一种数控车床自动更换加工件装置的制作方法
本发明涉及数控车床,具体涉及一种数控车床自动更换加工件装置。
背景技术:
1、数控车床是使用较为广泛的数控机床之一,它主要用于轴类零件或盘类零件的内外圆柱面、任意锥角的内外圆锥面、复杂回转内外曲面和圆柱、圆锥螺纹等切削加工,并能进行切槽、钻孔、扩孔、铰孔及镗孔等。一般是按照事先编制好的加工程序,自动地对被加工零件进行加工,我们把零件的加工工艺路线、工艺参数、刀具的运动轨迹、位移量、切削参数以及辅助功能,按照数控机床规定的指令代码及程序格式编写成加工程序单,再把这程序单中的内容记录在控制介质上,然后输入到数控机床的数控装置中,从而指挥机床加工零件。
2、现有的数控机床为了实现生产加工全方位自动化的目的,一般是设置一个自动更换加工件的装置。相关技术中的自动更换加工件的装置是通过传送带上将工件输送到数控车床处后,利用三爪卡盘进行夹紧。但是传送带的占地空间很大,此外还需要将工件搬运到传送带上,会导致数控车床更换工件过程的自动化程度降低,影响生产加工的效率。
技术实现思路
1、为解决上述技术问题,本发明目的在于提供一种数控车床自动更换加工件装置,以解决数控车床更换工件过程的自动化程度低的技术问题。
2、本技术提供的一种数控车床自动更换加工件装置采用如下的技术方案,包括:
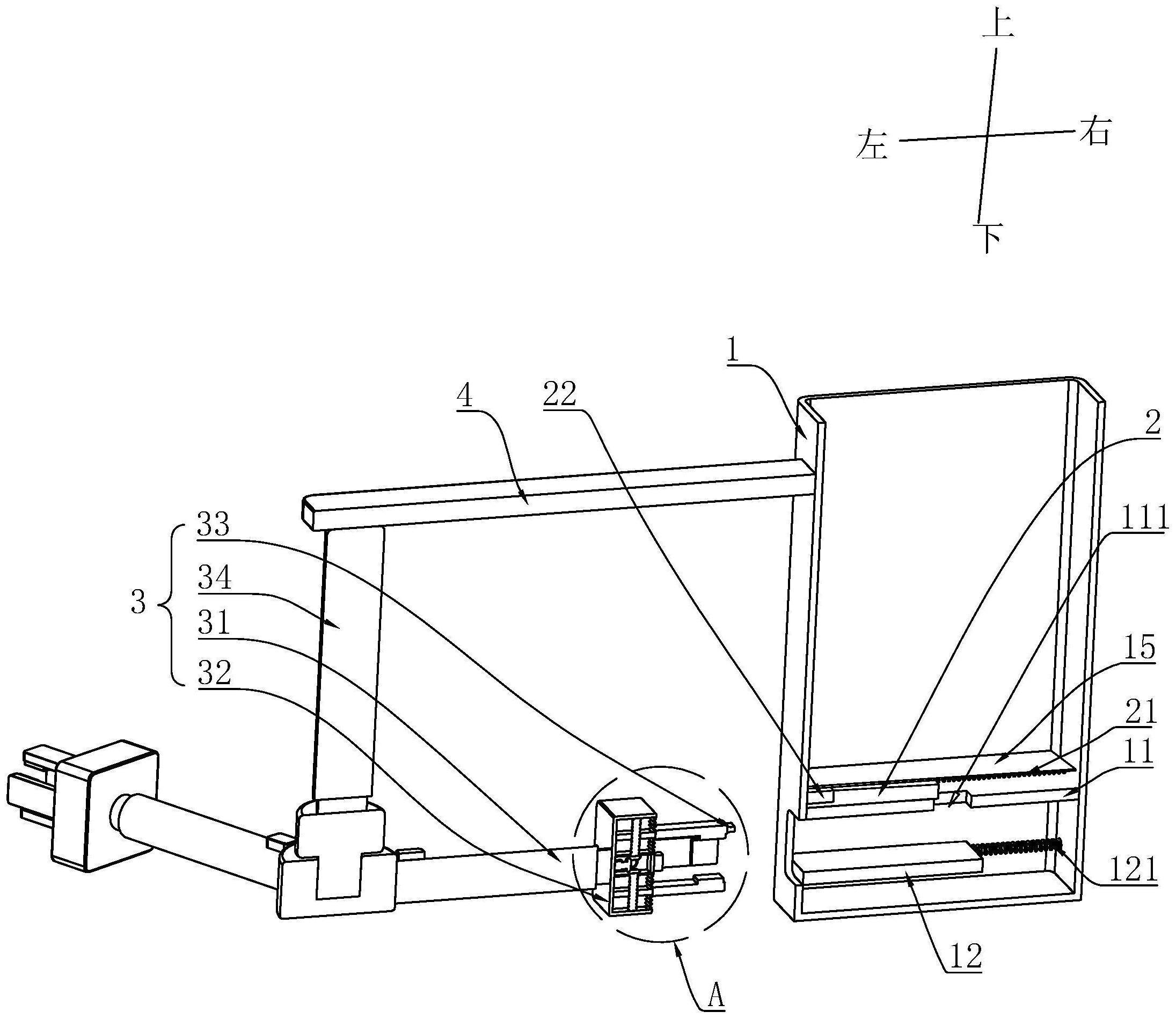
3、储料箱,所述储料箱内壁固定连接有挡板,所述挡板开设有下料孔,所述储料箱靠近箱底的一侧面开设有出料口,所述挡板背对所述出料口的侧面上设置有第一弹性件,所述第一弹性件与所述储料箱内壁固定连接;
4、下料板,所述下料板滑动设置在所述储料箱内,所述下料板远离出料口的一端与所述第一弹性件固定连接,所述下料板靠近出料口的一端固定连接有第一磁性件;
5、送料组件,所述送料组件与所述储料箱固定连接,所述送料组件包括伸缩件和夹紧件,所述伸缩件的端部设有与所述第一磁性件磁性相斥的第二磁性件,所述伸缩件用于带动所述夹紧件通过所述出料口进入所述储料箱内,所述伸缩件通过磁力带动所述下料板在所述挡板上滑动,所述下料板用于封堵或开启所述下料孔,所述夹紧件用于夹紧或松开工件。
6、通过采用上述技术方案,利用储料箱储存待加工的工件。在伸缩件未靠近出料口时,下料板用于封堵出料口。在伸缩件往靠近出料口的方向移动时,伸缩件端部上的第二磁性件与下料板端部上的第一磁性件产生磁斥力,从而带动下料板在挡板上滑动,带动出料孔逐渐由封堵变为开启。利用送料组件中的伸缩件带动夹紧件进入储料箱内,通过下料孔下料后内利用夹紧件夹紧待加工工件,再利用伸缩件将工件从储料箱内移除,用于加工。利用上述技术方案,从而达到了在数控机床加工过程中自动更换加工件的目的。
