一种超大构件在受限空间下的腰形孔配钻方法与流程
本发明涉及超大构件的装配技术,更具体地说,涉及一种超大构件在受限空间下的腰形孔配钻方法。
背景技术:
1、为了加快建造的速度,随着技术的发展,装配式建筑已逐渐成为建造主流,高强度螺栓也因其具有强度高、安装方便等特点,在装配式建筑中广泛使用,为了便于现场螺栓的安装和调整,提高匹配性,需将螺栓安装孔制作为腰形孔。随之腰形孔的加工要求日益提高。
2、传统腰形孔的加工采用数控加工中心的方法进行加工,但受到构件尺寸、设备规格、加工场地等限制因素,此类加工备无法满足所有构件的加工要求,受限空间下只能采用磁吸钻等便携式设备加工孔,由于便携式设备无法得到有效固定,加工时存在移位、主轴跳动大等问题,孔群成型尺寸无法得到保证;构件板厚达到一定厚度时,孔的垂直度偏差超过标准值,出现上口尺寸大、下口尺寸小的问题。
技术实现思路
1、针对现有技术中存在的上述缺陷,本发明的目的是提供一种超大构件在受限空间下的腰形孔配钻方法,保证孔群的成型尺寸,解决孔的垂直度超差、尺寸不稳定的问题。
2、为实现上述目的,本发明采用如下技术方案:
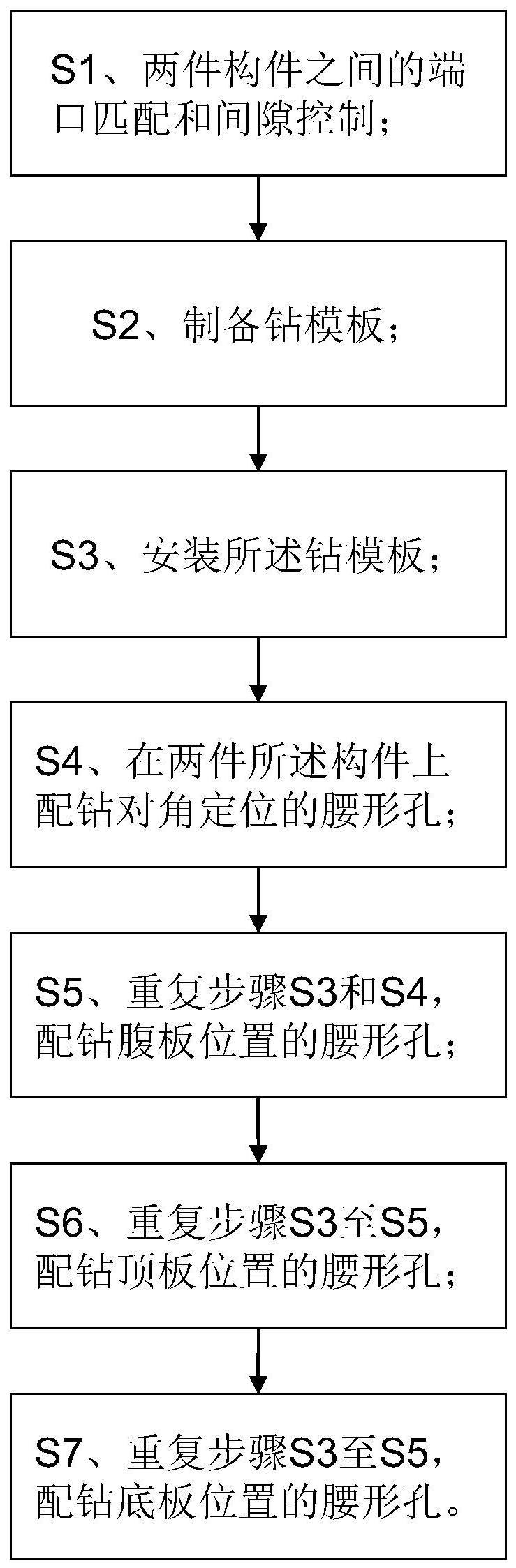
3、一种超大构件在受限空间下的腰形孔配钻方法,包括以下步骤:
4、s1、两件构件之间的端口匹配和间隙控制;
5、s2、制备钻模板;
6、s3、安装所述钻模板;
7、s4、在两件所述构件上配钻对角定位的腰形孔;
8、s5、重复步骤s3和s4,配钻腹板位置的腰形孔;
9、s6、重复步骤s3至s5,配钻顶板位置的腰形孔;
10、s7、重复步骤s3至s5,配钻底板位置的腰形孔。
11、较佳的,所述步骤s1具体如下:
12、两件所述构件匹配时,一件所述构件的端部预留100mm的焊缝,不进行焊接,在另一件所述构件上焊缝全部完成后,对两件所述构件的错位进行调整。
13、较佳的,两件所述构件之间的错边在±1mm以内。
14、较佳的,所述步骤s2中,所述钻模板上孔群中任意两个腰形孔的中心定位误差在±1mm以内;
15、所述钻模板的平面度为1mm/m。
16、较佳的,所述钻模板的边缘设有槽口;
17、所述钻模板上腰形孔的长轴、短轴的公差在0~0.03mm以内。
18、较佳的,所述钻模板的腰形孔的边缘上设有钻套;
19、所述钻套的外圈长轴、短轴的公差在0.01~0.03mm以内,内圈长轴、短轴的公差在0.1~0.35mm以内;
20、所述钻套设置为左右非对称,左侧长轴尺寸为l/2+0.2mm,右侧长轴尺寸为l/2+0.3mm;
21、l为长轴的理论值。
22、较佳的,所述步骤s3具体如下:
23、在两件所述构件上钻四个定位圆孔,并根据孔群设置基准线;
24、所述定位圆孔的直径小于所述钻模板上腰形孔的短轴尺寸;
25、采用螺栓拧入所述定位圆孔将所述钻模板固定,固定时,所述钻模板的槽口与所述基准线对齐。
26、较佳的,所述步骤s4具体如下:
27、在两件所述构件上钻四个对角的定位腰孔,并安装腰形的定位销;
