微断动触头组件焊接定位工装及焊接方法与流程
本发明涉及焊接,特别是涉及一种微断动触头组件焊接定位工装及焊接方法。
背景技术:
1、微断动触头组件由机构座、动触头、双金片、引弧角、连接板、接线板和软连接组成,需要进行6次焊接。在焊接时,一般采用人工上料,按顺序将各个零部件摆放在工装上,再启动设备进行焊接,生产效率低。
2、针对人工上料的问题,微断动触头组件在焊接时采用自动上料。然而,现有自动上料是单个零部件逐一上料,焊接后的各个半成品移转到料盒,最后再将半成品上料至料盘进行焊接。
3、然而,现有自动上料方式需要反复移转半成品,工序复杂。并且,料盘不能对单个零部件进行针对性定位,焊点位置容易产生偏差,产品一致性差。
技术实现思路
1、基于此,本发明的目的在于,提供一种微断动触头组件焊接定位工装及焊接方法。
2、本发明是通过以下技术方案实现的:一种微断动触头组件焊接定位工装,包括:
3、连接板定位组件,包括连接板定位活动块、连接板压紧销和连接板定位孔,所述连接板定位活动块内设有弹簧,所述连接板定位孔贯穿所述连接板定位活动块,所述连接板压紧销固定在连接板定位活动块的表面;
4、接线板定位组件,位于所述连接板定位组件的下方;
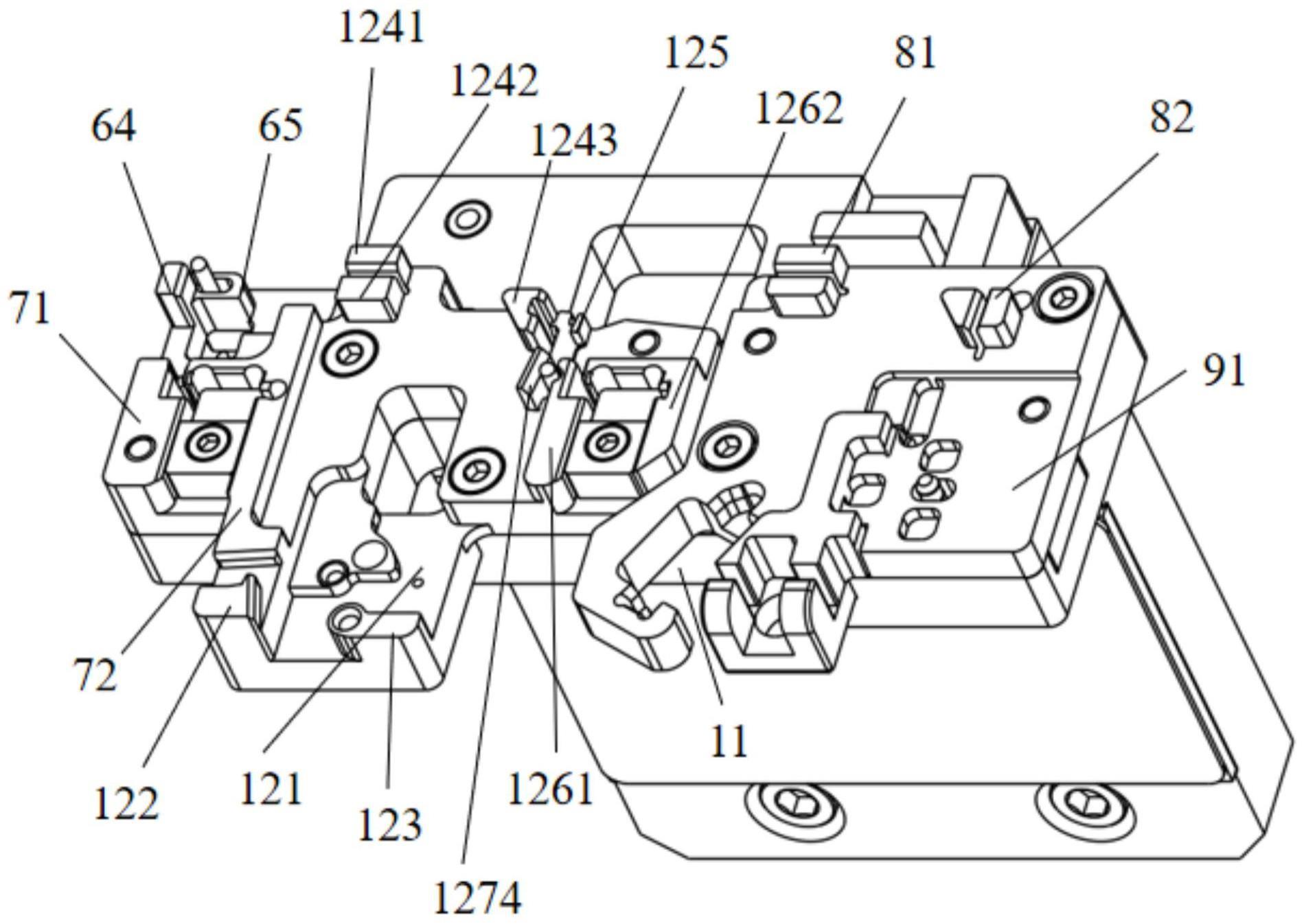
5、焊接成品定位组件,包括定位凹槽、双金片二次定位组件、接线板二次定位组件、引弧角二次定位组件和连接板二次定位块,所述定位凹槽位于所述接线板定位组件的一侧,所述定位凹槽的形状与焊接后的机构座和动触头相适应,所述引弧角二次定位组件位于所述定位凹槽的上方,所述连接板二次定位块位于所述引弧角二次定位组件远离所述连接板定位组件的一侧,所述双金片二次定位组件包括双金片二次压紧销、双金片二次定位孔和双金片二次定位块,所述双金片二次定位活动块内设有弹簧,所述双金片二次定位孔贯穿双金片二次定位活动块,所述双金片二次压紧销固定在双金片二次定位活动块上,所述接线板二次定位组件位于所述双金片二次定位组件远离所述接线板定位组件的一侧;
6、引弧角定位组件,位于所述连接板二次定位块远离所述引弧角二次定位组件的一侧;
7、双金片定位组件,位于所述引弧角定位组件的下方,包括双金片定位活动块、双金片压紧销和双金片定位孔,所述双金片定位活动块内设有弹簧,所述双金片定位孔贯穿双金片定位活动块,所述双金片压紧销固定在所述双金片定位活动块上;
8、软连接定位组件,位于所述双金片定位组件靠近所述焊接成品定位组件的一侧;
9、动触头定位凹槽,位于所述软连接定位组件远离所述双金片定位组件的一侧。
