门触点开关的装配设备及装配方法与流程
本发明属于门触点开关的组装,特别是涉及一种门触点开关的装配设备及装配方法。
背景技术:
1、门触点开关是一种电气元器件,门触点开关装配设备用于将门触点开关进行组装。如中国专利cn111136463a公开了一种门触点开关装配设备,包括供料机构、第一压合机构、第二压合机构、检测装置以及出料装置。该装配设备在组装门触点开关时,先通过供料机构分别对u型件、底座以及上盖进行上料,然后通过第一压合机构将u型件压合在底座上,以形成第一组装件,第二压合机构将上盖压合在第一组装件上,以形成装配件,接着通过检测装置对装配件进行耐压检测,最后经过出料装置出料。该装配设备的各个模块之间位置不可随意变动,使用较为不便,拓展性较差。
技术实现思路
1、针对上述问题,本发明提供一种门触点开关的装配设备及装配方法,较为灵活方便,具有较好的拓展性,适用于装配多种类型的门触点开关。
2、为达到上述目的,本发明采用的技术方案如下:
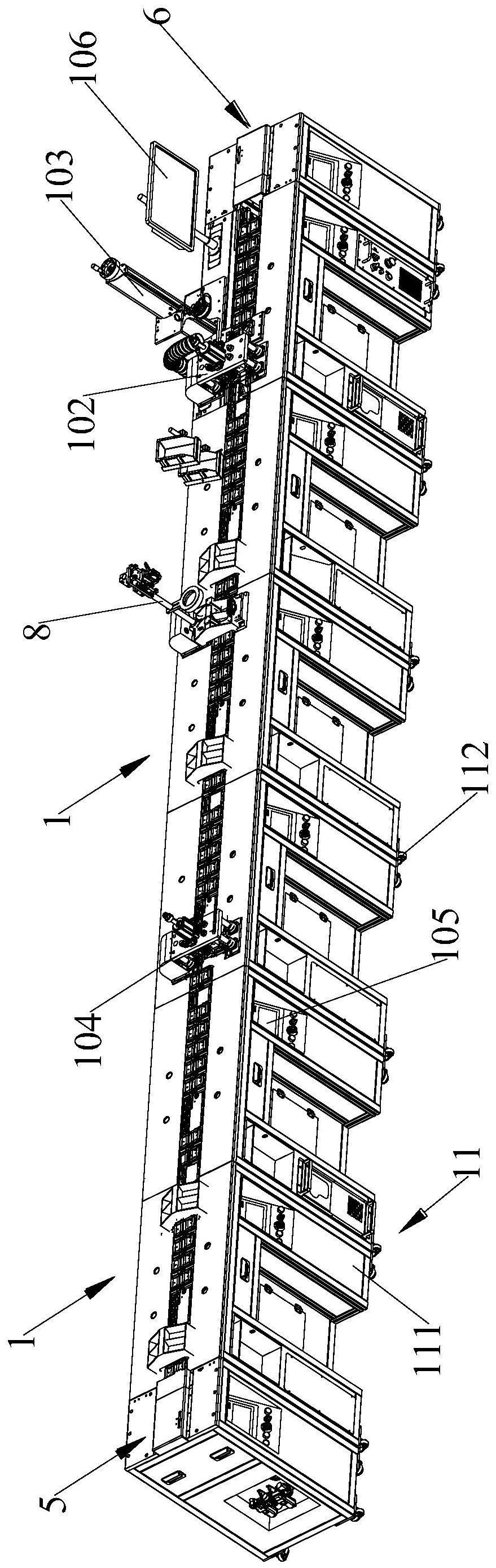
3、一种门触点开关的装配设备,包括多个相互独立的装配模组及在所述装配模组之间流转的载具,所述多个相互独立的装配模组中的至少两个沿前后方向排布;每个所述装配模组包括机架、上输送链和下输送链,所述上输送链和所述下输送链上下间隔地设置在所述机架上;
4、所述上输送链包括多个上链板、用于将相邻上链板转动连接的上连接销、设于所述上连接销上的上滚子和上滚轮、及设置在所述机架上的上安装座,所述多个上链板通过多个所述上连接销连接为闭合环状,所述上滚子和所述上滚轮相互套设并配置为绕所述上连接销转动,所述上滚子和所述上安装座接触且所述上安装座位于所述上滚子的下方,所述上滚轮和所述上滚子之间具有间隙并配置为当所述上滚轮承载所述载具时所述上滚轮受压而和所述上滚子接触;
5、沿前后方向排布的相邻的装配模组的各所述上输送链构成装配输送通道,各所述下输送链构成载具回收通道;
6、所述装配设备还包括前周转机构及后周转机构,所述前周转机构设置于最前侧的装配模组的前侧以将所述载具回收通道前端的载具移动至所述装配输送通道的前端,所述后周转机构设置于最后侧的装配模组的后侧以将所述装配输送通道后端的载具移动至所述载具回收通道的后端;
7、至少部分的所述装配模组上装载有压装机和/或检测器。
8、在一优选的实施例中,所述装配设备具有第一工作模式及第二工作模式,所述第一工作模式下m个所述装配模组沿前后方向排布在所述前周转机构和所述后周转机构之间;所述第二工作模式下n个所述装配模组沿前后方向排布在所述前周转机构和所述后周转机构之间;m和n为均为大于2的正整数,且m和n不相等。
9、在一优选的实施例中,所述装配设备具有第一工作模式及第二工作模式,至少一个所述装配模组在所述第一工作模式下装载的压装机和/或检测器与其在第二模式下装载的压装机和/或检测器不同,或至少一个所述装配模组在所述第一工作模式下装载压装机和/或检测器而在所述第二工作模式下不装载压装机和/或检测器。
10、在一更优选的实施例中,所述装配设备在所述第一工作模式下,第i个装配模组上装载有压装机,第j个装配模组上装载有检测器;所述装配模组在所述第二工作模式下,所述第i个装配模组上不装载压装机,所述第j个装配模组上装载有所述压装机和所述检测器。
11、在一优选的实施例中,沿前后方向排布的相邻的装配模组的各所述上输送链相互持平并具有间距,所述间距小于所述载具的沿前后方向的尺寸。
