一种柴油机凸轮轴轴承座孔加工装置及方法与流程
本发明涉及柴油机,特别是涉及一种柴油机凸轮轴轴承座孔加工装置及方法。
背景技术:
1、船用柴油机凸轮轴轴承座孔分布两列,每列均设有多个轴承座孔,加工轴承座孔时,各列轴承座孔的同轴度要求保持在0.02mm以内,每个轴承座孔的直径需加工到φ30mm,公差为±0.01mm,同一列内相邻轴承座孔之间的距离长达为200mm-220mm之间,每列轴承座孔之间总长为1260mm。各轴承座孔的直径小,且孔与孔之间的跨度长,加工精度要求高。目前,在加工轴承座孔时,将凸轮轴轴承座固定在平台上,利用加长的专用铰刀,采用人工铰孔的方式加工轴承座孔,上述方式可以加工出柴油机凸轮轴轴承座孔,但人工铰孔不仅耗费时间长,而且不同操作者铰孔铰出来的效果不同,手工铰孔精度难以保证,将导致同一列轴承座孔的同轴度可能不一致,影响铰孔质量。
技术实现思路
1、本发明的目的是提供一种柴油机凸轮轴轴承座孔加工装置及方法,以解决人工铰孔耗费时间长,且易导致同一列轴承座孔的同轴度不一致的问题。
2、为了实现上述目的,本发明采用以下技术方案:
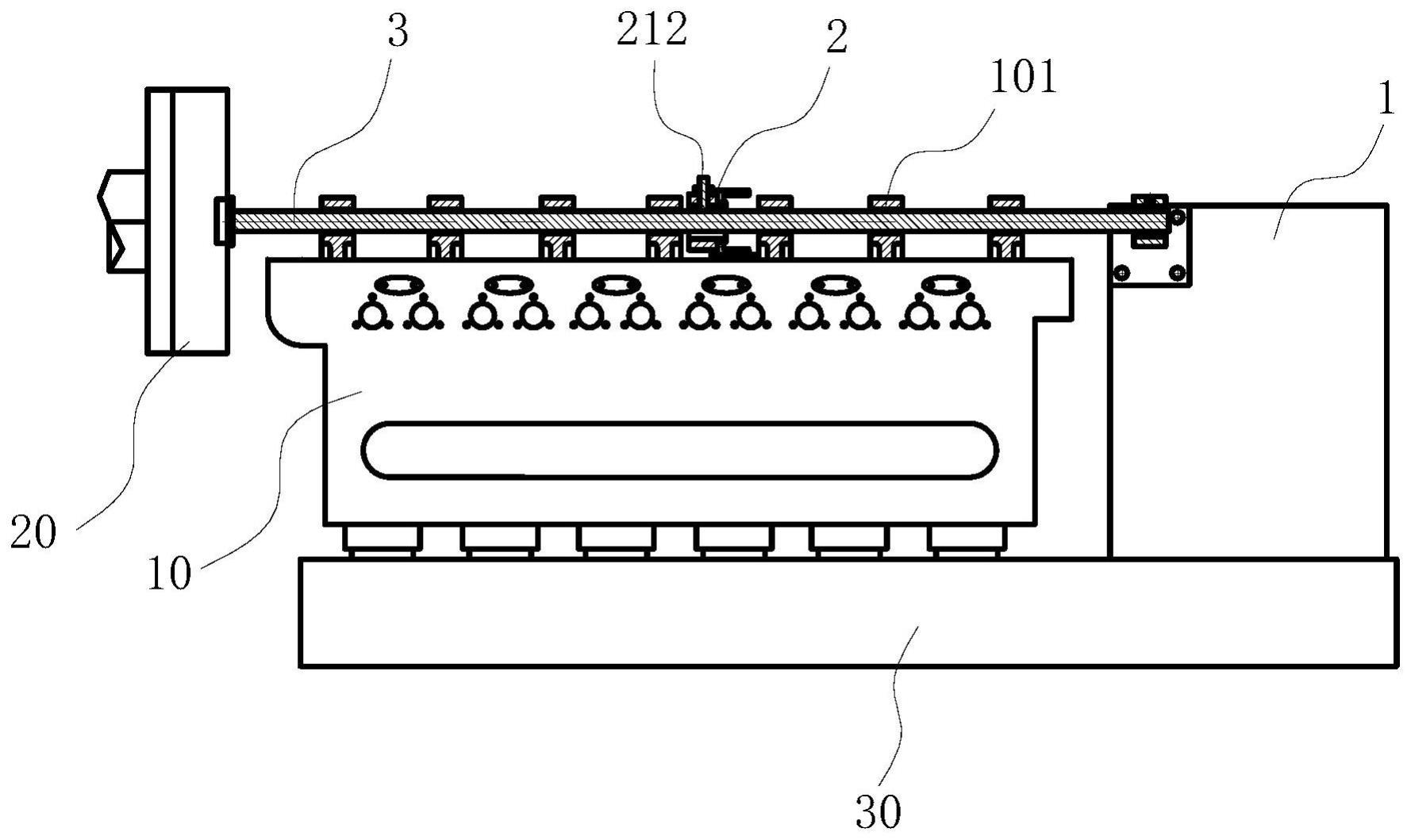
3、本发明的一个方面是提供一种柴油机凸轮轴轴承座孔加工装置,用于加工凸轮轴轴承座上的轴承座孔,包括:
4、镗杆轴承座,设有第一轴承孔,所述第一轴承孔的孔中心轴线与所述轴承座孔的孔中心轴线共线;
5、托架,固定在所述凸轮轴轴承座上,所述托架上设有第二轴承孔,所述第二轴承孔的孔中心轴线与所述轴承座孔的孔中心轴线共线,所述第二轴承孔的孔壁沿径向螺纹装配有调节杆;
6、镗刀杆,所述镗刀杆上沿轴向间隔设有多个刀具安装口,各所述刀具安装口均安装有刀具,所述镗刀杆的端部穿过所述轴承座孔、所述第二轴承孔可转动地安装于所述第一轴承孔内,以使得各所述刀具安装口内的刀具与各所述轴承座孔一一对应。
7、优选地,还包括塞尺,所述塞尺包括尺体和测量管,所述测量管设于所述尺体的一侧或两侧,所述测量管沿轴向具有多个管段,各所述管段以自所述尺体向远离所述尺体的方向管外径依次增大的次序排布。
8、优选地,还包括对刀结构,所述对刀结构包括半环管,所述半环管的两端均开设有缺口,所述缺口呈半环状,所述缺口与所述半环管同轴设置,所述缺口沿径向延伸至所述半环管的管内壁。
9、优选地,所述托架包括托架本体和托架套,所述托架本体可拆连接在所述凸轮轴轴承座上,所述托架套设于所述托架本体上,所述托架套上径向开设有用于装配所述调节杆的螺纹孔。