10、本申请的微断动触头组件焊接定位工装,包括连接板定位组件、接线板定位组件、焊接成品定位组件、引弧角定位组件、双金片定位组件、软连接定位组件和动触头定位凹槽,通过合理布局各个零部件的位置,无需反复移转半成品,简化了微断动触头组件焊接时的上料工序;同时针对各个零部件设置相应的定位组件,能够对各个零部件及焊点位置进行自动定位,从而提高了生产效率和产品一致性。
11、在其中一个实施例中,所述定位工装还包括基板、左定位板和右定位板,所述左定位板和所述右定位板固定在所述基板上。
12、在其中一个实施例中,所述连接板定位活动块、双金片定位活动块和双金片二次定位活动块均内嵌于所述基板上,所述连接板定位孔、双金片定位孔和双金片二次定位孔均贯穿所述基板。
13、在其中一个实施例中,所述连接板定位组件还包括第一连接板定位块和第二连接板定位块,所述第一连接板定位块和所述第二连接板定位块间隔设置在所述左固定板上。
14、在其中一个实施例中,所述第一连接板定位块为长方体结构,所述第二连接板定位块为u型结构,所述第二连接板定位块的u型开口正对所述第一连接板定位块,所述连接板压紧销凸出于所述第二连接板定位块的u型槽。
15、在其中一个实施例中,所述双金片定位组件还包括双金片定位凹槽,所述双金片定位凹槽设置在所述右固定板上,所述双金片压紧销凸出于所述双金片定位凹槽。
16、在其中一个实施例中,所述软连接定位组件包括软连接定位活动块、软连接定位孔、第一软连接定位块和第二软连接定位块,所述软连接定位板内设有弹簧,所述软连接定位板的下侧凸出于基板的下端,所述第一软连接定位块和第二软连接定位块分别位于所述软连接定位板的上端和下端,且凸出所述软连接定位板的表面;所述软连接定位孔贯穿所述软连接定位板,位于所述第一软连接定位块的一端。
17、在其中一个实施例中,所述定位工装还包括绝缘组件,所述绝缘组件设置在所述基板未被所述左定位板和所述右定位板覆盖的部分,所述绝缘组件包括绝缘销和绝缘板。
18、在其中一个实施例中,所述定位工装还包括支撑板,所述基板设置在所述支撑板的上端;所述支撑板上设置有rfid识别卡。
技术特征:
1.一种微断动触头组件焊接定位工装,其特征在于,包括:
2.根据权利要求1所述的微断动触头组件焊接定位工装,其特征在于,所述定位工装还包括基板、左定位板和右定位板,所述左定位板和所述右定位板固定在所述基板上。
3.根据权利要求2所述的微断动触头组件焊接定位工装,其特征在于,所述连接板定位活动块、双金片定位活动块和双金片二次定位活动块均内嵌于所述基板上,所述连接板定位孔、双金片定位孔和双金片二次定位孔均贯穿所述基板。
