一种不锈钢带用的矫直设备和方法与流程
本发明涉及钢带弯矫机,具体的,涉及一种不锈钢带用的矫直设备和方法。
背景技术:
1、当前钢带板材加工行业,常用板材矫直设备为前后s辊提供板材拉应力,并通过小直径矫直辊进行矫直。s辊提供拉应力原理为:通过钢带板材与前后s辊静摩擦力,带动钢带板材运转,利用前后s辊速度差来提供拉应力。s辊提供拉应力有以下3点弊端:1.板材首端与尾端必须有引带,在未使用引带的情况下,首尾端一定部分长度的钢带起不到拉矫效果。2.通过速度差提供的拉应力并不稳定,拉应力也仅是计算值,无法很精确的控制拉应力大小。3.s辊提供矫直拉应力一端收卷、一端放卷,必须一次成型,拉矫过程中出现的问题无法立即解决,只能在整条钢带拉矫后再进行整条钢带的二次拉矫,从而造成生产力的浪费。
2、小直径矫直辊进行矫直原理为:小直径矫直辊作用在钢材钢带上,使钢带进行弯曲,弯曲部位承受相当大的反向弯曲或拉伸,使该部位产生一定的弹塑性形变,当外力去除后,钢材经过弹性恢复,然后达到平直。小直径矫直辊矫直有2点弊端:1.使用小辊矫直时,由于矫直辊直径小,矫直控制精度要求极高,一旦钢带在小矫直辊上形成包角,弯曲应力将超过钢带拉伸极限,导致钢带损伤,从而钢带报废;2.小矫直辊矫直过程中无法检测版型情况,矫直后版型效果不理想将导致整条钢带需重新拉矫。
3、因此,开发一种不锈钢带矫直的设备与工艺,提升钢带版型质量,减少原材料与生产力的浪费,是十分必要的。
技术实现思路
1、本发明提出一种不锈钢带用的矫直设备,解决了相关技术中钢带矫直过程中钢带版型质量需要提升,材料与生产力浪费需要改善的技术问题。
2、本发明的技术方案如下:
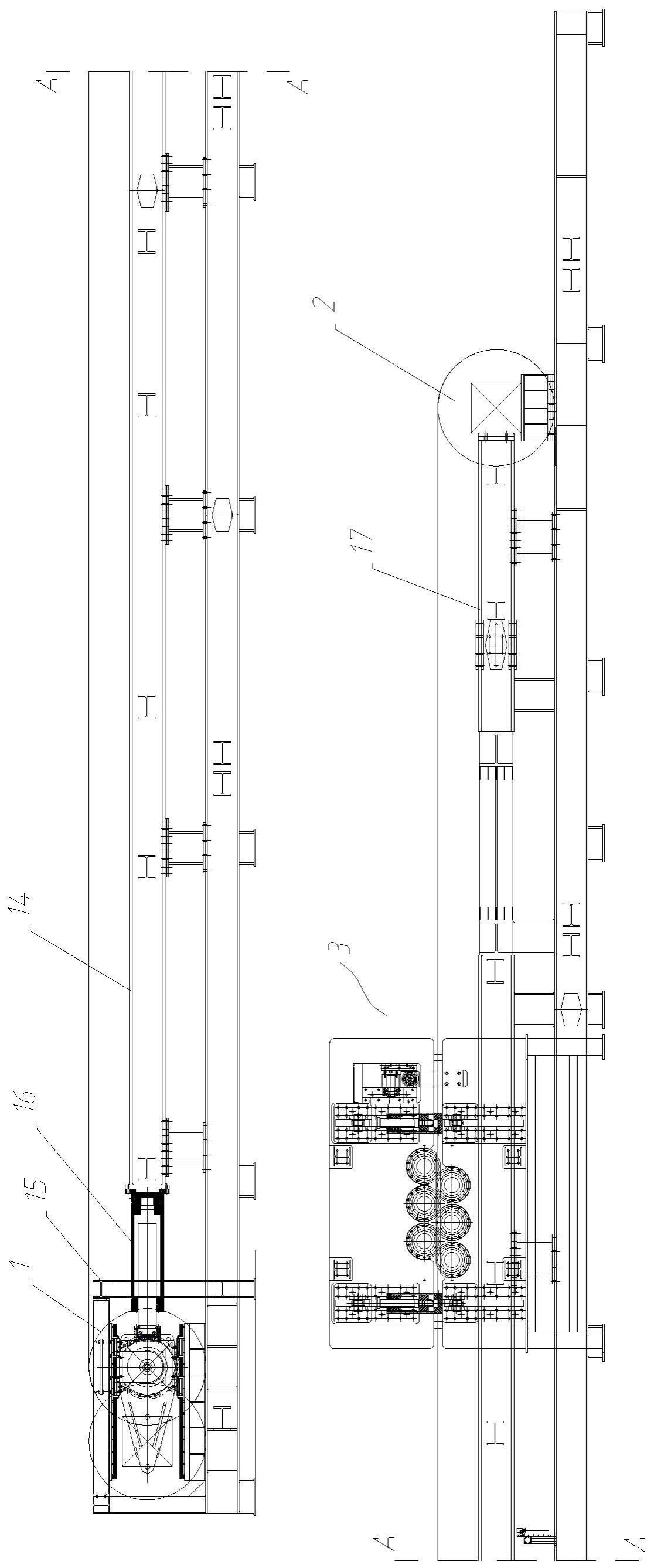
3、一种不锈钢带用的矫直设备,用于将钢带围成环形后进行矫直,包括
4、驱动辊和从动辊,所述驱动辊和所述从动辊用于套设待矫直的钢带,
5、矫直辊组件,所述矫直辊组件设置在所述驱动辊和从动辊之间,
6、收放卷移动台,所述收放卷移动台移动设置在所述从动辊的一侧,且移动方向与所述从动辊的轴向平行,
7、收放卷辊,所述收放卷辊转动设置在所述收放卷移动台上,其轴向与所述从动辊轴向平行,
8、转动驱动装置,所述转动驱动装置驱动所述收放卷辊转动后进行收放卷,
9、其中,所述收放卷辊的表面具有长条形缺口,所述长条形缺口的长度方向平行所述收放卷辊的轴向,
10、摆动件,所述摆动件转动设置在所述长条形缺口中,且摆动后摆至所述长条形缺口内或摆至所述长条形缺口外,所述摆动件具有平面型穿孔,所述平面型穿孔用于钢带的端部穿过,
11、摆动驱动件,所述摆动驱动件铰接设置在所述收放卷辊上,且位于所述长条形缺口的一侧,驱动所述摆动件摆动,
12、旋转接头,所述旋转接头设置在所述收放卷辊的轴部,且与所述摆动驱动件液压连接。
13、作为进一步的技术方案,所述摆动件的外侧表面为弧面型,且弧面的曲率与所述收放卷辊外表面的曲率相等,所述平面型穿孔从靠近驱动辊到远离驱动辊厚度逐渐减小。
14、作为进一步的技术方案,还包括牵引组件,所述牵引组件包括
15、环形轨道,环形轨道为两组,设置在所述驱动辊和所述从动辊的两侧,
16、行走车,所述行走车行走设置在所述环形轨道上,
17、钢板夹,所述钢板夹设置在所述行走车上。
18、作为进一步的技术方案,还包括焊接组件,所述焊接组件包括
19、焊接移动台,所述焊接移动台移动设置在所述收放卷移动台的一侧,且移动方向平行所述收放卷移动台的移动方向,
