一种ADB球轮组件自动装配装置及工作方法与流程
本发明属于制动器,涉及一种adb球轮组件自动装配装置及工作方法。
背景技术:
1、制动器是保证汽车安全的关键核心零部件,盘式制动器因响应快、热衰减小、水稳定性好等特性,已经得到广泛应用。制动器中的扭簧组件、球轮组件和中心轴是整个机构的重要组成部分。扭簧组件和球轮组件合装后,再将中心轴穿入扭簧组件和球轮组件中间的通孔中。而此处的轴孔配合径向间隙单边只有0.032mm。工业机械手的重复定位精度是0.06mm,零件配合精度高于机械手精度。同时中心轴的长度较长,两端加工有螺纹,底部定位间隙会放大到顶部组装位,造成自动装配难度大;直接使用机械手进行轴穿孔的装配,中心轴会与球轮组件发生干涉导致碰撞停机或者中心轴上螺纹将球轮组件挂散架。
技术实现思路
1、本发明的目的在于解决现有技术中扭簧组件、球轮组件和中心轴自动装配难度大的问题,提供一种adb球轮组件自动装配装置及工作方法。
2、为达到上述目的,本发明采用以下技术方案予以实现:
3、一种adb球轮组件自动装配装置,包括:托盘定位装置、中心轴、扭簧组件、球轮组件和机械抓取装置;
4、托盘定位装置包括底盘;底盘上设置有定位孔和定位组件;定位孔开设在定位组件中间;中心轴竖直放置在定位孔中;扭簧组件套设在球轮组件上;球轮组件上设置有盖帽孔;机械抓取装置包括第一抓取装置和第二抓取装置;第一抓取装置放置中心轴在定位孔中;第二抓取装置放置扭簧组件和球轮组件放置在定位组件,且中心轴穿过扭簧组件的中心和球轮组件的盖帽孔。
5、本发明的进一步改进在于:
6、进一步的,定位组件包括第一夹板、第二夹板、第一气缸和第二气缸;第一夹板和第二夹板相对设置,第二夹板外接第一气缸,第二夹板外接第二气缸,第一夹板和第二夹板均设置在滑轨上,滑轨设置在底盘上,底盘设置在底板上。
7、进一步的,球轮组件的周身侧面设置有滚珠轴承,扭簧组件为中空的圆柱形,扭簧组件内部设置有凹槽;球轮组件的滚珠轴承卡在扭簧组件内部的凹槽上。
8、进一步的,机械抓取装置还包括机械手安装板;第一抓取装置和第二抓取装置设置在机械手安装板上。
9、进一步的,第一抓取装置包括固定块、三爪气缸、夹爪、滑块、第二安装块、检测传感器、第一安装块和中心安装块;
10、夹爪设置在滑块上,滑块设置在第二安装块上;中心安装块与三爪气缸进行连接;中心安装块与三爪气缸进行连接;检测传感器设置在滑块和第二安装块之间的凹槽中;三爪气缸外接夹爪;三爪气缸控制夹爪的闭合与张开;第一安装块设置在固定块和中心安装块之间,固定块与机械手安装板相连接。
11、进一步的,检测传感器检测是否有物品靠近,发送信息给三爪气缸控制夹爪的闭合与张开。
12、进一步的,第二抓取装置包括弹簧导正销、安装板和夹取装置;
