缸的活塞杆与滑轨连接;所述夹取件设置在滑轨上且用于夹持线圈。
8、通过采用上述技术方案,待粘锡的线圈经输送带输送至夹取件处,第二气缸的活塞杆伸长,使得滑座向靠近输送带的方向移动,滑座通过滑轨带动夹取件移动至输送带上的线圈处,然后通过夹取件将输送带上的线圈夹持,再驱使第二气缸的活塞杆回缩,使得滑座带动夹取件上升,然后驱使第三气缸的活塞杆伸长,使得滑轨向靠近转盘的方向移动,并使得线圈套至第一气缸上的固定件上,完成输送带上的线圈的上料,有效提升将输送带上的线圈进行转运的便捷性。
9、可选的,所述夹取件包括第一夹爪和第二夹爪,所述第一夹爪和第二夹爪间隔设置在滑轨上,所述第二夹爪的夹取方向与第一夹爪的夹取方向相垂直;所述工作台上设置有放置座,所述放置座与输送带上的线圈的距离和放置座与固定件的距离相同,且所述第一夹爪与第二夹爪之间的距离和放置座与输送带上的线圈的距离相同。
10、通过采用上述技术方案,第二气缸和第三气缸共同作用,驱使第一夹爪移动至输送带上的线圈上,同时又驱使第二夹爪移动至放置座的线圈上,然后第一夹爪夹持输送带上的线圈,第二夹爪夹持放置座上的线圈,再通过第二气缸和第三气缸共同作用,即可将第一夹爪上的线圈转运至放置座上,第二夹爪上的线圈转运至第一气缸上的固定件处,通过第二夹爪的夹取方向与第一夹爪的夹取方向相垂直,使得第一夹爪夹持输送带上的线圈的侧边,预防第一夹爪与输送带上待夹持的线圈的相邻线圈相碰撞,又能通过第二夹爪夹持放置座上的线圈的圆弧面,使得线圈中间的孔洞能够露出,便于将线圈套至第一气缸上的固定件上。
11、可选的,所述夹出组件包括第四气缸、滑板、支撑杆、第五气缸、第二电机和第三夹爪,所述第四气缸竖直设置在工作台上,所述滑板滑动设置在工作台上,所述滑板与第四气缸的活塞杆连接;所述支撑杆滑动设置在滑板上,所述第五气缸横向设置在滑板上,所述第五气缸的活塞杆与支撑杆连接;所述第二电机设置在支撑杆上,所述第三夹爪设置在第二电机的输出轴上。
12、通过采用上述技术方案,线圈经多个工位加工完成后,转动至与第三夹爪相正对,此时第四气缸的活塞杆伸长,使得滑板向靠近输出带的方向移动,滑板通过支撑杆带动第三夹爪向靠近输出带的方向移动,同时第五气缸的活塞杆伸长,使得第三夹爪移动至加工完成的线圈处,通过第二电机驱使第三夹爪转动至与加工完成的线圈的圆弧面正对,然后第三夹爪将加工完成的线圈夹起,第四气缸和第五气缸的活塞杆回缩,使得第三夹爪移动至输出带的正上方,再驱使第四气缸的活塞杆伸长,同时再次通过第二电机驱使第三夹爪转动,使得线圈的侧边平行于输出带的长度方向,松开第三夹爪,即可将加工完成的线圈放置于输出带上,有效提升工作人员对加工完成的线圈进行转运的便捷性。
13、可选的,所述粘锡工位包括第六气缸、锡盒、第七气缸和刮板,所述第六气缸竖直设置在工作台上,所述锡盒设置在第六气缸的活塞杆上;所述第七气缸设置在工作台上,所述刮板设置在第七气缸的活塞杆上。
14、通过采用上述技术方案,第一电机驱使线圈移动至锡盒的顶部时,第六气缸的活塞杆伸长,使得锡盒移动至线圈的引脚处,线圈的引脚即可粘附锡盒内的焊锡,粘锡完成之后,第七气缸的活塞杆伸长,带动刮板与线圈的引脚抵接,将线圈引脚上多余的锡层进行刮除,整个粘锡过程方便快捷,且通过刮板将多余的锡层刮除,有效节约焊锡的用量。
15、可选的,所述切脚工位包括第八气缸、上切刀和下切刀,所述第八气缸设置在工作台上,所述上切刀设置在第八气缸的活塞杆上,所述下切刀设置在工作台上,且所述上切刀和下切刀呈上下设置。
16、通过采用上述技术方案,第一电机驱使粘锡完成的线圈转动至下切刀处,使得线圈的引脚位于下切刀与上切刀之间,第八气缸的活塞杆伸长,使得上切刀向靠近下切刀的方向移动,即可将线圈多余的引脚进行切除,有效提升切除线圈多余的引脚的便捷性。
17、可选的,所述换边工位包括第九气缸、第三电机和第四夹爪,所述第九气缸设置在工作台上,所述第三电机设置在第九气缸的活塞杆上,所述第四夹爪设置在第三电机的输出轴上。
18、通过采用上述技术方案,第一电机驱使线圈转动至第四夹爪处,第九气缸的活塞杆伸长,驱使第四夹爪移动至线圈处,第四夹爪将线圈夹持,然后第九气缸的活塞杆回缩,第三电机驱使第一夹爪转动,第九气缸的活塞杆再次伸长,使得固定件将转动完成的线圈再次固定,即可使得线圈的另一侧的引脚朝向远离第一气缸的方向,有效提升驱使线圈进行转动的便捷性。
19、可选的,所述压扁工位包括第十气缸和压板,所述第十气缸设置在工作台上,所述压板设置在第十气缸的活塞杆上。
20、通过采用上述技术方案,第一电机驱使粘锡完成的线圈转动至压板处,第十气缸的活塞杆伸长,使得压板与线圈的底部抵接,即可将线圈引脚上的锡块压扁,有效提升压扁线圈引脚上的锡块的便捷性。
21、可选的,所述压板上开设有容纳槽,所述容纳槽的底壁上设置有弹簧,所述容纳槽内滑动设置有用于为线圈的引脚进行导向的导向块,所述导向块与弹簧连接。
22、通过采用上述技术方案,压板即将与线圈抵接时,线圈的引脚先与导向块抵接,对线圈的引脚的弯折方向进行导向,预防线圈的引脚反向弯折,压板继续移动并与线圈的底部抵接时,导向块受挤压而滑入容纳槽内,使得压板能够与线圈引脚上的锡块抵接。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.通过第一电机驱使若干个线圈转动,使得一个第一气缸上的线圈转动至一个工位处,进行相应的加工,然后第一电机驱使线圈对准下一个工位,进行下一道加工,整个粘锡过程通过不间断的流水线式的对线圈进行加工,有效提升对线圈进行粘锡的工作效率;
25、2.通过夹入组件将输送带上的待粘锡的线圈夹持至第一气缸上的固定件处进行固定,夹出组件将粘锡完成的线圈夹持至输出带上输出,有效提升工作人员输入待粘锡的线圈以及输出粘锡完成的线圈便捷性,进而有效提升输入和输出线圈的工作效率;
26、3.通过第二夹爪的夹取方向与第一夹爪的夹取方向相垂直,使得第一夹爪夹持输送带上的线圈的侧边,预防第一夹爪与输送带上待夹持的线圈的相邻线圈相碰撞,又能通过第二夹爪夹持放置座上的线圈的圆弧面,使得线圈中间的孔洞能够露出,便于将线圈套至第一气缸上的固定件上。
- 还没有人留言评论。精彩留言会获得点赞!