一种单边凸台不等厚锁底散热通道结构及其焊接方法与流程
本发明属于液冷散热,尤其涉及一种单边凸台不等厚锁底散热通道结构及其焊接方法。
背景技术:
1、随着电子装备功率密度呈几何级数提升,未来电子设备对散热的要求日益提升,以tr组件为例,芯片的热流密度以5-8倍的增幅提升,这就对设备的散热提出了更高的要求,产品散热技术也由传统的多系统风冷和传导散热向高效集成系统散热迭代。为适应高功率电子设备使用过程的散热需求,带复杂散热流道的液冷结构成为了高效集成散热系统的主要载体。且随着产品结构形态的迭代升级,产品的技术考核指标也越来越高。其中,流道密封耐压值不小于2.5mpa,流道中无多余物,流道抗杂质能力需达到gjb420b-12c/12d/9e/0f等级要求,焊缝接头按航空工艺标准hb5363确定为i级(承受较大静荷载、动荷载、交变荷载,焊接接头破坏会危及成员的生命安全),焊缝焊接质量按hb/z20069执行且需优于i级。
2、另外,目前行业内通用的流道焊接接头为普通不等厚无互锁液冷散热流道。制备该流道时,常采用钎焊、氩弧焊或电子束焊接的制作工艺成型,但采用钎焊时存在力学性能较低的问题,强度和密封性能很难达到产品技术要求。因此,目前基本采用熔焊成型工艺(氩弧焊或电子束焊接),其工艺技术较成熟,但针对产品的具体要求,在焊接时仍然面临诸多问题及不足。例如,因焊缝部位出现未焊透、未焊合、焊缝塌陷、错边或焊接裂纹缺陷而导致冷却液泄漏、密封不佳、抗大流量冲击时密封功能低,无法满足产品可靠性要求;因不等厚的结构本身以及对接搭边尺寸受限,在后续的电子束焊接过程产生焊接金属飞溅,瞬间熔化的液态金属形成金属蒸汽且很容易从搭接台阶面的间隙飞出形成颗粒附着多余物,导致在后续使用工况中流道中流体的清洁度无法达到gjb420b-12c/12d/9e/0f级要求;不等厚的结构对接接头在搭接台阶的宽度尺寸不够时也会熔穿形成次生焊缝,产生多余物,导致密封通道的抗杂质能力较弱;另外,常规的结构交叉互锁能力弱,仅在单一方向(纵向)有锁定工件作用,在后续的电子束焊接过程中,焊接盖板在应力作用下发生错位移动,会导致焊接轨迹发生偏差,使得不合格品出现。
技术实现思路
1、本发明为克服现有技术缺陷,提供了一种单边凸台不等厚锁底散热通道结构及其焊接方法,能够确保焊接质量、抗杂质能力及产品成品率。
2、本发明目的通过下述技术方案来实现:
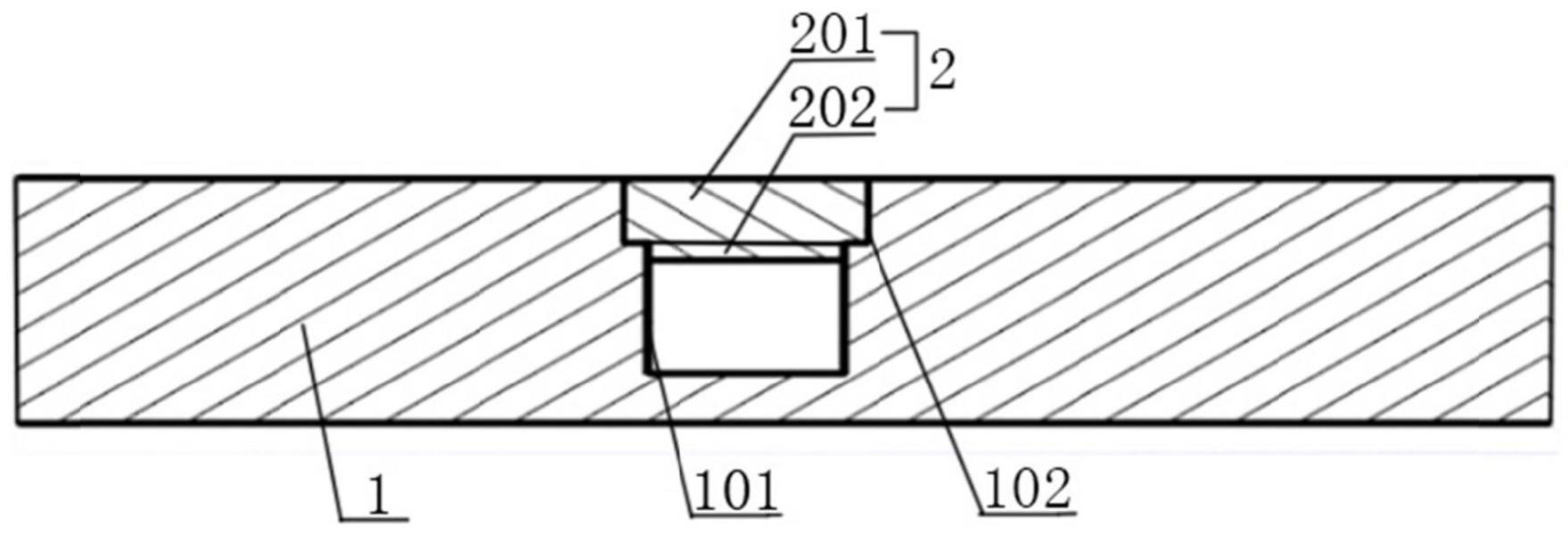
3、第一方面,提供了一种单边凸台不等厚锁底散热通道结构,包括:
4、基板,基板上由外至内依次设置有第一槽体和第二槽体,第一槽体的延伸方向和延伸长度分别与第二槽体的延伸方向和延伸长度相同,第一槽体的槽宽大于第二槽体的槽宽;
5、盖板,盖板包括一体的第一板体和第二板体,第一板体的延伸方向和延伸长度分别与第二板体的延伸方向和延伸长度相同,第一板体的尺寸与第一槽体的尺寸相匹配,第二板体的宽度与第二槽体的槽宽相匹配,第二板体的高度小于第二槽体的槽深;
6、其中,第一板体位于第一槽体内,第二板体位于第二槽体内,盖板与基板之间通过熔焊连接。
7、在一个实施方式中,第一槽体的槽深范围为3mm~5mm,第一槽体与第二槽体的槽宽之差为3mm~6mm。
8、采用上述技术方案的有益效果为:第一槽体与第二槽体的槽宽之差为3mm~6mm,即第一板体两侧的搭接宽度为1.5mm~3mm,能够满足搭接宽度要求,从而避免因搭接宽度不够而导致流道侧壁熔穿,进而避免形成次生焊缝且避免产生多余物。
9、在一个实施方式中,基板上设置有第一通液口和第二通液口,第一通液口和第二通液口分别与第二槽体的两端连通。
