一种扫描振镜场镜保护镜片焊渣检测装置、方法及介质与流程
本发明涉及焊渣检测相关,尤其是涉及一种扫描振镜场镜保护镜片焊渣检测装置、方法及介质。
背景技术:
1、由于扫描振镜激光焊的焊接速度极高,目前动力电池侧板和电极连接片,金属粉末3d打印都采用扫描振镜激光焊。扫描振镜焊接头包括准直器、扫描振镜、场镜、场镜保护镜片,其中,场镜保护镜片用于保护场镜,防止焊渣飞溅损伤场镜。场镜保护镜片上的焊渣脏污的影响有:遮挡激光光路,造成焊缝虚焊,虚焊会减少过流面积,接触电阻增大,导致电池存在发热、短路、爆炸等安全隐患;反射激光造成高反报警,严重情况下焊接头烧毁。因此,如何有效检测场镜保护镜片上的焊渣成为亟待解决的问题。
2、现有技术中,是由人工每2小时去检查一遍场镜保护镜片,但由于焊房光线暗,场镜为透镜组合会反光,人眼很难从一个方向分辨出焊渣和保护镜片是否损伤,且部分虚焊人工很难分辨出来。另外,人工检测的工作效率也较低。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种扫描振镜场镜保护镜片焊渣检测装置,能够有效排除光线干扰,对焊渣进行精确检测,且能自动进行焊接和焊渣检测的交替工作,工作效率高。
2、本发明还提供了一种扫描振镜场镜保护镜片焊渣检测方法、系统、控制装置以及计算机可读存储介质。
3、根据本发明的第一方面实施例的扫描振镜场镜保护镜片焊渣检测装置,包括:
4、焊渣检测支架;
5、检测相机,设于所述焊渣检测支架上;
6、同轴光源,设于所述焊渣检测支架上且位于所述检测相机正上方,所述同轴光源用于发射光源至场镜保护镜片上,以使得所述检测相机接收反射回来的光源并根据灰度识别所述场镜保护镜片上的焊渣;
7、焊接机器人,其上设有扫描振镜激光焊,所述焊接机器人分别与所述检测相机和所述同轴光源通信连接,所述焊接机器人可控制带动所述扫描振镜激光焊在焊接工作台和所述同轴光源上方移动,以进行焊接和焊渣检测的交替工作。
8、根据本发明实施例的扫描振镜场镜保护镜片焊渣检测装置,至少具有如下有益效果:
9、通过检测相机和同轴光源对扫描振镜激光焊的场镜保护镜片进行焊渣检测,利用同轴光源比传统光源更均匀的照明,同时能避免物体的反光的特性,可以有效排除焊渣检测过程中的光线干扰,进行精确检测,且采用检测相机进行焊渣检测比人工检测的工作效率高。通过设置焊接工作台和焊渣检测工位,并控制焊接机器人运动,带动扫描振镜激光焊在焊接工作台移动和焊渣检测工位上方移动,在焊接一定次数后就进行一次焊渣检测,超过检测标准就报警并进行焊渣清理,没超过就继续焊接,自动进行焊接和焊渣检测的交替工作,提高了工作效率。
10、根据本发明的一些实施例,所述焊渣检测支架位于所述焊接工作台侧部,所述焊接机器人包括:
11、机器人主体,其上设有所述扫描振镜激光焊;
12、转动机构,设于所述机器人主体上;
13、控制装置,设于所述机器人主体上,所述控制装置分别与所述检测相机和所述同轴光源通信连接,所述控制装置用于控制所述转动机构转动后带动所述扫描振镜激光焊在焊接工作台和所述同轴光源上方移动,以进行焊接和焊渣检测的交替工作。
14、根据本发明的第二方面实施例的扫描振镜场镜保护镜片焊渣检测方法,应用于如上述第一方面实施例所述的焊接机器人;所述扫描振镜场镜保护镜片焊渣检测方法包括以下步骤:
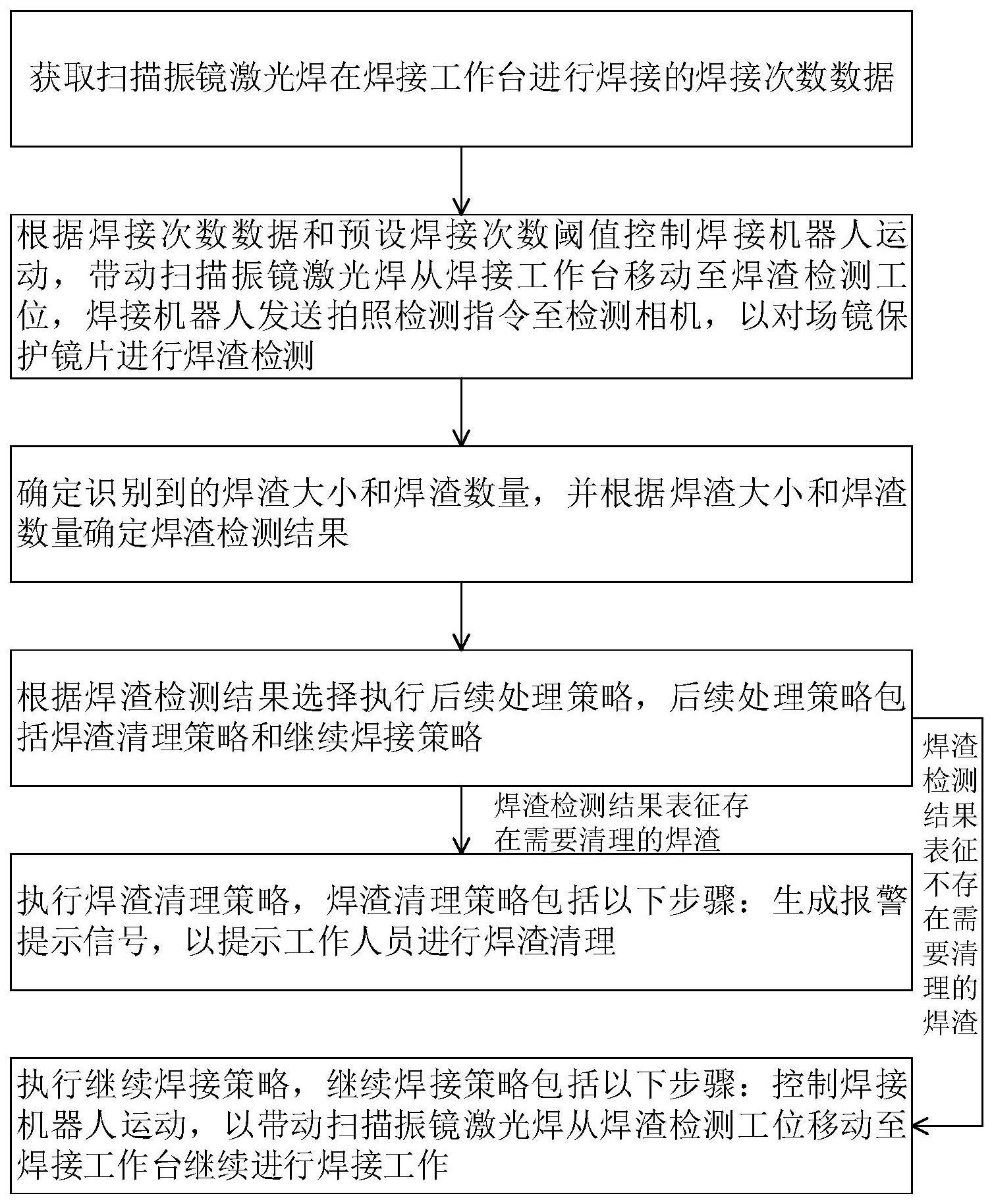
15、获取所述扫描振镜激光焊在所述焊接工作台进行焊接的焊接次数数据;
16、根据所述焊接次数数据和预设焊接次数阈值控制所述焊接机器人运动,带动所述扫描振镜激光焊从所述焊接工作台移动至所述焊渣检测工位,所述焊接机器人发送拍照检测指令至所述检测相机,以对所述场镜保护镜片进行焊渣检测;
17、确定识别到的焊渣大小和焊渣数量,并根据所述焊渣大小和所述焊渣数量确定焊渣检测结果;
18、根据所述焊渣检测结果选择执行后续处理策略,所述后续处理策略包括焊渣清理策略和继续焊接策略,其中,所述焊渣清理策略包括以下步骤:生成报警提示信号,以提示工作人员进行焊渣清理;所述继续焊接策略包括以下步骤:控制所述焊接机器人运动,以带动所述扫描振镜激光焊从所述焊渣检测工位移动至所述焊接工作台继续进行焊接工作。
19、根据本发明实施例的扫描振镜场镜保护镜片焊渣检测方法,至少具有如下有益效果:
20、通过检测相机和同轴光源对扫描振镜激光焊的场镜保护镜片进行焊渣检测,利用同轴光源比传统光源更均匀的照明,同时能避免物体的反光的特性,可以有效排除焊渣检测过程中的光线干扰,进行精确检测,且采用检测相机进行焊渣检测比人工检测的工作效率高。通过设置焊接工作台和焊渣检测工位,并控制焊接机器人运动,带动扫描振镜激光焊在焊接工作台移动和焊渣检测工位上方移动,在焊接一定次数后就进行一次焊渣检测,超过检测标准就报警并进行焊渣清理,没超过就继续焊接,自动进行焊接和焊渣检测的交替工作,提高了工作效率。
21、根据本发明的一些实施例,所述根据所述焊接次数数据和预设焊接次数阈值控制所述焊接机器人运动,带动所述扫描振镜激光焊从所述焊接工作台移动至所述焊渣检测工位,所述焊接机器人发送拍照检测指令至所述检测相机,以对所述场镜保护镜片进行焊渣检测,包括以下步骤:
22、若所述焊接次数数据大于所述预设焊接次数阈值,控制所述焊接机器人运动,带动所述扫描振镜激光焊从所述焊接工作台移动至所述焊渣检测工位,所述焊接机器人发送所述拍照检测指令至所述检测相机,以对所述场镜保护镜片进行焊渣检测。