4.根据权利要求3所述的微断动触头组件焊接定位工装,其特征在于,所述连接板定位组件还包括第一连接板定位块和第二连接板定位块,所述第一连接板定位块和所述第二连接板定位块间隔设置在所述左固定板上。
5.根据权利要求4所述的微断动触头组件焊接定位工装,其特征在于,所述第一连接板定位块为长方体结构,所述第二连接板定位块为u型结构,所述第二连接板定位块的u型开口正对所述第一连接板定位块,所述连接板压紧销凸出于所述第二连接板定位块的u型槽。
6.根据权利要求3所述的微断动触头组件焊接定位工装,其特征在于,所述双金片定位组件还包括双金片定位凹槽,所述双金片定位凹槽设置在所述右固定板上,所述双金片压紧销凸出于所述双金片定位凹槽。
7.根据权利要求3所述的微断动触头组件焊接定位工装,其特征在于,所述软连接定位组件包括软连接定位活动块、软连接定位孔、第一软连接定位块和第二软连接定位块,所述软连接定位板内设有弹簧,所述软连接定位板的下侧凸出于基板的下端,所述第一软连接定位块和第二软连接定位块分别位于所述软连接定位板的上端和下端,且凸出所述软连接定位板的表面;所述软连接定位孔贯穿所述软连接定位板,位于所述第一软连接定位块的一端。
8.根据权利要求2至7任一一项所述的微断动触头组件焊接定位工装,其特征在于,所述定位工装还包括绝缘组件,所述绝缘组件设置在所述基板未被所述左定位板和所述右定位板覆盖的部分,所述绝缘组件包括绝缘销和绝缘板。
9.根据权利要求2至7任一一项所述的微断动触头组件焊接定位工装,其特征在于,所述定位工装还包括支撑板,所述基板设置在所述支撑板的上端;所述支撑板上设置有rfid识别卡。
10.一种微断动触头组件焊接方法,其特征在于,包括以下步骤:
技术总结
本发明涉及一种微断动触头组件焊接定位工装和焊接方法。所述微断动触头组件焊接定位工装包括:连接板定位组件、接线板定位组件、焊接成品定位组件、引弧角定位组件、双金片定位组件、软连接定位组件和动触头定位凹槽。本发明通过合理布局各个零部件的位置,无需反复移转半成品,简化了微断动触头组件焊接时的上料工序;同时针对各个零部件设置相应的定位组件,能够对各个零部件及焊点位置进行自动定位,从而提高了生产效率和产品一致性。
技术研发人员:王贵春,张万里
受保护的技术使用者:广州亨龙智能装备股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!