一种无缝不锈钢管、冷轧装置和冷轧工艺的制作方法
本技术涉及不锈钢管的领域,尤其是涉及一种无缝不锈钢管、冷轧装置和冷轧工艺。
背景技术:
1、无缝不锈钢管简称无缝管,无缝不锈钢管表面粗糙,长度无定值。被广泛应用于锅炉,中央空调,,机械加工,管道,消防等等。
2、无缝不锈钢管在实际使用时,大多通过焊接、法兰等与其余不锈钢管进行连接,为了方便将不同不锈钢管焊接起来,需要在制作好的不锈钢管的管端处加工出坡口。相关技术中,在实际施工过程中,需要另外在加工好的不锈钢管处加工出坡口,使无缝不锈钢管的加工时间增加,进而使无缝不锈钢管的加工效率降低,有待改进。
技术实现思路
1、为了提高无缝不锈钢管的加工效率,本技术提供一种无缝不锈钢管、冷轧装置和冷轧工艺。
2、第一方面,本技术提供的一种冷轧装置采用如下的技术方案:
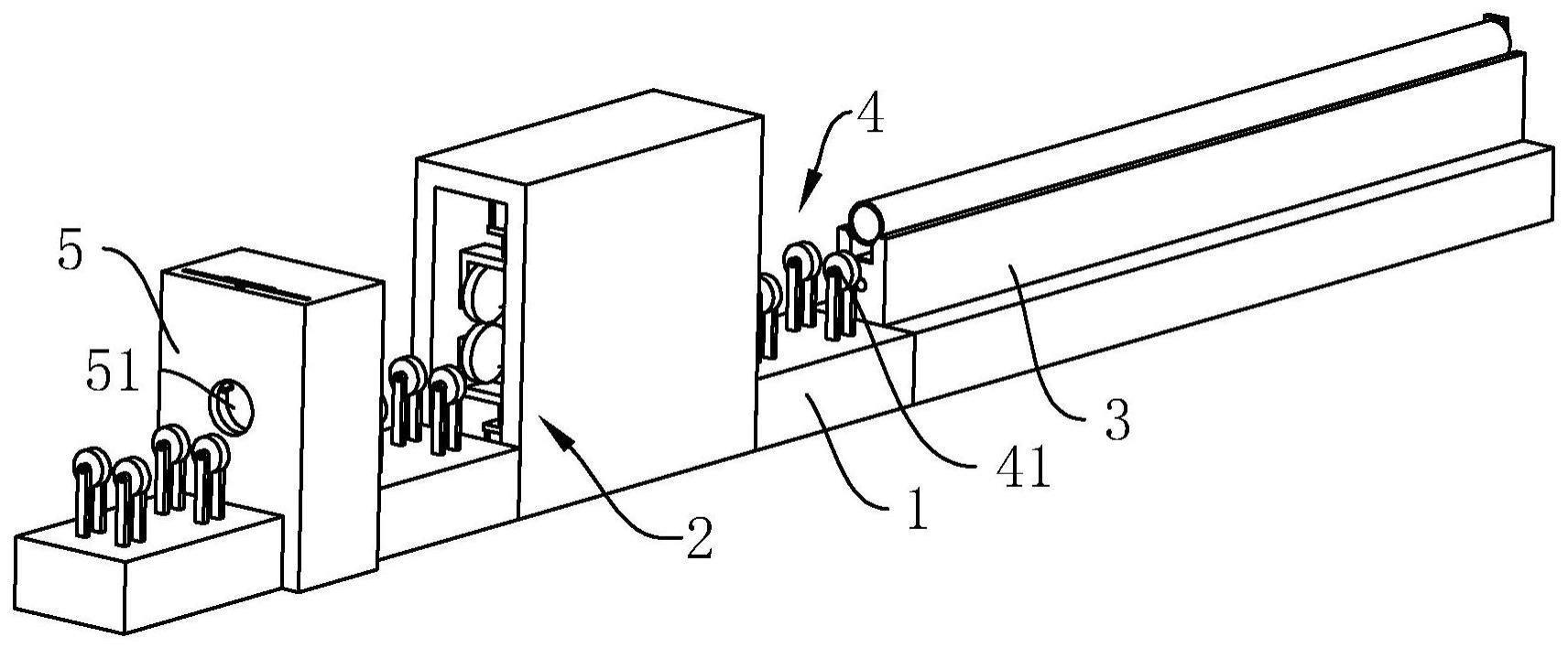
3、一种冷轧装置,包括机架、设于所述机架上的冷轧辊组件和设于所述机架上输送机构,所述冷轧辊组件用于将不锈钢管轧成要求的断面尺寸,所述输送机构用于将不锈钢管推进所述冷轧辊组件,所述机床上设有坡口加工组件,所述坡口加工组件用于在不锈钢管端部加工成坡口。
4、通过采用上述技术方案,在实际加工过程中,加工好的不锈钢管管坯在输送机构的作用下一段一段的进入冷轧辊组件内,通过冷轧辊组件将进入冷轧辊组件的管段轧成要求尺寸,不锈钢管离开冷轧辊组件后逐渐移动靠近坡口加工组件,当不锈钢管进入坡口加工组件后,不锈钢管部分位于冷轧辊组件内,即可在不锈钢管冷轧的同时对不锈钢管坡口进行加工,有利于提高不锈钢管的加工效率。
5、优选的,所述坡口加工组件包括设于所述机架上的安装座和滑移连接于所述安装座上的加工刀头,所述安装座上开设有加工口,所述加工口用于供不锈钢管穿过,所述加工刀头绕所述加工口的轴心设置,所述加工刀头互相靠近或远离,所述安装座上设有驱动件一,所述驱动件一驱动所述刀头滑移靠近或远离,所述安装座上设有驱动组件,所述驱动组件驱动所述刀头绕不锈钢管转动。
6、通过采用上述技术方案,在实际加工过程中,不锈钢管坡口加工完成后,驱动件一驱动加工刀头移动伸出加工口,使不锈钢管能够从加工口穿过安装座,有利于减少坡口加工组件对不锈钢管运输的影响。