23、根据本发明的一些实施例,所述确定识别到的焊渣大小和焊渣数量,并根据所述焊渣大小和所述焊渣数量确定焊渣检测结果,包括以下步骤:
24、若存在直径大于2毫米的焊渣,所述焊渣检测结果表征存在需要清理的焊渣;
25、若存在超过3个直径大于1毫米且小于2毫米的焊渣,所述焊渣检测结果表征存在需要清理的焊渣;
26、若存在超过6个直径大于0.6毫米且小于1毫米的焊渣,所述焊渣检测结果表征存在需要清理的焊渣。
27、根据本发明的一些实施例,所述根据所述焊渣检测结果选择执行后续处理策略,包括以下步骤:
28、若所述焊渣检测结果表征存在需要清理的焊渣,执行所述焊渣清理策略;
29、若所述焊渣检测结果表征不存在需要清理的焊渣,执行所述继续焊接策略。
30、根据本发明的一些实施例,焊渣检测过程包括以下步骤;
31、获取由所述焊接机器人发送的所述拍照检测指令;
32、根据所述拍照检测指令启动所述检测相机对所述场镜保护镜片进行拍照检测;
33、通过视觉算子判断所述场镜保护镜片上是否存在焊渣;
34、若存在,确定识别到的焊渣大小和焊渣数量。
35、根据本发明的一些实施例,在所述获取所述扫描振镜激光焊在所述焊接工作台进行焊接的焊接次数数据前,还包括以下步骤:
36、响应于用户的设置操作,获取由用户设置的所述预设焊接次数阈值;
37、控制启动所述扫描振镜激光焊在所述焊接工作台进行焊接。
38、根据本发明的一些实施例,在工作人员对焊渣清理完毕后,还包括以下步骤:
39、响应于用户触发的复位指令,控制所述焊接机器人运动,带动所述扫描振镜激光焊移动至所述焊接工作台上方;
40、启动所述扫描振镜激光焊进行焊接。
41、根据本发明的第三方面实施例的控制装置,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如上述第二方面实施例所述的扫描振镜场镜保护镜片焊渣检测方法。由于控制装置采用了上述实施例的扫描振镜场镜保护镜片焊渣检测方法的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果。
42、根据本发明的第四方面实施例的计算机可读存储介质,存储有计算机可执行指令,所述计算机可执行指令用于执行如上述第二方面实施例所述的扫描振镜场镜保护镜片焊渣检测方法。由于计算机可读存储介质采用了上述实施例的扫描振镜场镜保护镜片焊渣检测方法的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果。
43、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。
- 还没有人留言评论。精彩留言会获得点赞!