13、弹簧导正销的一端固定在安装板上,安装板固定在机械手安装板上,机械手安装板上设置有支撑组件;支撑组件的一侧设置有滑轨;夹取装置设置在滑轨上;夹取装置夹取扭簧组件和球轮组件。
14、进一步的,夹取装置包括第一滑动块、第二滑动块、扭簧组件夹具和球轮组件夹具;第一滑动块和第二滑动块设置在滑轨上进行左右滑动;扭簧组件夹具设置第一滑动块和第二滑动块上;球轮组件夹具位于第一滑动块和第二滑动块的底部。
15、进一步的,夹爪上设置有防滑塑胶垫圈。
16、进一步的,第一滑动块和第二滑动块外接气缸进行滑动;扭簧组件夹具外接气缸进行驱动。
17、与现有技术相比,本发明具有以下有益效果:
18、本发明通过将第一抓取装置放置中心轴在定位孔中,第二抓取装置放置扭簧组件和球轮组件放置在定位组件,且中心轴穿过扭簧组件的中心和球轮组件的盖帽孔;同时定位孔开设在定位组件中间。本发明结构精巧简单,组装方便,同时传动平稳,制动安全可靠。
19、进一步的,本发明在夹爪上设置防滑塑胶垫圈,防止中心轴从夹爪上脱落。
20、进一步的,本发明通过弹簧导正销对盖帽孔进行预定位,保证扭簧组件和球轮组件的中轴线相同。
21、一种adb球轮组件自动装配装置的工作方法,包括:第一抓取装置中的检测传感器检测是否有物品靠近,若有物品靠近,检测传感器发送信息给三爪气缸控制夹爪进行张开抓取中心轴,并将中心轴竖直放置在定位孔中;第二抓取装置中的扭簧组件夹具和球轮组件夹具在第一滑动块和第二滑动块的带动下进行张开,扭簧组件夹具抓取扭簧组件,球轮组件夹具抓取球轮组件,扭簧组件夹具通过在第一滑动块和第二滑动块的滑轨将扭簧组件放置在球轮组件内部,此过程中,球轮组件的滚珠轴承卡在扭簧组件内部的凹槽上;弹簧导正销进入球轮组件的盖帽孔中,将球轮组件进行预先导正;最后将扭簧组件和球轮组件放入中心轴;在此过程中,弹簧导正销接触到中心轴后开始被压缩,同时确保装配过程中盖帽孔与中心轴的同心度,中心轴穿过球轮组件的盖帽孔,实现自动化合装。
技术特征:
1.一种adb球轮组件自动装配装置,其特征在于,包括:托盘定位装置、中心轴(6)、扭簧组件(20)、球轮组件(21)和机械抓取装置;
2.根据权利要求1所述的adb球轮组件自动装配装置,其特征在于,所述定位组件(22)包括第一夹板(23)、第二夹板(24)、第一气缸(25)和第二气缸;所述第一夹板(23)和第二夹板(24)相对设置,所述第二夹板(24)外接第一气缸(25),所述第二夹板(24)外接第二气缸,所述第一夹板(23)和第二夹板(24)均设置在滑轨上,所述滑轨设置在底盘(26)上,所述底盘(26)设置在底板(29)上。