7、优选的,所述安装座上滑移连接有限位板,所述限位板滑移伸入或伸出所述加工口,所述限位板用于抵接不锈钢管端部,所述限位板上设有驱动件二,所述驱动件二驱动所述限位板移动。
8、通过采用上述技术方案,在实际加工过程中,当不锈钢管移动抵靠在限位板上时,加工刀头伸入加工口内并抵接不锈钢管端部,便于加工刀头定位坡口加工位置。
9、优选的,所述安装座上设有控制按钮,所述控制按钮用于控制所述驱动件二的活塞杆的伸缩,所述控制按钮位于所述加工刀头的移动路径上,当所述加工刀头按下所述控制按钮,所述驱动件二的活塞杆伸出,当所述加工刀头松开所述控制按钮,所述驱动件二的活塞杆收缩。
10、通过采用上述技术方案,在实际加工过程中,当驱动件一的活塞杆伸出后,加工刀头脱离控制按钮,使驱动件二的活塞杆收缩,使限位板脱离加工口后加工刀头对不锈钢管端部进行加工,加工完成后,驱动件一的活塞杆收缩使加工刀头脱离加工口并按下控制按钮,使驱动件二的活塞杆伸出,进而使限位板重新伸入加工口,定位下一不锈钢管的加工端。限位板和加工刀头都与不锈钢管端部抵接,使限位板脱离加工口后,加工刀头转动进行加工,有利于减少限位板与加工刀头之间的摩擦。
11、优选的,所述限位板包括滑移连接于所述安装架上的挡板一和升降滑移连接于所述挡板一上的挡板二,所述驱动件一驱动所述挡板一移动。
12、通过采用上述技术方案,在实际使用时,在加工刀头加工完毕脱离加工口的同时,输送机构驱动不锈钢管移动,驱动件一驱动挡板一下降的同时,挡板二与不锈钢管的管壁抵接,当该不锈钢管全部移出安装座后,挡板二在重力作用下向下移动伸入定位口内,供下一不锈钢管抵靠,有利于减少限位板对不锈钢管运输的影响。
13、优选的,所述限位板上设有压模,所述压模位于不锈钢管的移动路径上,所述压模用于在不锈钢管上压出定位口。
14、通过采用上述技术方案,在不锈钢管的管端抵靠在限位板上时即可在不锈钢管的端部加工出定位口,有利于在安装法兰时对法兰定位。
15、优选的,所述驱动组件包括转动连接于所述安装座上的齿环、设于所述安装座上的驱动件三和设于所述驱动件三上的齿轮,所述齿轮的转动轴线平行于所述齿环的转动轴线,所述驱动件一设于所述齿环上,所述刀架滑移连接于所述齿环上,所述刀架通过所述齿环与所述安装架连接。
