变截面外圆零件车削加工内孔用外圆回转基准结构及方法与流程
本发明涉及圆筒状零件加工,特别是一种变截面外圆零件车削加工内孔用外圆回转基准结构及变截面外圆零件车削加工方法。
背景技术:
1、飞机起落架缓冲支柱中,外筒为主要承载结构件,其内孔加工精度要求极高。同时,为了降低零件重量,按照载荷分布情况,设计人员会将外筒部分结构设计成为变截面部位(横截面为非圆形,且外圆直径渐变)1,如图1所示。受结构影响,外筒一般为薄壁零件。外筒内孔常规采用车削和磨削加工,加工时机床卡盘加持一端,另一端采用中心架支撑在外筒外部,确保零件(加工中的外筒)回转平稳。但是受外筒外圆变截面结构影响,中心架支撑部位也为变截面,为保证零件的平稳回转,必须在外筒的外部设计圆形的工艺基准,加工完成外筒内孔后,再去除外筒外部的工艺基准。
2、常用的工艺基准为一段宽度为50mm至100mm左右的圆环b(如图2所示,工艺基准为一整段圆环,用于车磨零件时支撑零件),由于外筒为薄壁零件,在内孔加工至最终尺寸后,将工艺基准圆环铣削去除后,受加工应力和内应力影响,内孔严重变形,零件报废。
3、为了保证零件加工精度,就需要对工艺基准的结构进行研究,既要保证零件回转过程中稳定,还需要在工艺基准去除后,零件内孔不因内应力及加工应力产生变形。
技术实现思路
1、本发明所要解决的技术问题是,针对现有变截面外圆零件车削加工内孔用外圆回转基准结构在铣削去除后,受加工应力和内应力影响,内孔严重变形的不足,本发明提供一种既能保证零件回转稳定,还能在去除后保证零件内孔不变形的变截面外圆零件车削加工内孔用外圆回转基准结构及变截面外圆零件车削加工方法。
2、为解决上述技术问题,本发明采用了如下技术方案:
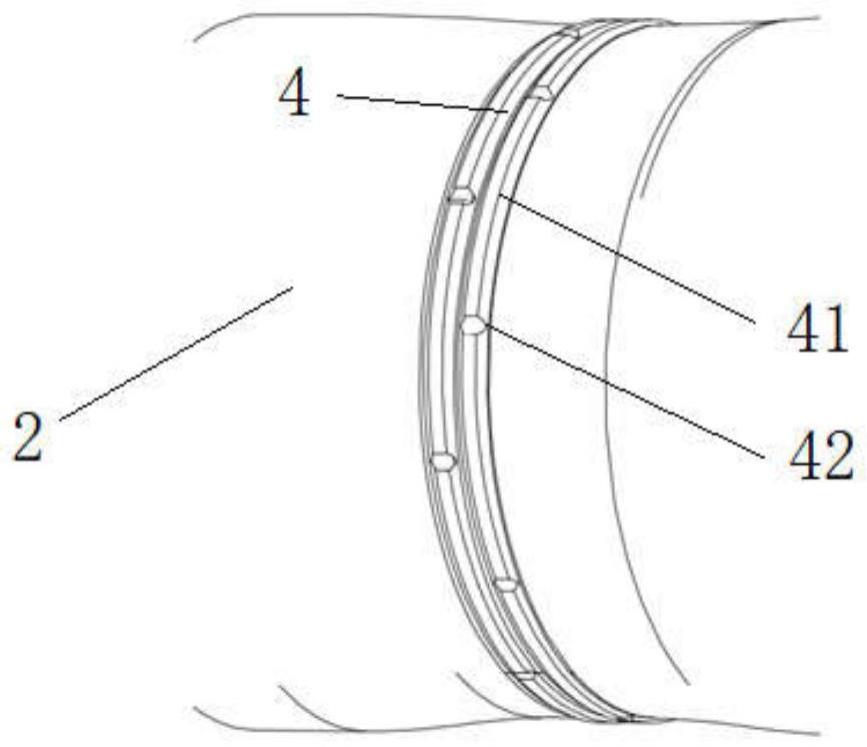
3、一种变截面外圆零件车削加工内孔用外圆回转基准结构,包括具有变截面结构的外圆零件,所述外圆零件的变截面结构上预留圆形工艺基准,所述圆形工艺基准包括至少两个依次排列的圆环,相邻圆环之间相隔一距离,且各所述圆环分别被切断槽分割为多段。
4、进一步地,各所述圆环上的切断槽交错布置,以保证在被加工工件处于任意回转角度时都有光滑的外圆与中心架滚轮接触,避免横向槽经过中心架滚轮时的冲击,保证了零件内孔的加工。
5、进一步地,所述圆环的宽度为6mm-10mm,相邻所述圆环之间相隔8mm-12mm。
6、进一步地,各所述圆环上均布6-10个切断槽。
7、基于同一发明构思,本发明还提供了一种变截面外圆零件车削加工方法,其包括下列步骤:
8、步骤s1:基于被加工工件的材料、外形、结构特征使用零点定位+特制工装的方式装夹被加工工件,完成外形粗加工,并在变截面外圆上预留所述的圆形工艺基准;
9、步骤s2:以步骤s1加工出的圆形工艺基准定位,完成被加工工件内孔的粗加工;
10、步骤s3:对被加工工件进行热处理;
11、步骤s4:使用五轴加工中心,工装装夹被加工工件,再次加工所述圆形工艺基准;
