采煤机链轨及制造方法与流程
本发明涉及采煤机,尤其涉及一种采煤机链轨制造方法。
背景技术:
1、链轨是一种安装在无链牵引轨座上,与无链牵引采煤机等设备的行走链轮啮合用的链条,由平环、立环和接链环所组成。传统制作方法与现有链轨标准《mt/t909.1-2005 无链牵引链轨》中,立环和接连环均为锻造成型,需要使用复杂的工具和设备,制作过程繁琐,费时费力。而使用现有链条改制又存在成本过高,耗时长的缺点。
技术实现思路
1、为解决上述技术中存在的技术问题,鉴于此,有必要提供一种采煤机链轨制造方法。
2、一种采煤机链轨制造方法,包括以下步骤,
3、s1:采用铸造工艺制备立环;
4、s2:选取相应直径的结构钢,并按照平环尺寸将结构钢切割呈预定长度的圆棒材,采用液压弯曲工艺,将圆棒材弯折成鱼钩形的半长平环;
5、s3:打磨平整半长平环的两个端部,形成焊接接口;
6、s4:分别选取两个半长平环以及一个铸造好的立环,将两个半长平环对接套入铸造好的立环,采用焊接工艺,将两个半长环焊接为一个平环;
7、s5:根据链轨长度需求,按照步骤s4的方式将立环与半长平环依次续接,编制成预定长度的链轨;
8、s6:对编制好的链轨进行热处理,首先在加热频率2khz、加热功率80kw的条件下对链轨进行仿形感应淬火处理,然后在500~650℃的温度条件下进行高温回火处理,使成品链轨硬度为hb240~280;
9、s7:在成品链轨表面应用防锈涂层。
10、优选的,所述步骤s1中,制备立环包括以下步骤,
11、(1):根据立环形状,选择与立环形状相适配的模具;
12、(2):依据低合金铸钢材料成分及比例要求,选择对应的金属材料放入熔炉中进行加热熔化,直至达到熔点温度;
13、(3):将熔化后的金属液体以预定的浇注温度、预定的浇注时间内倒入已准备好的模具中;
14、(4):待金属液体充分浇注入模具后停止浇注,以自然冷却的方式使金属液体凝固固化形成铸件;待铸件完全冷却后,将模具拆除,取出成型的立环;
15、(5):对成型后的立环进行修整、抛光、清理、除锈处理。
16、优选的,所述低合金铸钢元素组成为c 0.27~0.33%、si 0.6~0.8%、mn 1.2~1.6%、mo 0.20~0.40%、p≤0.025%、s≤0.025%,余量为fe及不可避免的杂质。
17、优选的,所述浇注时间小于10s。
18、优选的,所述浇注温度1550~1570℃。
19、优选的,所述步骤s6中,若经过高温回火后的链轨硬度不能达到要求,需要再对链轨整体进行中温回火处理,再重复步骤s6,直至链轨硬度符合要求。
20、优选的,所述步骤s6中,在对链轨进行热处理时,先对链轨整体进行感应淬火处理,待链轨透热20~25min后,然后再对立环进行高温回火处理,得到合格的硬度,便不再继续;若立环硬度不合格,需要将链轨整体进行中温回火,再对链轨整体进行感应淬火处理,待链轨透热20~25min后,然后再对立环进行高温回火处理,得到合格的硬度,直至链轨硬度符合要求。
21、优选的,所述步骤s2中,将圆棒材弯折成半长平环后,需要进行修整、切割、矫正处理。
22、还有必要提供一种采煤机链轨。
23、一种采煤机链轨,根据上述所述的采煤机链轨制造方法制备而成。
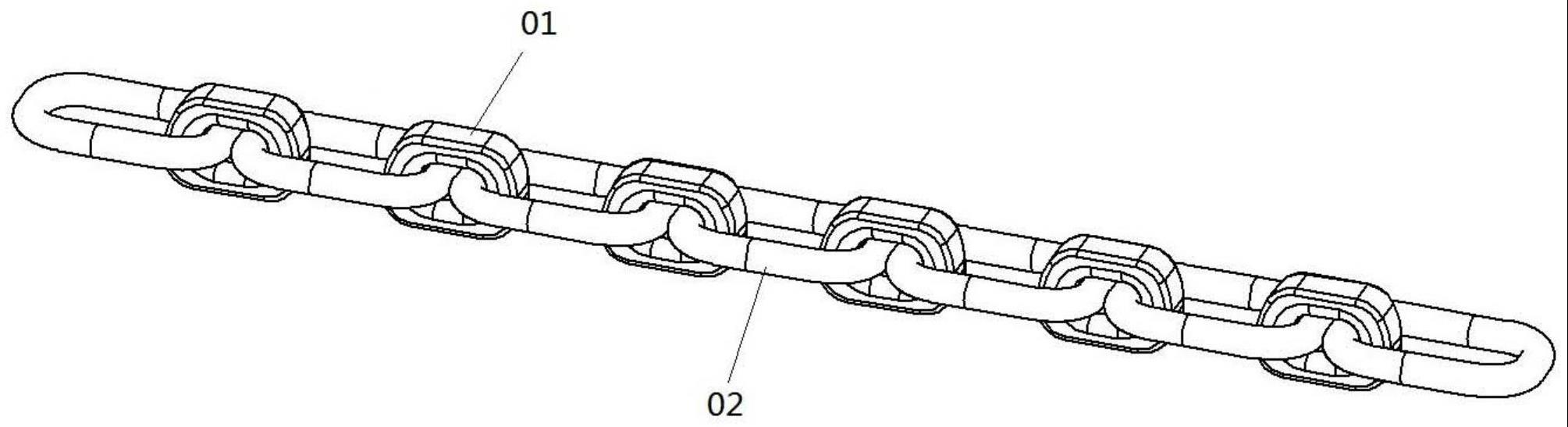