10、采用上述技术方案的有益效果为:通过第一通液口和第二通液口,可将冷却液排入和排出第二槽体,以使冷却液排入或排出流道。
11、在一个实施方式中,第一槽体的延伸方向呈蛇形分布。
12、采用上述技术方案的有益效果为:第一槽体的延伸方向呈蛇形分布,可使流道的流动长度增加,从而提高散热面积,进而大幅提升该单边凸台不等厚锁底散热通道结构在液冷散热应用领域的应用前景和推广价值。
13、第二方面,提供了一种单边凸台不等厚锁底散热通道结构的焊接方法,包括以下步骤:
14、步骤s1:在基板上加工第一槽体和第二槽体;
15、步骤s2:在盖板上形成第一板体和第二板体;
16、步骤s3:将第一板体和第二板体分别装入第一槽体和第二槽体中,以使第一板体与第一槽体之间、第二板体与第二槽体之间均为紧配合;
17、步骤s4:将盖板与基板熔焊连接,其中,熔焊位置位于第一槽体远离第一板体的一侧且熔焊方向平行于第一槽体的长度方向;
18、步骤s5:加热焊缝,以使焊缝整体应力松弛。
19、采用上述技术方案的有益效果为:因盖板的厚度小于基板的厚度,所以第一槽体远离第一板体的一侧施焊,以提高该侧的能量占比,从而平衡盖板与基板这一厚度不对称结构在焊接区域受热情况,进而避免流道侧壁被熔穿。
20、在一个实施方式中,步骤s1中,在基板上加工第一通液口和第二通液口,以使第一通液口和第二通液口分别与第二槽体的两端连通。
21、采用上述技术方案的有益效果为:第一通液口和第二通液口分别将冷却液排入和排出流道。
22、在一个实施方式中,步骤s2完成后,基板和盖板均依次进行酸碱洗、清洗和烘干处理。
23、采用上述技术方案的有益效果为:对基板和盖板均依次进行酸碱洗、清洗和烘干处理,以将基板和盖板焊接位置的杂质去除,从而避免基板和盖板上的杂质影响焊接质量。
24、在一个实施方式中,步骤s3完成后,将盖板临时压紧在基板上。
25、采用上述技术方案的有益效果为:将盖板临时压紧在基板上,以防止盖板在熔焊过程中发生翘曲,从而确保熔焊质量。
26、在一个实施方式中,熔焊连接方式为激光焊接,步骤s5中,调整激光束离焦量,以对焊缝进行加热。
27、采用上述技术方案的有益效果为:激光焊接是在非真空环境下,其效率更高,成本更低;另外,激光焊接后,调整激光束离焦量,以仅对焊缝进行加热,而不融化基板、盖板和焊缝,从而使焊缝整体应力松弛,进而控制焊接应力与变形。
28、在一个实施方式中,熔焊连接方式为电子束焊接,步骤s5中,放大电子束束斑,以对焊缝进行加热。
29、采用上述技术方案的有益效果为:电子束焊接,其焊缝质量可优于航空标准hb/z20069的i级要求;另外,电子束焊接后,放大电子束束斑,以仅对焊缝进行加热,而不融化基板、盖板和焊缝,从而使焊缝整体应力松弛,进而控制焊接应力与变形。
30、本发明的有益效果在于:
31、基板与盖板之间通过熔焊连接,可避免焊后出现未焊透、未焊合、焊缝塌陷、错边和焊接裂纹等缺陷,且焊缝成形优质,焊接质量可达航空标准hb/z20069的i级要求;另外,第一板体和第二板体分别受限制于第一槽体和第二槽体中,使得盖板的水平移动和竖向移动受到锁定,从而有效避免盖板在后续熔焊过程中因受应力作用而发生错位移动,进而避免产生不合格品,以提高产品的成品率和制造效率;第二板体与第二槽体槽壁之间形成流道,且由于第二板体与第二槽体的侧壁互锁,第二板体可阻碍熔池的横向流动,以防止非稳态下的熔池溢出而形成焊接飞溅,以使抗杂质能力优于gjb420b-12c/12d/9e/0f等级。
- 还没有人留言评论。精彩留言会获得点赞!