10、优选地,各所述刀具安装口处均开设有锁紧件安装孔,所述锁紧件安装孔与对应的所述刀具安装口连通,所述锁紧件安装孔安装有用于锁紧所述刀具的锁紧件。
11、优选地,所述镗杆轴承座包括l形底座、底板和套筒,所述底板固定在所述l形底座的竖直臂的一侧面,所述套筒固定在所述底板上,所述套筒的中心轴线与所述底板、所述l形底座的竖直臂平行。
12、本发明的另一个方面是提供一种如上所述的柴油机凸轮轴轴承座孔加工装置的加工方法,包括:
13、步骤s1,将凸轮轴轴承座固定在镗床工作台上;
14、步骤s2,在镗床工作台上安装镗杆轴承座,并使镗杆轴承座上的第一轴承孔的孔中心轴线与轴承座孔的孔中心轴线共线;
15、步骤s3,在凸轮轴轴承座上安装托架,并使托架上第二轴承孔的孔中心轴线与轴承座孔的孔中心轴线共线;
16、步骤s4,将镗刀杆固定于镗床卡盘上;
17、步骤s5,在镗刀杆的刀具安装口安装刀具并对刀;
18、步骤s6,运转镗刀杆,加工各轴承座孔。
19、优选地,所述步骤s5包括:
20、步骤s51,将刀具安装于刀具安装口;
21、步骤s52,使用对刀结构进行对刀;
22、步骤s53,通过锁紧件锁紧刀具。
23、优选地,所述步骤s4和步骤s5之间还包括:空运转镗刀杆,并监测镗刀杆的跳动量,调整托架上调节杆的位置,以使得跳动量小于设定阈值。
24、优选地,所述步骤s6包括:
25、步骤s61,依次对每个轴承座孔进行粗镗,粗镗完每一刀后均重新对刀,并检测轴承座孔是否存在椭圆和锥度,若不存在椭圆和锥度,则进行步骤s62;
26、步骤s62,依次对每个轴承座孔进行精镗,并检测轴承座孔是否合格,若各轴承座孔均合格,则进行步骤s63;
27、步骤s63,将凸轮轴安装在轴承座孔内,进行转动测试。
28、本发明实施例一种柴油机凸轮轴轴承座孔加工装置及方法与现有技术相比,其有益效果在于:
29、本发明实施例的柴油机凸轮轴轴承座孔加工装置,采用安装有多个刀具的镗刀杆对同一列的各轴承座孔进行加工,并通过镗杆轴承座和托架对镗刀杆提供支撑,避免因镗刀杆刚性差引起加工震动,而影响加工轴承座孔的表面粗糙度和加工精度,从而保证了同一列各轴承座孔的同轴度一致,提高加工质量,且提高作业效率。
技术特征:
1.一种柴油机凸轮轴轴承座孔加工装置,用于加工凸轮轴轴承座上的轴承座孔,其特征在于,包括:
2.根据权利要求1所述的柴油机凸轮轴轴承座孔加工装置,其特征在于,还包括塞尺,所述塞尺包括尺体和测量管,所述测量管设于所述尺体的一侧或两侧,所述测量管沿轴向具有多个管段,各所述管段以自所述尺体向远离所述尺体的方向管外径依次增大的次序排布。