16、通过采用上述技术方案,在实际加工过程中,驱动件三驱动齿轮转动,齿轮通过与齿环之间的配合带动齿环转动进而带动都刀头绕不锈钢管轴线转动,使驱动件三轴线与不锈钢管的轴线不在同一直线上,有利于减少驱动组件驱动刀头转动时对不锈钢管运输的影响。
17、第二方面,本技术提供的一种无缝不锈钢管的冷轧工艺采用如下的技术方案,步骤如下:
18、s1.制作不锈钢管管坯:依次进行炼钢、轧制圆钢、穿孔和冷拔,完成不锈钢管管坯制作;
19、s2.不锈钢管管坯冷轧、加工定位口、坡口:不锈钢管管坯进入冷轧装置进行轧制,通过坡口机在不锈钢管端部加工出坡口和定位口;
20、s3.不锈钢管矫形:完成轧制的不锈钢管进入矫形辊完成矫形。
21、通过采用上述技术方案,在进行无缝不锈钢管的制作加工时,首先进行炼钢,然后通过轧机进行轧制圆钢,接着对圆钢进行穿孔,制成荒管,荒管通过冷拔后制成冷轧需要的不锈钢管管坯。将不锈钢管管坯进入冷轧装置,轧制成规定尺寸的无缝不锈钢管。在轧制过程中,坡口加工组件在无缝不锈钢管的一端加工出坡口和定位口,完成轧制后的不锈钢管穿过坡口加工组件,经过转运,进入到矫形辊内,进行矫形,使得无缝不锈钢管的直线度满足要求。
22、第三方面,本技术提供的一种无缝不锈钢管采用如下的技术方案,包括管身,所述管身上加工形成有坡口和定位口,所述坡口由坡口加工组件加工形成,所述定位口由压模加工形成。
23、通过采用上述技术方案,在对不锈钢管进行连接时,通过定位口对法兰进行定位,使定位不锈钢管靠近坡口一端安装法兰便捷,定位完成后将另一不锈钢管的一端卡入坡口,移动两个不锈钢管互相靠近,当不锈钢管的端部完全卡入坡口后通过不锈钢管上的法兰对相邻不锈钢管进行固定。
24、综上所述,本技术包括以下至少一种有益技术效果:
25、1.当不锈钢管进入坡口加工组件后,不锈钢管部分位于冷轧辊组件内,即可在不锈钢管冷轧的同时对不锈钢管坡口进行加工,有利于提高不锈钢管的加工效率;
26、2.齿轮通过与齿环之间的配合带动齿环转动进而带动加工刀头绕不锈钢管轴线转动,使驱动件三轴线与不锈钢管的轴线不在同一直线上,有利于减少驱动组件驱动加工刀头转动时对不锈钢管运输的影响;
27、3.通过定位口对法兰进行定位,使定位不锈钢管靠近坡口一端安装法兰便捷。
- 还没有人留言评论。精彩留言会获得点赞!