28、使用磁吸钻先钻所述定位腰孔的长轴一侧的圆孔,不钻通;再钻所述定位腰孔的长轴另一侧的圆孔;最后将所述定位腰孔的长轴一侧的圆孔钻通;将两个圆孔的搭接位置打磨平整;
29、使用腰形冲钉定位所述钻模板。
30、较佳的,所述步骤s5具体如下:
31、所述钻模板上孔群从中间依次向两侧进行钻孔;
32、使用塞子将所述定位圆孔进行堵塞,重复步骤s4进行钻孔。
33、较佳的,所述步骤s7具体如下:
34、先从底板下方钻圆形定位孔,再在顶板的上部根据圆形定位孔安装所述钻模板。
35、本发明所提供的一种超大构件在受限空间下的腰形孔配钻方法,适用性广不受构件尺寸、设备规格、加工场地等限制因素;腰孔加工尺寸大,不受加工设备钻头尺寸的限制;有效的保证了腰型孔的垂直度;对施工人员技能要求水平低,用简单便携设备就能实现高精度孔的配钻;经济效益高,可多次重复使用钻模板,钻模板消耗少,利于受限空间下大批量的配钻加工。
技术特征:
1.一种超大构件在受限空间下的腰形孔配钻方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的超大构件在受限空间下的腰形孔配钻方法,其特征在于,所述步骤s1具体如下:
3.根据权利要求2所述的超大构件在受限空间下的腰形孔配钻方法,其特征在于:两件所述构件之间的错边在±1mm以内。
4.根据权利要求1所述的超大构件在受限空间下的腰形孔配钻方法,其特征在于:所述步骤s2中,所述钻模板上孔群中任意两个腰形孔的中心定位误差在±1mm以内;
5.根据权利要求4所述的超大构件在受限空间下的腰形孔配钻方法,其特征在于:所述钻模板的边缘设有槽口;
6.根据权利要求5所述的超大构件在受限空间下的腰形孔配钻方法,其特征在于:所述钻模板的腰形孔的边缘上设有钻套;
7.根据权利要求5所述的超大构件在受限空间下的腰形孔配钻方法,其特征在于,所述步骤s3具体如下:
8.根据权利要求7所述的超大构件在受限空间下的腰形孔配钻方法,其特征在于,所述步骤s4具体如下:
9.根据权利要求8所述的超大构件在受限空间下的腰形孔配钻方法,其特征在于,所述步骤s5具体如下:
10.根据权利要求9所述的超大构件在受限空间下的腰形孔配钻方法,其特征在于,所述步骤s7具体如下:
技术总结
本发明公开了一种超大构件在受限空间下的腰形孔配钻方法,包括以下步骤:S1、两件构件之间的端口匹配和间隙控制;S2、制备钻模板;S3、安装所述钻模板;S4、在两件所述构件上配钻对角定位的腰形孔;S5、重复步骤S3和S4,配钻腹板位置的腰形孔;S6、重复步骤S3至S5,配钻顶板位置的腰形孔;S7、重复步骤S3至S5,配钻底板位置的腰形孔。本发明保证孔群的成型尺寸,解决孔的垂直度超差、尺寸不稳定的问题。
技术研发人员:季富强,施临君,周维,许金明,周波
受保护的技术使用者:上海振华重工(集团)股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!