3.根据权利要求1所述的柴油机凸轮轴轴承座孔加工装置,其特征在于,还包括对刀结构,所述对刀结构包括半环管,所述半环管的两端均开设有缺口,所述缺口呈半环状,所述缺口与所述半环管同轴设置,所述缺口沿径向延伸至所述半环管的管内壁。
4.根据权利要求1所述的柴油机凸轮轴轴承座孔加工装置,其特征在于,所述托架包括托架本体和托架套,所述托架本体可拆连接在所述凸轮轴轴承座上,所述托架套设于所述托架本体上,所述托架套上径向开设有用于装配所述调节杆的螺纹孔。
5.根据权利要求1所述的柴油机凸轮轴轴承座孔加工装置,其特征在于,各所述刀具安装口处均开设有锁紧件安装孔,所述锁紧件安装孔与对应的所述刀具安装口连通,所述锁紧件安装孔安装有用于锁紧所述刀具的锁紧件。
6.根据权利要求1所述的柴油机凸轮轴轴承座孔加工装置,其特征在于,所述镗杆轴承座包括l形底座、底板和套筒,所述底板固定在所述l形底座的竖直臂的一侧面,所述套筒固定在所述底板上,所述套筒的中心轴线与所述底板、所述l形底座的竖直臂平行。
7.一种如权利要求1-6任一项所述的柴油机凸轮轴轴承座孔加工装置的加工方法,其特征在于,包括:
8.根据权利要求7所述的加工方法,其特征在于,所述步骤s5包括:
9.根据权利要求7所述的加工方法,其特征在于,所述步骤s4和步骤s5之间还包括:空运转镗刀杆,并监测镗刀杆的跳动量,调整托架上调节杆的位置,以使得跳动量小于设定阈值。
10.根据权利要求7所述的加工方法,其特征在于,所述步骤s6包括:
技术总结
本发明涉及柴油机技术领域,公开了一种柴油机凸轮轴轴承座孔加工装置及方法,装置包括:镗杆轴承座,设有第一轴承孔,第一轴承孔的孔中心轴线与轴承座孔的孔中心轴线共线;托架,固定在凸轮轴轴承座上,托架上设有第二轴承孔,第二轴承孔的孔中心轴线与轴承座孔的孔中心轴线共线,第二轴承孔的孔壁沿径向螺纹装配有调节杆;镗刀杆,镗刀杆上沿轴向间隔设有多个刀具安装口,各刀具安装口均安装有刀具,镗刀杆的端部穿过轴承座孔、第二轴承孔可转动地安装于第一轴承孔内,以使得各刀具与各轴承座孔一一对应。本发明可避免因镗刀杆刚性差引起加工震动,从而保证了同一列各轴承座孔的同轴度一致,提高加工质量,且提高作业效率。
技术研发人员:李传玉,王晓敏,肖汉章
受保护的技术使用者:中国人民解放军第四八零四工厂(湛江海滨船厂)
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!