24、优选的,所述采煤机链轨包括交替续接的立环及平环;所述立环截面呈梯形结构,即立环的下边长于上边,所述立环的底面平整;所述平环包括两个呈鱼钩形结构的半长平环,两个半长平环对合在一起可形成一个平环。
25、由上述技术方案可知,本发明提供的采煤机链轨制造方法,采用铸造立环,焊接平环,减少了成本投入,而且铸造工艺立环的吸能性优于锻造工艺的立环,可以有效减少运动齿的冲击与磨损,保证设备平稳运动;链轨的制作工艺简便,不需要使用复杂设备,成本投入低;链轨长度可以自由调节,只需增加焊接平环或切除焊接平环,适用范围广,灵活性强。
技术特征:
1.一种采煤机链轨制造方法,其特征在于:包括以下步骤,
2.根据权利要求1所述的采煤机链轨制造方法,其特征在于:所述步骤s1中,制备立环包括以下步骤,
3.根据权利要求2所述的采煤机链轨制造方法,其特征在于:所述低合金铸钢元素组成为c 0.27~0.33%、si 0.6~0.8%、mn 1.2~1.6%、mo 0.20~0.40%、p≤0.025%、s≤0.025%,余量为fe及不可避免的杂质。
4.根据权利要求3所述的采煤机链轨制造方法,其特征在于:所述浇注时间小于10s。
5.根据权利要求4所述的采煤机链轨制造方法,其特征在于:所述浇注温度1550~1570℃。
6.根据权利要求1或2所述的采煤机链轨制造方法,其特征在于:所述步骤s6中,若经过高温回火后的链轨硬度不能达到要求,需要再对链轨整体进行中温回火处理,再重复步骤s6,直至链轨硬度符合要求。
7.根据权利要求6所述的采煤机链轨制造方法,其特征在于:所述步骤s6中,在对链轨进行热处理时,先对链轨整体进行感应淬火处理,待链轨透热20~25min后,然后再对立环进行高温回火处理,得到合格的硬度,便不再继续;若立环硬度不合格,需要将链轨整体进行中温回火,再对链轨整体进行感应淬火处理,待链轨透热20~25min后,然后再对立环进行高温回火处理,得到合格的硬度,直至链轨硬度符合要求。
8.根据权利要求1所述的采煤机链轨制造方法,其特征在于:所述步骤s2中,将圆棒材弯折成半长平环后,需要进行修整、切割、矫正处理。
9.一种采煤机链轨,其特征在于:根据权利要求1至9任意一项所述的采煤机链轨制造方法制备而成。
10.根据权利要求9所述的采煤机链轨,其特征在于:所述采煤机链轨包括交替续接的立环及平环;所述立环截面呈梯形结构,即立环的下边长于上边,所述立环的底面平整;所述平环包括两个呈鱼钩形结构的半长平环,两个半长平环对合在一起可形成一个平环。
技术总结
一种采煤机链轨制造方法,包括以下步骤,采用铸造工艺制备立环;将圆棒材弯折成鱼钩形的半长平环;打磨平整半长平环的两个端部,形成焊接接口;将两个半长平环对接套入铸造好的立环,采用焊接工艺,将两个半长环焊接为一个平环,根据链轨长度需求,按照相同的方式将立环与半长平环依次续接编制成预定长度的链轨;对编制好的链轨进行热处理;在成品链轨表面应用防锈涂层。本发明采用铸造立环、焊接平环,减少了成本投入,铸造立环的吸能性优于锻造立环,可有效减少运动齿的冲击与磨损,保证设备平稳运动;链轨的制作工艺简便,不需要使用复杂设备,成本投入低。本发明还提供了一种采煤机链轨制造。
技术研发人员:李旺,王春生,刘益添,余铜柱,高武孝,杨玉坡,秦俊,李龙刚,杨皓,苏醒,侯斌,马维
受保护的技术使用者:宁夏天地奔牛实业集团有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!