12、步骤s5:车床一夹一支,打表校正被加工工件跳动,保证被加工工件跳动不大于0.03mm,完成被加工工件内孔的精加工;
13、步骤s6:使用五轴加工中心,工装定位装夹,对被加工工件进行精加工并去除预留的圆形工艺基准;
14、步骤s7:钳工打磨圆形工艺基准位置接刀痕,并对工件表面进行抛光;
15、步骤s8:工件入库。
16、本发明通过热处理前在被加工工件的变截面外圆上预留至少两个宽度为6mm-10mm的圆环(圆环之间间隔8mm-12mm)形成圆形工艺基准,保证了加工时被加工工件的回转稳定,同时将两个圆环采用6-10个平行于圆环轴线的切断槽切断,释放加工应力和内应力影响,在圆形工艺基准去除后能保证零件内孔不变形。
17、与现有技术相比,本发明的有益效果是:
18、1、本发明圆形工艺基准结构简洁,可以有效支撑外圆在中心架上的转动,且去除余量小。
19、2、本发明通过切断槽,有效释放圆环切开后的内应力,避免圆形工艺基准去除后零件的内孔变形。
20、3、本发明圆形工艺基准的圆环上的切断横交错分布,在被加工工件处于任意回转角度时都可以与中心架有效接触,避免切断槽经过中心架时的冲击。
21、4、据实验验证:采用传统宽度为50mm至100mm左右的圆柱工艺基准加工零件内孔时,加工完成后,内孔直径变形0.27mm,产品报废;采用本发明设计分段式圆形工艺基准加工完工件,通过往复铣的方式去除圆形工艺基准后,选取三段内孔、6个点对内孔进行测量完成后,内孔直径变形仅0.01-0.03mm,考虑测量误差,满足加工要求(试验结果如图5所示)。
技术特征:
1.一种变截面外圆零件车削加工内孔用外圆回转基准结构,包括具有变截面结构的外圆零件,所述外圆零件的变截面结构上预留圆形工艺基准,其特征在于:所述圆形工艺基准包括至少两个依次排列的圆环,相邻圆环之间相隔一距离,且各所述圆环分别被切断槽分割为多段。
2.根据权利要求1所述的变截面外圆零件车削加工内孔用外圆回转基准结构,其特征在于,各所述圆环上的切断槽交错布置。
3.根据权利要求1所述的变截面外圆零件车削加工内孔用外圆回转基准结构,其特征在于,所述圆环的宽度为6mm-10mm,相邻所述圆环之间相隔8mm-12mm。
4.根据权利要求1所述的变截面外圆零件车削加工内孔用外圆回转基准结构,其特征在于,各所述圆环上均布6-10个切断槽。
5.一种变截面外圆零件车削加工方法,其特征在于包括下列步骤:
技术总结
本发明公开了一种变截面外圆零件车削加工内孔用外圆回转基准结构及方法,其包括具有变截面结构的外圆零件,所述外圆零件的变截面结构上预留圆形工艺基准,所述圆形工艺基准包括至少两个依次排列的圆环,相邻圆环之间相隔一距离,且各所述圆环分别被切断槽分割为多段。变截面外圆零件车削加工内孔时,采用所述圆形工艺基准。本发明既能保证零件加工时回转稳定,还能在圆形工艺基准去除后保证零件内孔不变形。
技术研发人员:孟辉,张帆,单帅,张雪艳,李运龙,尹芃宇
受保护的技术使用者:中航飞机起落架有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!