7、可选的,所述送料组件还包括电动伸缩杆,所述储料箱开设有出料口的一侧面且远离所述出料口的外表面固定连接有安装板,所述电动伸缩杆一端与所述安装板固定连接,所述电动伸缩杆的远离安装板的一端设置有步进电机,所述步进电机的输出轴通过联轴器传动连接有安装块,所述伸缩件设置在所述安装块的外表面,所述夹紧件设置在所述伸缩件远离安装块的一端。
8、通过采用上述技术方案,利用电动伸缩杆工作能够带动安装块上升和下降,进而带动夹紧件上升和下降。步进电机提供了精确的步进运动控制,使得伸缩件可以在需要的位置停止或调整,有助于确保准确的物料送料。
9、可选的,所述夹紧件包括设置在伸缩件远离安装块一端的安装座,所述安装座的内部转动连接有夹紧螺杆,且夹紧螺杆为多个,多个所述夹紧螺杆的外表面均螺纹连接有夹紧块,多个所述夹紧块远离伸缩件的表面均设置有夹紧板,且多个夹紧板相互靠近的表面均设置有防滑垫。
10、通过采用上述技术方案,利用夹紧螺杆的夹紧机制可以提供强大的固定力。通过旋转夹紧螺杆,可以实现对夹紧块的紧固。此外通过旋转螺杆,可以增加或减少夹紧力,以适应不同的需求。多个夹紧块和夹紧板的使用可以提供更均匀的夹紧压力分布,防滑垫可以提供额外的摩擦力,防止工件在夹紧过程中滑动或松动,进而达到了更好的夹紧工件的目的。
11、可选的,所述安装座内部靠近伸缩件表面的中部设置有伺服电机,所述伺服电机的输出轴通过联轴器传动连接有转动轴,所述转动轴远离伺服电机的一端设置有传动锥形齿轮,多个所述夹紧螺杆靠近传动锥形齿轮的一端均设置有从动锥形齿轮,多个所述从动锥形齿轮均与传动锥形齿轮相啮合。
12、通过采用上述技术方案,安装座内的伺服电机用于提供旋转动力和控制伸缩件的运动,伺服电机的输出轴通过联轴器与转动轴相连接。联轴器用于传递扭矩,转动轴是伺服电机输出动力的中间传递部件,将动力传递给从动锥形齿轮,从动锥形齿轮与传动锥形齿轮相啮合,形成传动机构。通过转动轴配合传动锥形齿轮与从动锥形齿轮能够带动夹紧螺杆转动,从而能够通过螺纹带动夹紧块和夹紧板移动对工件进行夹紧,从而能够增加工件在输送过程中的稳定性,便于对工件进行更换。
13、可选的,所述夹紧件还包括第三磁性件,所述第三磁性件位于多块夹紧板之间与所述安装座固定连接。
14、通过采用上述技术方案,工件从下料孔下料后需要被夹紧件夹紧,第三磁性件通过磁吸力将空腔内的工件吸附到安装座上,方便被夹紧件夹紧,进而提高下料后送料的自动化程度。
15、可选的,所述第二磁性件和所述第三磁性件为电磁铁,所述第二磁性件和所述第三磁性件分别与所述伺服电机电性连接。
16、通过采用上述技术方案,可以在需要下料时开启第二磁性件,带动下料板移动。需要复位时关闭,方便下料板的复位。第三电磁铁在吸附工件后被夹紧板夹紧,在送料完成需要松开工件时,方便将送料完成后的工件从夹紧件之前取下,在需要松开工件时,关闭电磁铁,进而达到了方便下料。