12、更优选地,所述上滚子套于所述上滚轮的两端部上,所述上滚轮的中部的外径大于其两端部的外径,所述上滚子的内径大于所述上滚轮的端部的外径且小于所述上滚轮的中部的外径,所述上滚子的外径小于所述上滚轮的中部的外径。
13、在一优选的实施例中,所述下输送链包括多个下链板、用于将相邻下链板转动连接的下连接销、设于所述下连接销上的下滚子和下滚轮、及设置在所述机架上的下安装座,所述多个下链板通过多个所述下连接销连接为闭合环状,所述下滚子和所述下滚轮相互套设并配置为绕所述下连接销转动,所述下滚子和所述下安装座接触且所述下安装座位于所述下滚子的下方,所述下滚轮和所述下滚子之间具有间隙并配置为当所述下滚轮承载所述载具时所述下滚轮受压而和所述下滚子接触。
14、在一优选的实施例中,每个所述装配模组包括上主动链轮和设置于所述上主动链轮前侧或后侧的上从动链轮,所述上输送链由所述上主动链轮及所述上从动链轮支承并被所述上主动链轮驱动;每个所述装配模组包括下主动链轮和设置于所述下主动链轮前侧或后侧的下从动链轮,所述下输送链由所述下主动链轮及所述下从动链轮支承并被所述下主动链轮驱动。
15、在一优选的实施例中,所述前周转机构包括能够沿上下方向移动的用于承载所述载具的第一载具盘,所述第一载具盘具有和所述装配输送通道的前端持平且对齐的出料位置及和所述载具回收通道的前端持平且对齐的入料位置。
16、在一优选的实施例中,所述前周转机构还包括能够沿前后方向运动的第一推料件,所述第一推料件邻近所述第一载具盘的所述出料位置设置并配置为将所述第一载具盘上的载具推入所述装配输送通道上。
17、在一优选的实施例中,所述后周转机构包括能够沿上下方向移动的用于承载所述载具的第二载具盘,所述第二载具盘具有和所述装配输送通道的后端持平且对齐的入料位置及和所述载具回收通道的后端持平且对齐的出料位置。
18、在一更优选的实施例中,所述后周转机构还包括能够沿前后方向运动的第二推料件,所述第二推料件邻近所述第二载具盘的所述出料位置设置并配置为将所述第二载具盘上的载具推入所述载具回收通道上。
19、在一优选的实施例中,最后侧的所述装配模组上装载有下盖压装机和打标机,另一个所述装配模组上装载有螺丝压装机。
20、在一优选的实施例中,所述机架包括柜体及设置于所述柜体底部的滚轮,所述柜体的前表面和后表面均呈竖直延伸的平面,所述上输送链和所述下输送链自所述柜体的前表面延伸至所述柜体的后表面,所述压装机和/或检测器可拆卸地设置于所述柜体的顶部;两个所述装配模组相接后,前侧的装配模组的后表面和后侧的装配模组的前表面相接。
21、本发明还采用如下技术方案:
22、一种门触点开关的装配方法,采用上述的门触点开关的装配设备,所述装配方法包括如下步骤:将所述装配设备从第一装配模式切换为第二装配模式的模式切换步骤,所述第一装配模式下所述装配设备对第一种门触点开关进行组装,所述第二装配模式下所述装配设备对第二种门触点开关进行组装。
23、在一优选的实施例中,所述模式切换步骤包括:
24、增加或减少所述装配模组,并将各所述装配模组前后相接地设置在所述前周转机构和所述后周转机构之间;和/或
25、将所述压装机和/或检测器自一装配模组上拆下,或在一装配模组上装载压装机和/或检测器。
26、本发明采用以上方案,相比现有技术具有如下优点:
27、本发明的门触点开关的装配设备,各个装配模组独立设置,在实际装配时可以根据需要增加或减少装配模组的数量,也可以将压装机或者检测器从一装配模组上拆卸下来,在另一装配模组上装载压装机或检测器,使用较为灵活方便,可拓展性较好,可装配不同种类的门触点开关。
- 还没有人留言评论。精彩留言会获得点赞!