3.根据权利要求2所述的adb球轮组件自动装配装置,其特征在于,所述球轮组件(21)的周身侧面设置有滚珠轴承,所述扭簧组件(20)为中空的圆柱形,所述扭簧组件(20)内部设置有凹槽;所述球轮组件(21)的滚珠轴承卡在扭簧组件(20)内部的凹槽上。
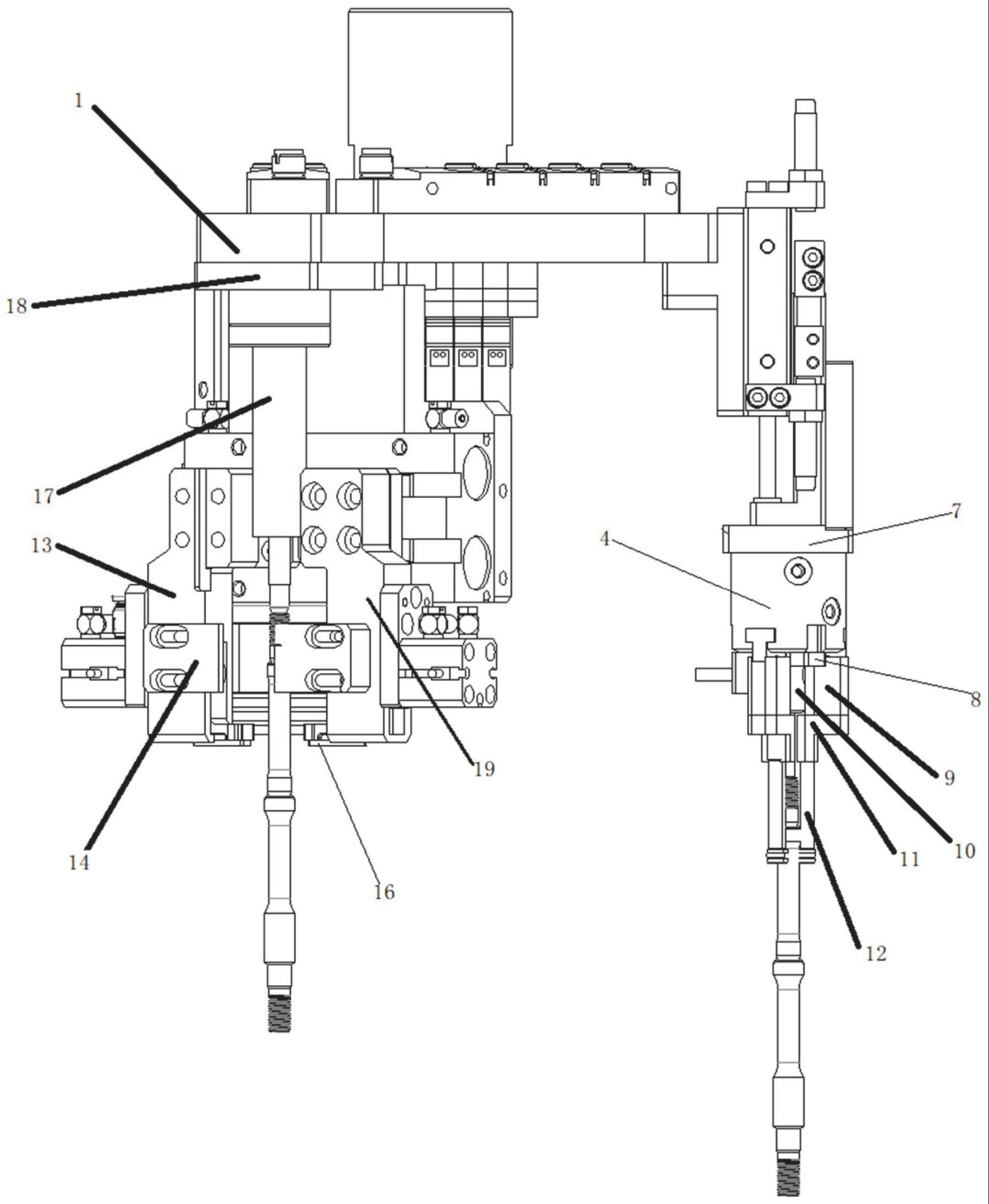
4.根据权利要求3所述的adb球轮组件自动装配装置,其特征在于,所述机械抓取装置还包括机械手安装板(1);所述第一抓取装置和第二抓取装置设置在机械手安装板(1)上。
5.根据权利要求4所述的adb球轮组件自动装配装置,其特征在于,所述第一抓取装置包括固定块、三爪气缸(8)、夹爪(12)、滑块(11)、第二安装块(9)、检测传感器(10)、第一安装块(7)和中心安装块(4);
6.根据权利要求5所述的adb球轮组件自动装配装置,其特征在于,所述检测传感器(10)检测是否有物品靠近,发送信息给三爪气缸(8)控制夹爪(12)的闭合与张开。
7.根据权利要求6所述的adb球轮组件自动装配装置,其特征在于,所述第二抓取装置包括弹簧导正销(17)、安装板(18)和夹取装置;
8.根据权利要求7所述的adb球轮组件自动装配装置,其特征在于,所述夹取装置包括第一滑动块(13)、第二滑动块(19)、扭簧组件夹具(14)和球轮组件夹具(16);所述第一滑动块(13)和第二滑动块(19)设置在滑轨上进行左右滑动;所述扭簧组件夹具(14)设置第一滑动块(13)和第二滑动块(19)上;所述球轮组件夹具(16)位于第一滑动块(13)和第二滑动块(19)的底部。
9.根据权利要求8所述的adb球轮组件自动装配装置,其特征在于,所述夹爪(12)上设置有防滑塑胶垫圈;第一滑动块(13)和第二滑动块(19)外接气缸进行滑动;所述扭簧组件夹具(14)外接气缸进行驱动。
10.一种基于权利要求9所述的adb球轮组件自动装配装置的工作方法,其特征在于,包括:
技术总结
本发明公开了一种ADB球轮组件自动装配装置及工作方法,包括:定位孔开设在定位组件中间;中心轴竖直放置在定位孔中;扭簧组件套设在球轮组件上;球轮组件上设置有盖帽孔;第一抓取装置放置中心轴在定位孔中;第二抓取装置放置扭簧组件和球轮组件放置在定位组件,且中心轴穿过扭簧组件的中心和球轮组件的盖帽孔。本发明结构精巧简单,组装方便,同时传动平稳,安全可靠,同时在夹爪上设置防滑塑胶垫圈,防止中心轴从夹爪上脱落,并通过弹簧导正销对盖帽孔进行预定位,保证扭簧组件和球轮组件的中轴线相同。
技术研发人员:吴涛,贾阳,耿俊浩,罗莹,段远波
受保护的技术使用者:陕西法士特赫德克斯制动系统有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!