17、可选的,所述安装座内部远离伸缩件的位置设置有风琴罩,且风琴罩设有多个,多个所述风琴罩的两端分别设置在多个所述夹紧块的外表面和安装座的内表面。
18、通过采用上述技术方案,风琴罩的结构类似于风琴,具有可折叠和伸缩的特性。这种设计可以使风琴罩根据伸缩件的运动自由展开和收缩,适应不同伸缩长度和形状的加工件。它可以阻止切屑、灰尘和其他杂质飞溅出来,使得从动锥形齿轮与传动锥形齿轮啮合区域保持清洁,同时避免杂质进入安装座内部附着在夹紧螺杆表面,对夹紧块移动造成影响。从而达到了保护装置的正常运行的目的。
19、可选的,所述储料箱的底板上设置有支撑板,所述支撑板远离出料口的一端设置有第二弹性件,所述储料箱远离出料口的方向固定连接有限位柱,所述限位柱位于所述挡板与所述支撑板之间,所述限位柱开设有适配工件的限位滑槽,工件能够在所述限位滑槽内滑动。
20、通过采用上述技术方案,夹紧块和防滑垫的厚度与支撑板等高,便于工件被夹紧件夹紧。伸缩件带动夹紧件往出料口方向移动时,夹紧块与支撑块接触,夹紧块带动支撑板往储料箱内移动,与支撑板固定连接的第二弹性件被压缩储存弹性势能,在伸缩件带动夹紧件从出料口移出时,第二弹性件储存的弹性势能释放,支撑板在弹性件的作用下复位。支撑板本身的高度为工件进入夹紧件提供了一个高度差。支撑板和第二弹性件可以在夹紧块进入储料箱内时,为夹紧块避位。限位柱的限位滑槽使得工件从下料孔下料后方便滑动,进而达到了方便夹紧件夹紧工件的目的。
21、可选的,所述储料箱的内侧壁上固定连接有限位板,所述限位板位于所述下料板背对出料口的方向,所述限位板与所述储料箱一侧壁之间存在间隙供工件通过。
22、通过采用上述技术方案,利用限位板限制工件进入下料孔。在伸缩件带动夹紧件往出料口靠近时,下料孔处于开启状态,工件从下料孔进入空腔内。但是多个工件堆叠在下料孔附近会堵塞下料孔,为了避免多个工件堵塞下料孔,设计了限位板,工件逐个从限位板与储料箱一侧壁之间存在间隙处通过,进而实现了防止下料孔堵塞方便下料的目的。
23、可选的,所述伸缩件和夹紧件均设有三组。
24、通过采用上述技术方案,设置三组夹紧件和伸缩件能够达到一组对待加工工件夹紧、一组对加工完成工件夹紧以及一组松开加工完成工件的目的,能够进一步提高工件自动更换的工作效率。
25、综上所述,本技术包括以下至少一种有益技术效果:
26、1、通过设置储料箱、下料板和送料组件,从而达到了在数控机床加工过程中自动更换加工件的目的;
27、2、通过设置安装座、夹紧螺杆、和夹紧块,从而达到了更好夹紧工件的目的;
28、3、通过设置限位板和限位柱,从而达到了更好下料的目的;
29、4、通过设置风琴罩,从而达到了保护装置的正常运行的目的;
30、5、通过设置第三磁性件,从而提高下料后送料自动化程度。
- 还没有人留言评论。精彩留言会获得点赞!