20、焊接升降台,所述焊接升降台升降设置在所述焊接移动台上,
21、焊枪,所述焊枪设置在所述焊接升降台上,用于将钢带的两端焊接。
22、作为进一步的技术方案,还包括打磨组件,所述打磨组件包括
23、打磨移动台,所述打磨移动台移动设置在所述焊接移动台的一侧,且移动方向平行所述焊接移动台的移动方向,
24、打磨升降台,所述打磨升降台升降设置在所述打磨移动台上,
25、打磨头,所述打磨头设置在所述打磨升降台上,用于焊接后的钢带打磨。
26、作为进一步的技术方案,还包括切割组件,所述切割组件包括
27、切割移动台,所述切割移动台移动设置在所述打磨移动台的一侧,且移动方向平行所述打磨移动台的移动方向,
28、切割升降台,所述切割升降台升降设置在所述切割移动台上,
29、切割锯,所述切割锯设置在所述切割升降台上,用于将完成矫直的钢带切割。
30、作为进一步的技术方案,还包括
31、设备框架,
32、移动架,所述移动架移动设置在所述设备框架上,所述驱动辊设置在所述移动架上,
33、涨紧驱动件,所述涨紧驱动件设置在所述设备框架上,驱动所述移动架移动,
34、设备加长段,所述设备加长段设置在所述设备框架上,所述从动辊设置在所述设备加长段上,所述移动架和所述设备加长段分别位于所述设备框架的两侧。
35、作为进一步的技术方案,所述矫直辊组件包括
36、矫直设备框架,
37、升降框架,升降设置在所述矫直设备框架上,
38、矫直辊,所述矫直设备框架上设置有若干所述矫直辊,所述升降框架上设置有若干所述矫直辊,
39、矫直设备厚度规,所述矫直设备框架具有上支撑面,所述升降框架具有下支撑面,所述矫直设备厚度规设置在所述上支撑面与所述下支撑面之间,用于限制所述升降框架下降的位置,
40、升降驱动件,所述升降驱动件设置在所述矫直设备框架上,驱动所述升降框架升降。
41、作为进一步的技术方案,还包括钢带悬垂监测传感器,所述钢带悬垂监测传感器设置在钢带下方的两侧。
42、本发明还提出一种不锈钢带用的矫直方法,利用所述的一种不锈钢带用的矫直设备对钢带进行矫直。
43、本发明的工作原理及有益效果为:
44、本矫直设备,采用环形矫直替代s辊开放式矫直形式,可有效避免s辊板材首端与尾端钢带起不到拉矫效果的问题。本矫直设备可根据客户对钢带长度的需求,通过不同长度的加长段来调整加工长度,各种长度的不锈钢带均能够通过本矫直设备进行矫直。
45、本矫直设备,采用环形矫直,利用液压缸提供涨紧力进行涨紧钢带,通过液压缸涨紧来提供钢带拉应力用以替代s辊提供拉应力。s辊提供拉应力通过速度差进行提供拉应力,拉应力提供不稳定,拉应力也仅是计算值,不能很精确的控制拉应力大小。本矫直设备液压缸提供拉应力,液压系统可以精准控制并检测液压大小,可通过控制程序控制液压缸液压大小,可以稳定且精确控制拉应力大小并显示。
46、本矫直设备,采用环形矫直,在环形钢带下侧设有钢带悬垂监测传感器,实时监控钢带两侧悬垂情况,钢带两侧悬垂差反映钢带板形情况。因s辊提供拉应力小直径矫直辊系统矫直必须一次成型,如矫直过程中出现板形不理想状态则需要整卷矫直后,将钢带重新安装至s辊放卷位置,将整条钢带再次矫直,造成大量生产力浪费。本矫直设备通过钢带悬垂监测传感器反馈钢带两侧悬垂差,通过悬垂差控制矫直设备实时调整钢带两侧下压量,针对不同版型钢带专业矫直,环形形式反复矫直至平整,获得良好的板形。
- 还没有人留言评论。精彩留言会获得点赞!